 VASS滾床輸送控制FB453
VASS滾床輸送控制FB453
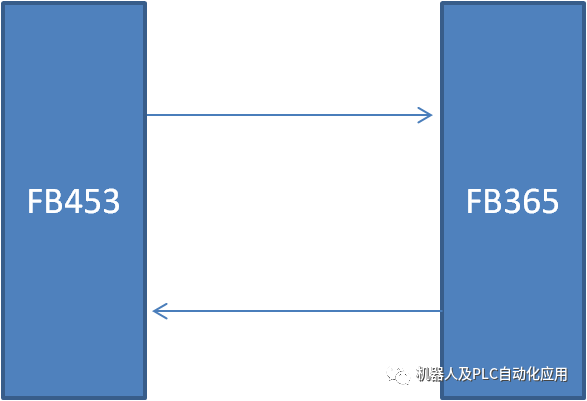
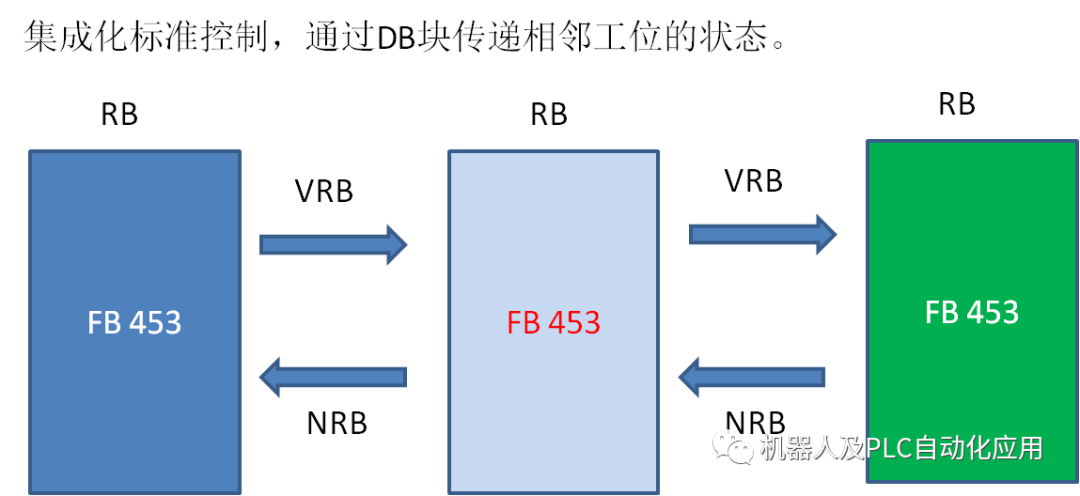
平移輥床使用的功能塊有FB 453 FB_Elefant_AMX, FB 365 FB_SEW_AMX_RB_a,FB 453負責處理進出車邏輯以及工位完成邏輯等;FB 365負責接收和傳送與變頻器交互的信號,控制電機的運動。
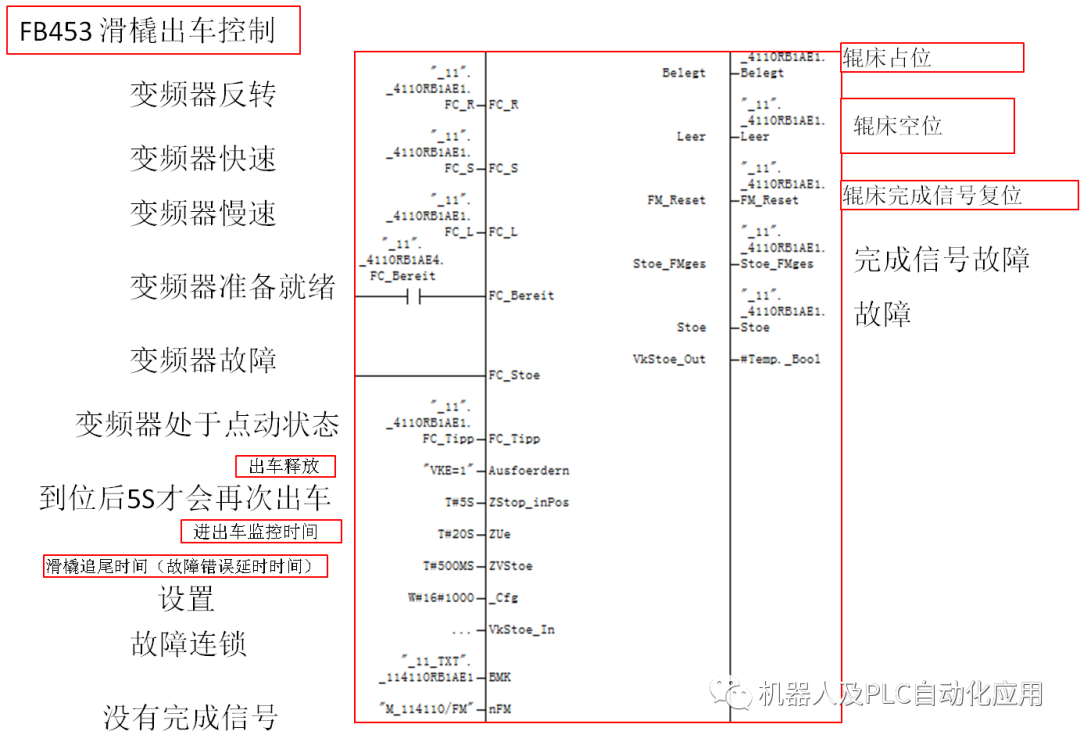
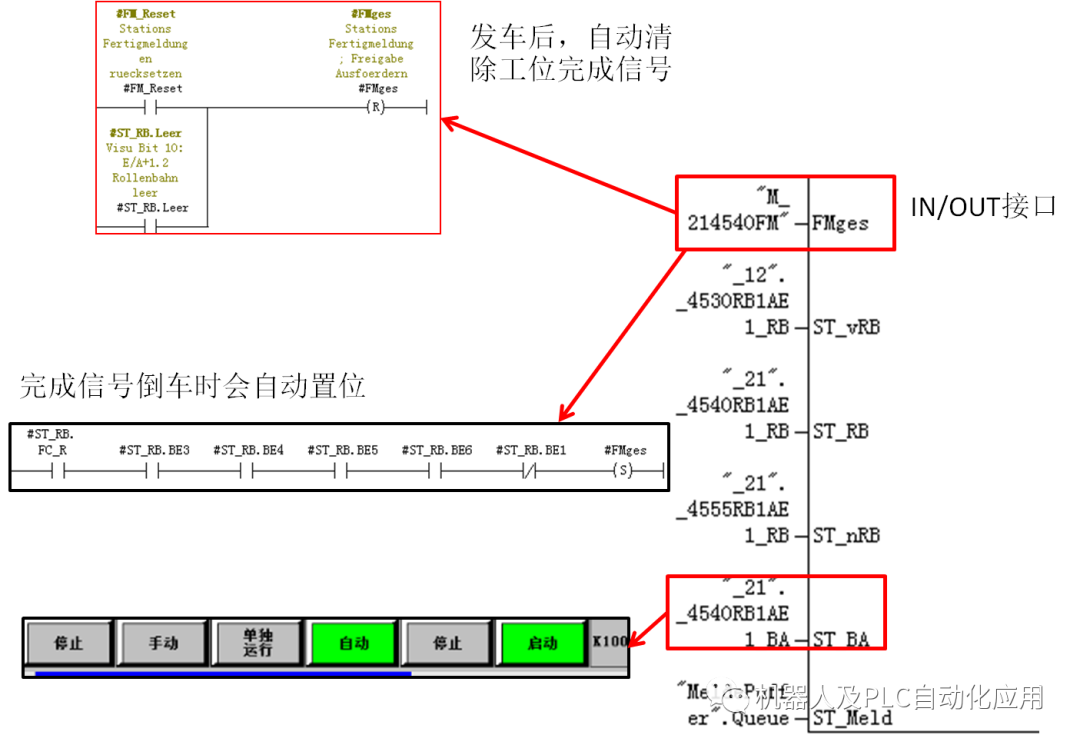
PLC程序控制:FB453 滑橇出車控制
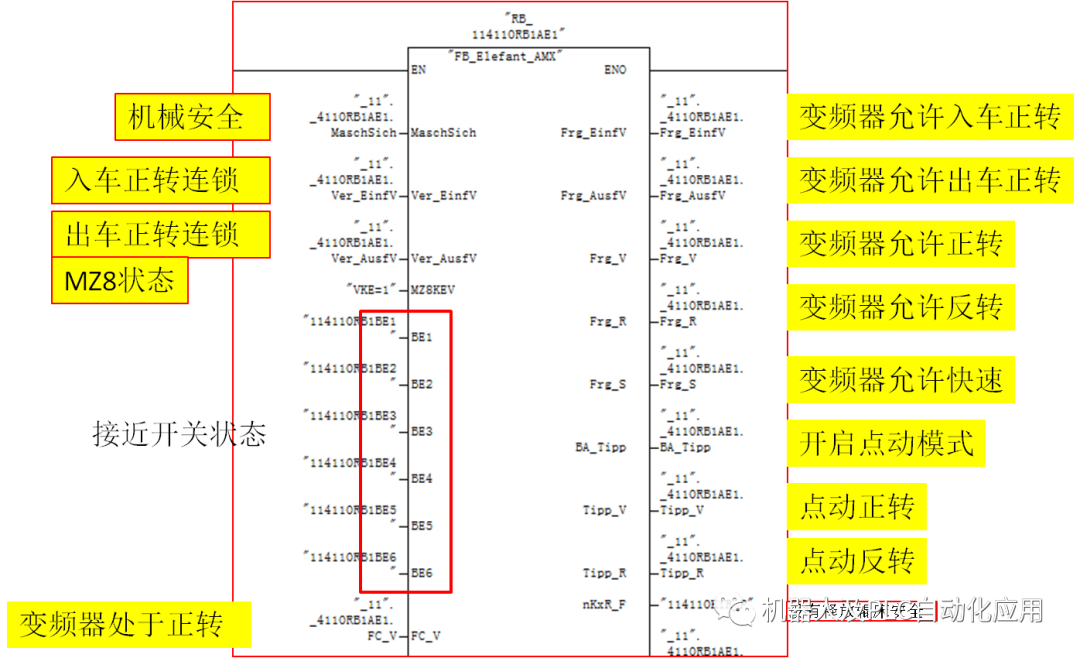
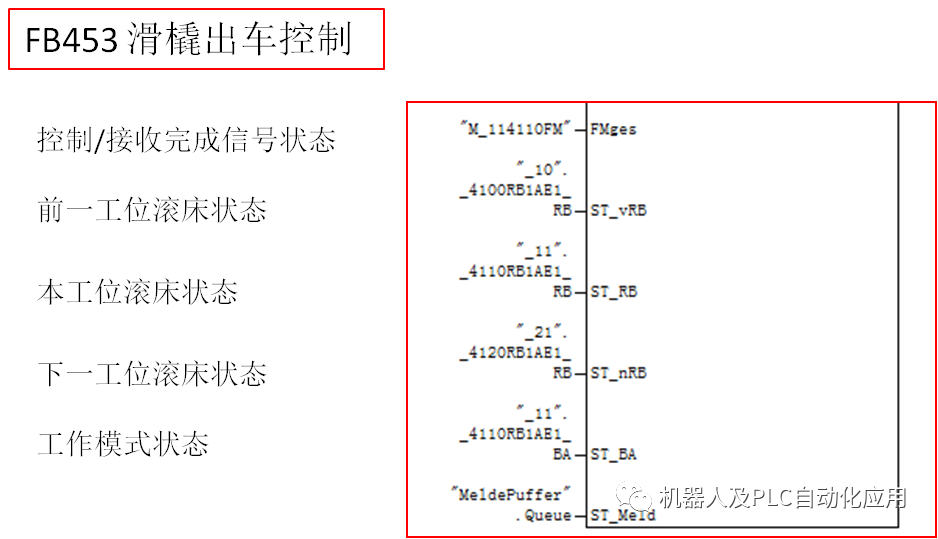
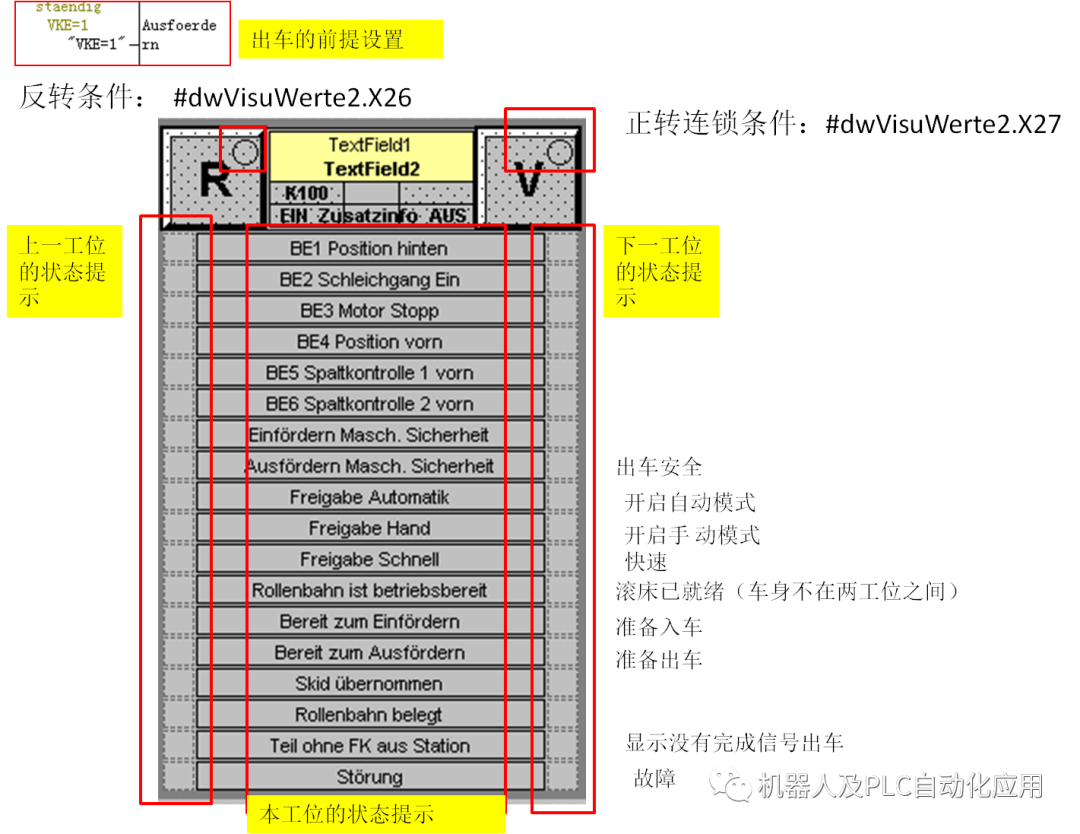
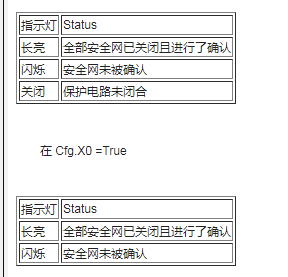
1 .打開下拉菜單查看各信息的狀態

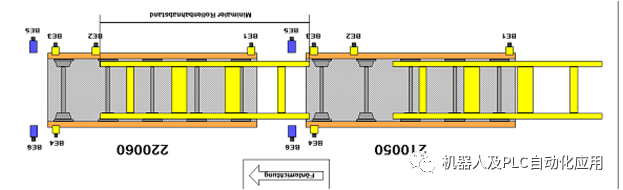
距離:
下游滾筒輸送機(nRB) 的 BE3/4 (RB) 和 BE2 之間的距離必須至少為滑道長度 + 300 mm.
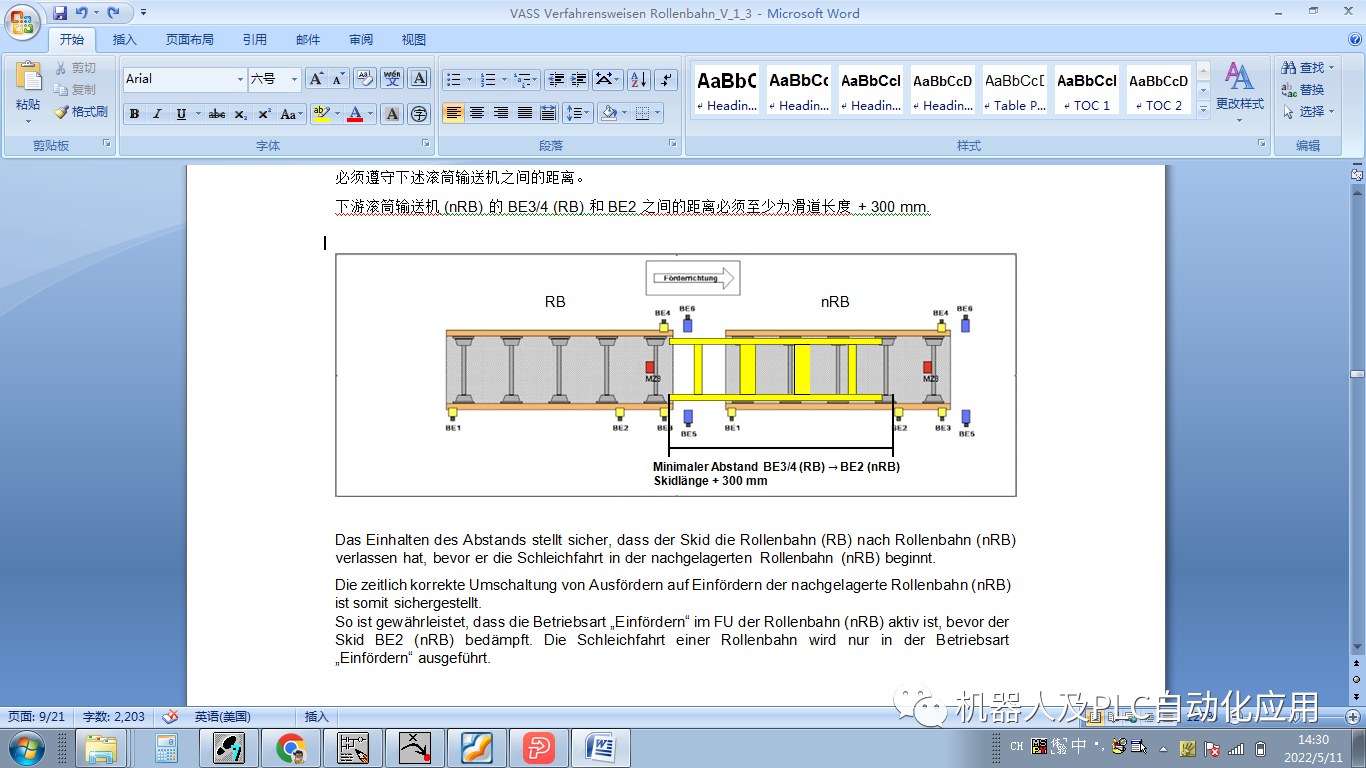
保持該距離可確保滑橇在滾筒輸送機 (nRB) 之后離開滾筒輸送機 (RB),然后開始在下游滾筒輸送機 (nRB) 上爬行。
這可確保下游滾筒輸送機 (nRB) 在正確的時間從出料切換到進料。
這可確保在滑道阻尼 BE2 (nRB) 之前,在滾筒輸送機 (nRB) 的 FU 中激活“輸送”操作模式。滾筒輸送機的爬行速度僅在“輸送”操作模式下執行
兩臺滾筒輸送機均采用自動
滑板的位置:
兩個滑道都在相應的滾筒輸送機上
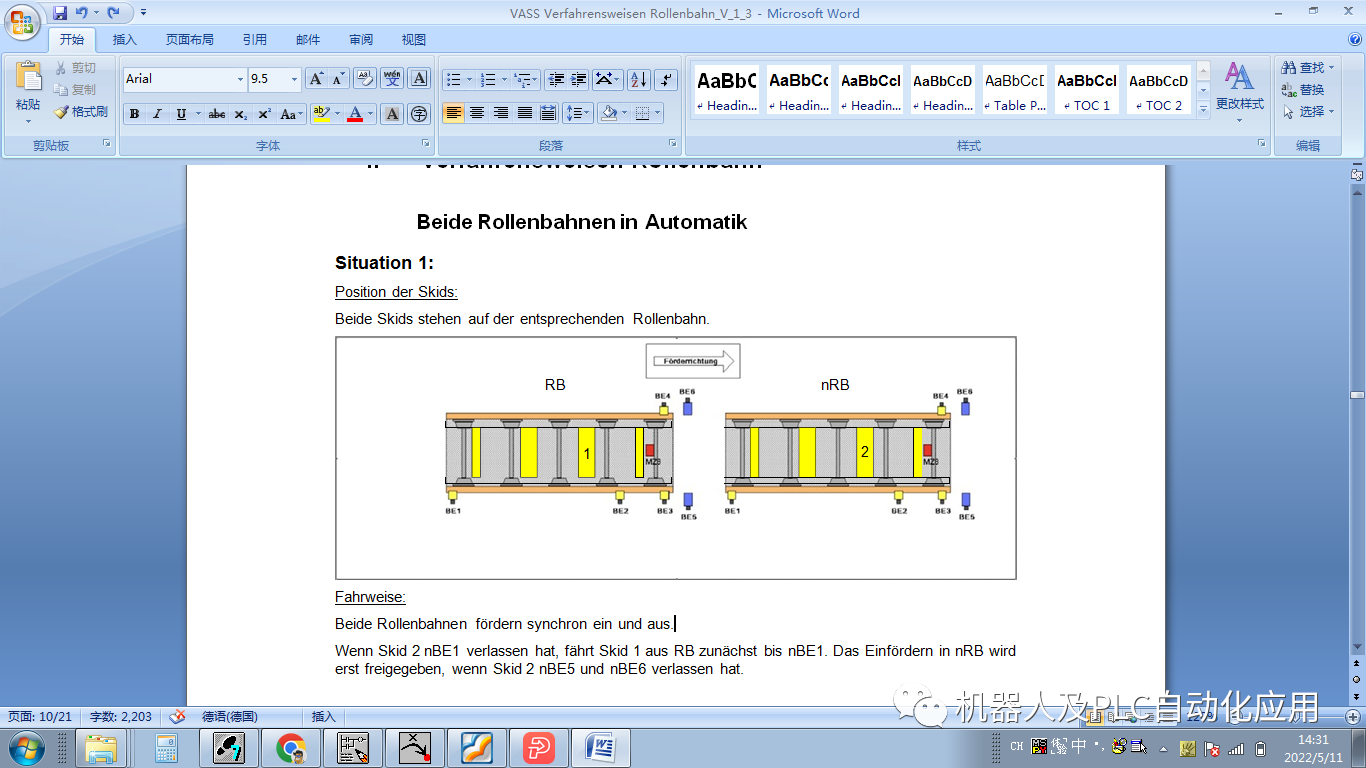
兩個滾筒輸送機同步進出。
當滑道 2 離開 nBE1 時,滑道 1 先從 RB 行進到 nBE1。僅當滑道 2 離開 nBE5 和 nBE6 時才釋放進給 nRB。
兩個撬塊都在 BE1 或 nBE1 上。
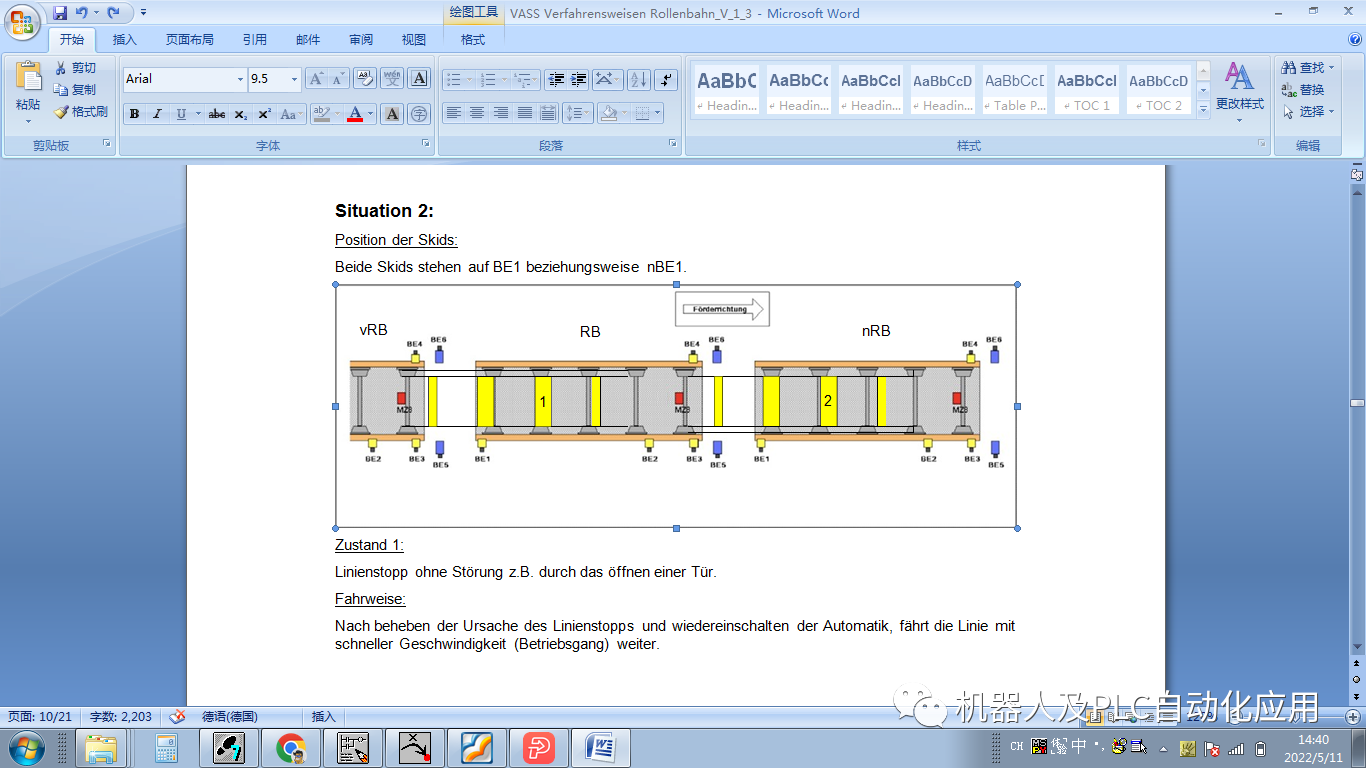
狀態 1:
不間斷地停止線路,例如通過打開一扇門。
排除停線原因并重新開啟自動系統后,生產線繼續高速運行(運行速度)。
在排除故障并重新打開自動系統后,故障輥道輸送機繼續以低速(爬行速度)移動,直到滑道就位。
所有上游滾筒輸送機 (vRB) 以最高 vBE5 / vBE6 的爬行速度自由運行。之后,上游輥道再次快速運行(操作通道)。
下游滾筒輸送機繼續快速運行(運行中)
vRB自動/RB在手動
滑板的位置:
Skid 1 在 vBE1 上。
Skid 2 在 vBE3/4 和 BE1 上。
vBE2、vBE3、vBE4 絕不會同時被 2 個滑道占用。
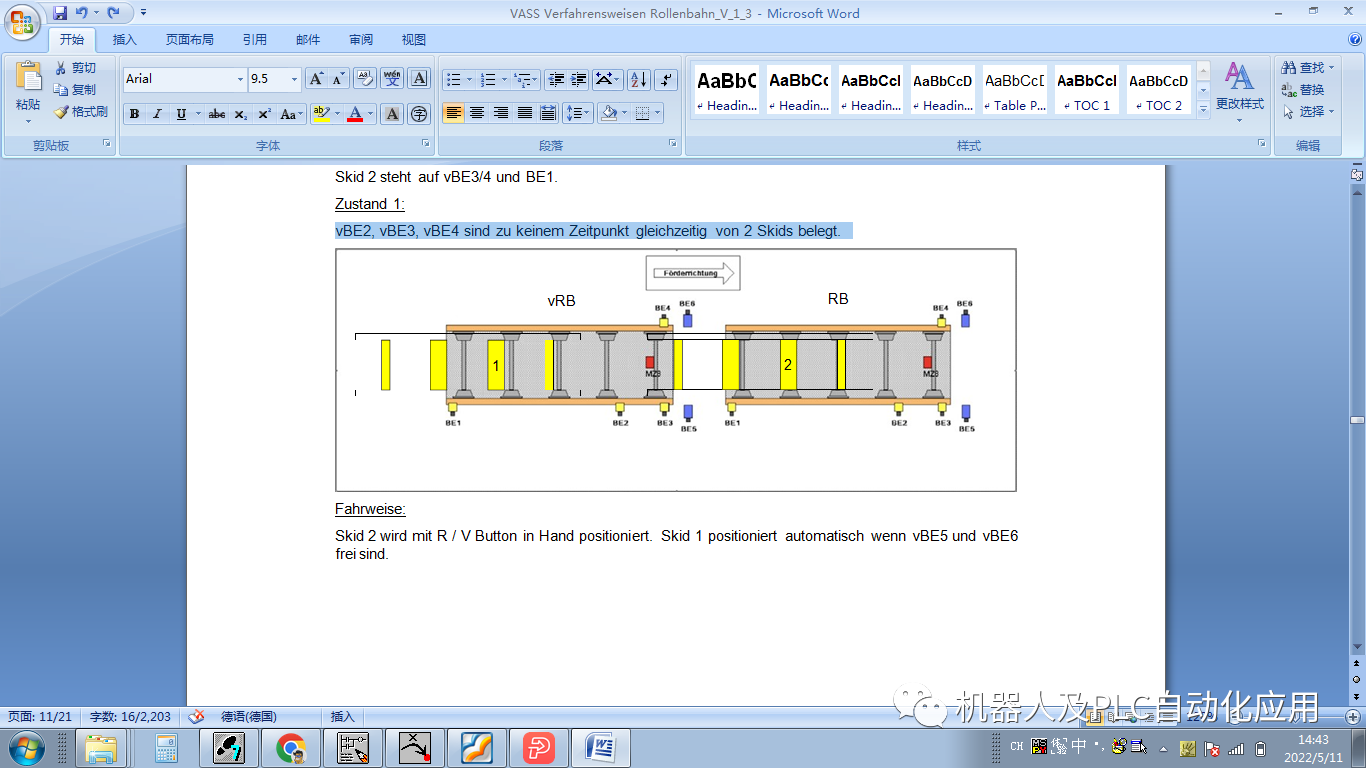
Skid 2 定位時手持 R/V 按鈕。當 vBE5 和 vBE6 空閑時,自動滑行 1 個位置。
Skid 1 在 vBE1 和 vBE2 上。
Skid 2 在 vBE3/4 和 BE1 上。
BE2 被skid 1 占用,而vBE3 和vBE4 仍被skid 2 占用。
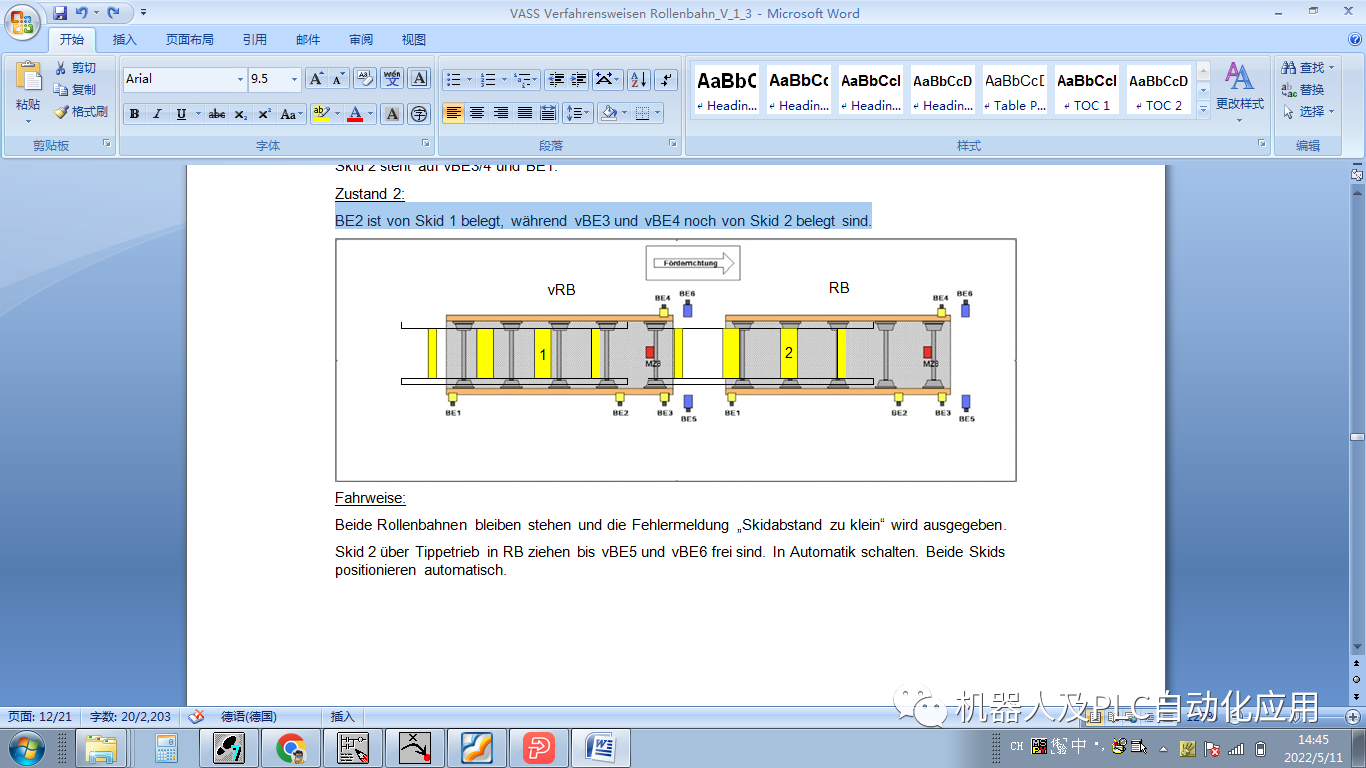
兩個滾筒輸送機都停止并發出錯誤消息“滑動距離太小”。
通過點動操作將撬塊 2 拉入 RB,直到 vBE5 和 vBE6 空閑。切換到自動。兩個撬塊都自動定位。
反向滾筒輸送機(在手)
vRB 是免費的。Skid 1 在 RB 上。就緒通知 RB 集。
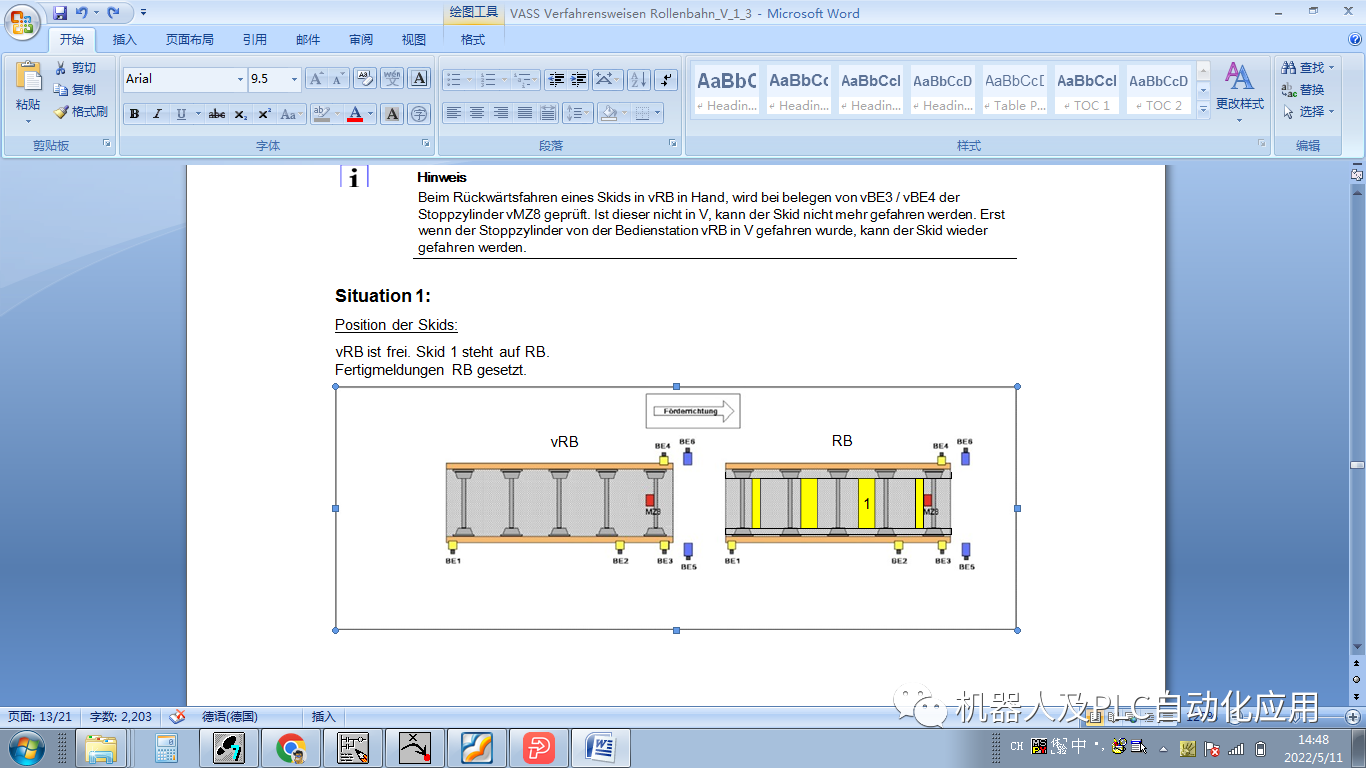
使用 R 按鈕在 vRB 中向后移動滑道。
退出 BE3/4 時,會檢查 vRB 機器安全性。僅當確定時 消息可以運行到 vBE5/6。之后,您只能使用 KWE7 繼續駕駛。
vRB 的就緒消息在向后行駛到 vRB 時設置。
vRB 是免費的。Skid 1 在 RB 上。就緒消息 RB 未設置。
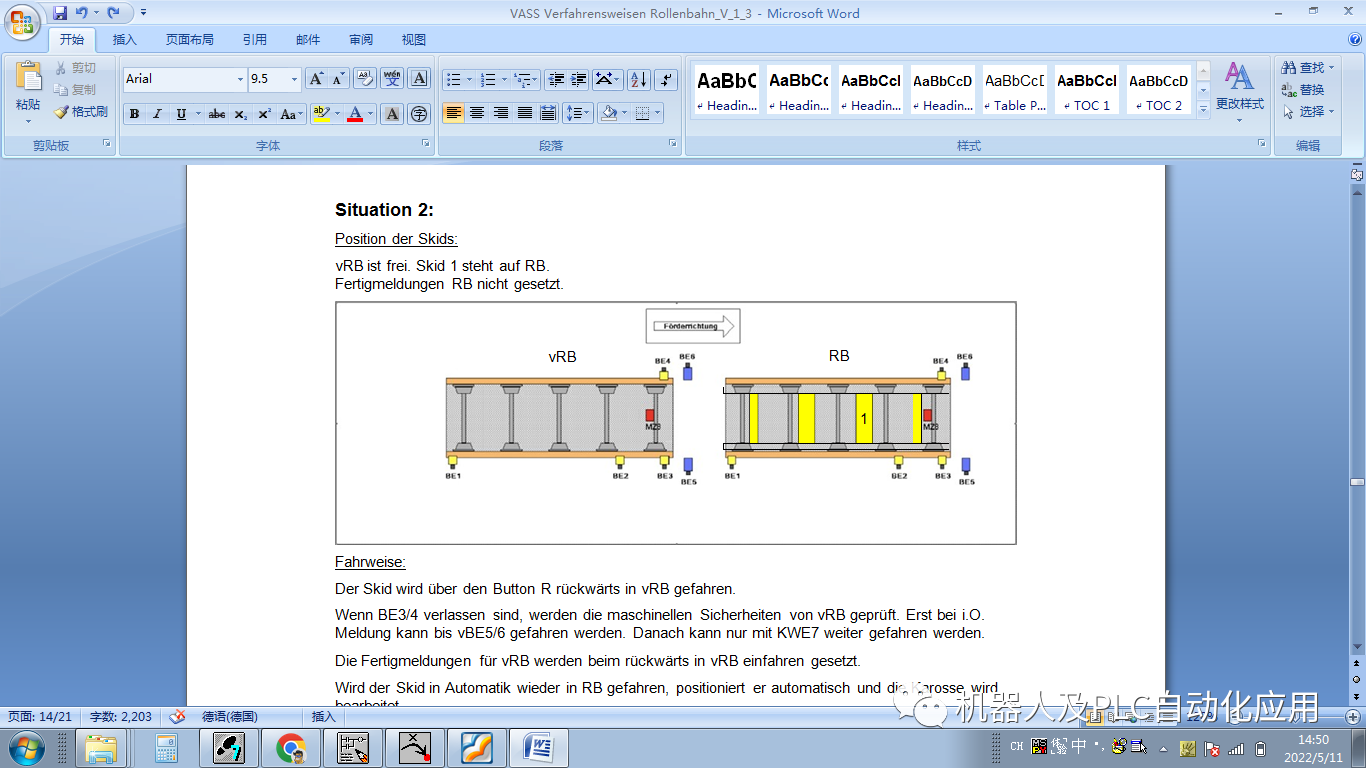
使用 R 按鈕在 vRB 中向后移動滑道。
退出 BE3/4 時,會檢查 vRB 機器安全性。僅當確定時 消息可以運行到 vBE5/6。之后,您只能使用 KWE7 繼續駕駛。
vRB 的就緒消息在向后行駛到 vRB 時設置。
如果在自動模式下將撬塊移回 RB,它會自動定位并處理車身。
Skid 1 位于 vRB 上(vBE3 和 vBE4 被占用)。Skid 2 在 RB 上。
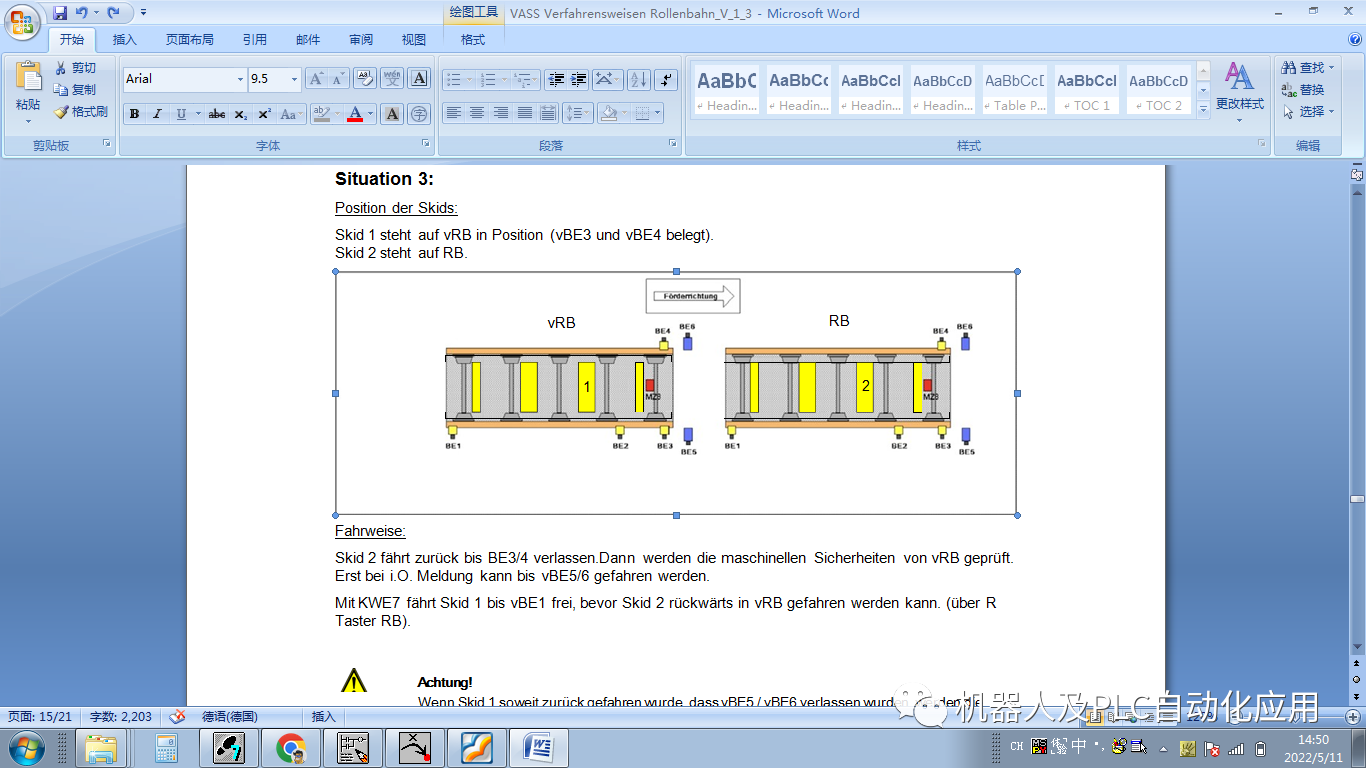
Skid 2 驅動返回到 BE3/4。然后通過 vRB 檢查機器安全性。僅當確定時 消息可以運行到 vBE5/6。
使用 KWE7,skid 1 清除到 vBE1,然后skid 2 可以反轉到 vRB。(通過 R 按鈕 RB)。
打滑已經走得太遠(BE1 空閑,BE5 / BE6 尚未到達)。出現錯誤消息“BE1 后傳感器檢查”。
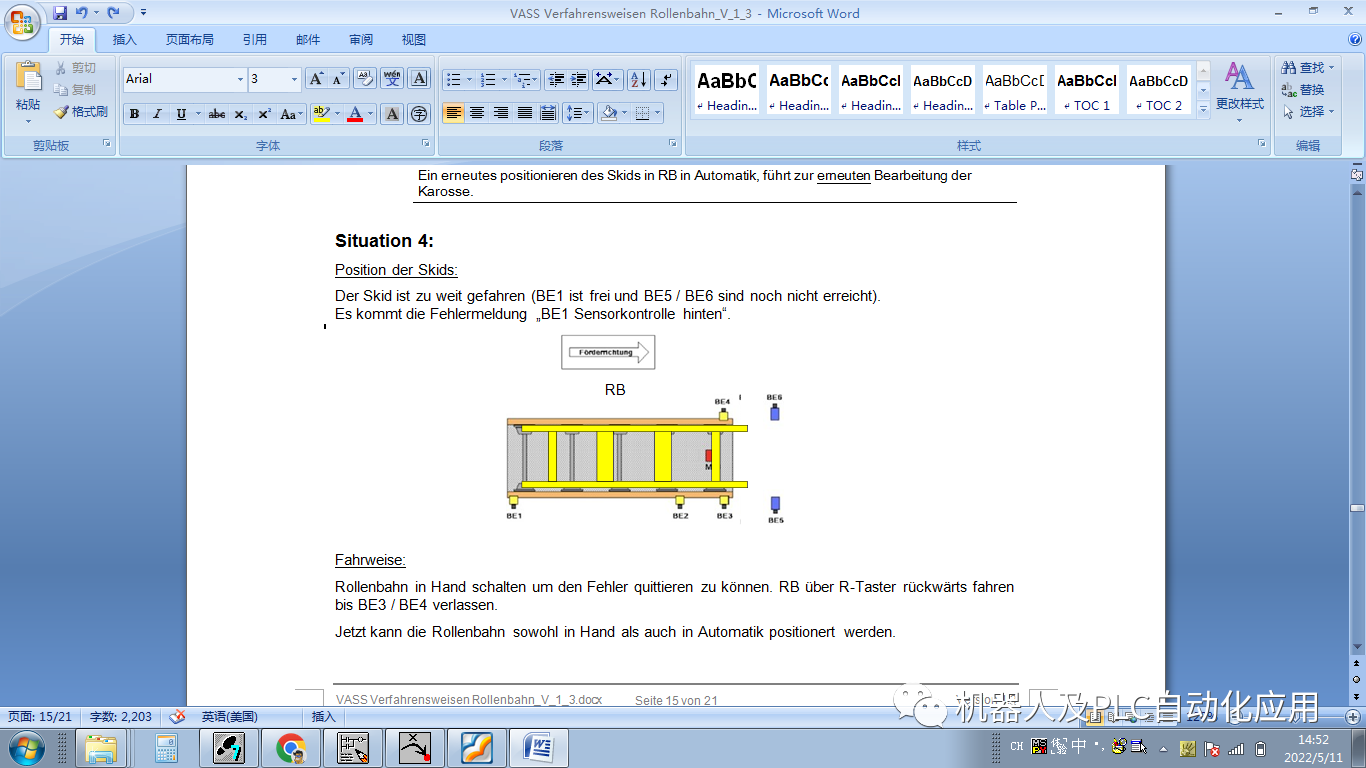
將滾筒輸送機切換到手動模式,以便能夠確認錯誤。使用 R 按鈕向后驅動 RB,直到您離開 BE3 / BE4。
現在滾筒輸送機可以手動和自動定位。
Skid 1 移動得太遠(BE1 空閑,BE5 / BE6 被占用)。滑軌 2 位于 nRB 上(nBE1 到 nBE4 被占用)。
未設置就緒報告 nRB。機器人還沒有離開。出現錯誤消息“BE1 后傳感器檢查”。
翻譯結使用 R 按鈕在 vRB 中向后移動滑道。退出 BE3/4 時,會檢查 vRB 機器安全性。 僅當確定時 消息可以運行到 vBE5/6。 之后,您只能使用 KWE7 繼續駕駛。vRB 的就緒消息在向后行駛到 vRB 時設置。
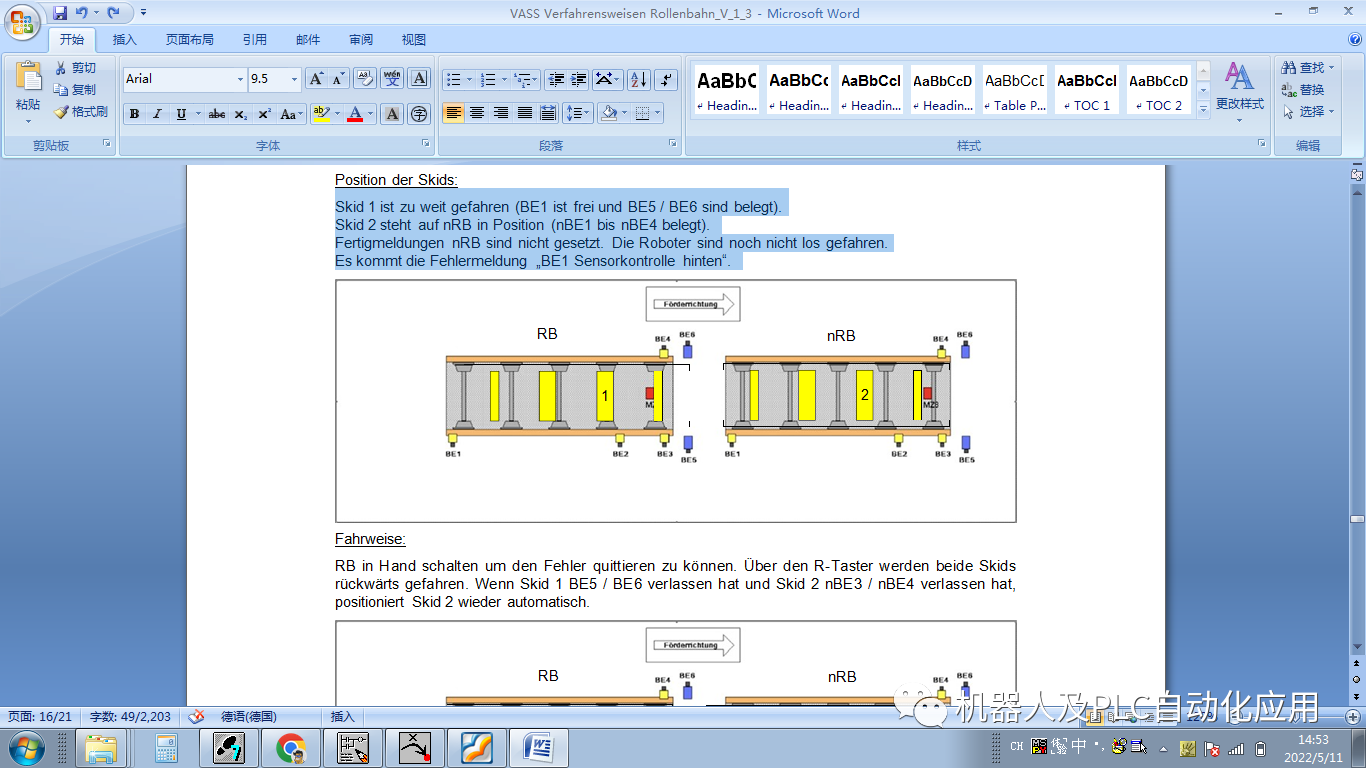
將 RB 切換到手動,以便能夠確認錯誤。通過 R 按鈕將兩個滑道向后移動。當撬塊 1 離開 BE5/BE6 并且撬塊 2 離開 nBE3/nBE4 時,撬塊 2 自動重新定位。
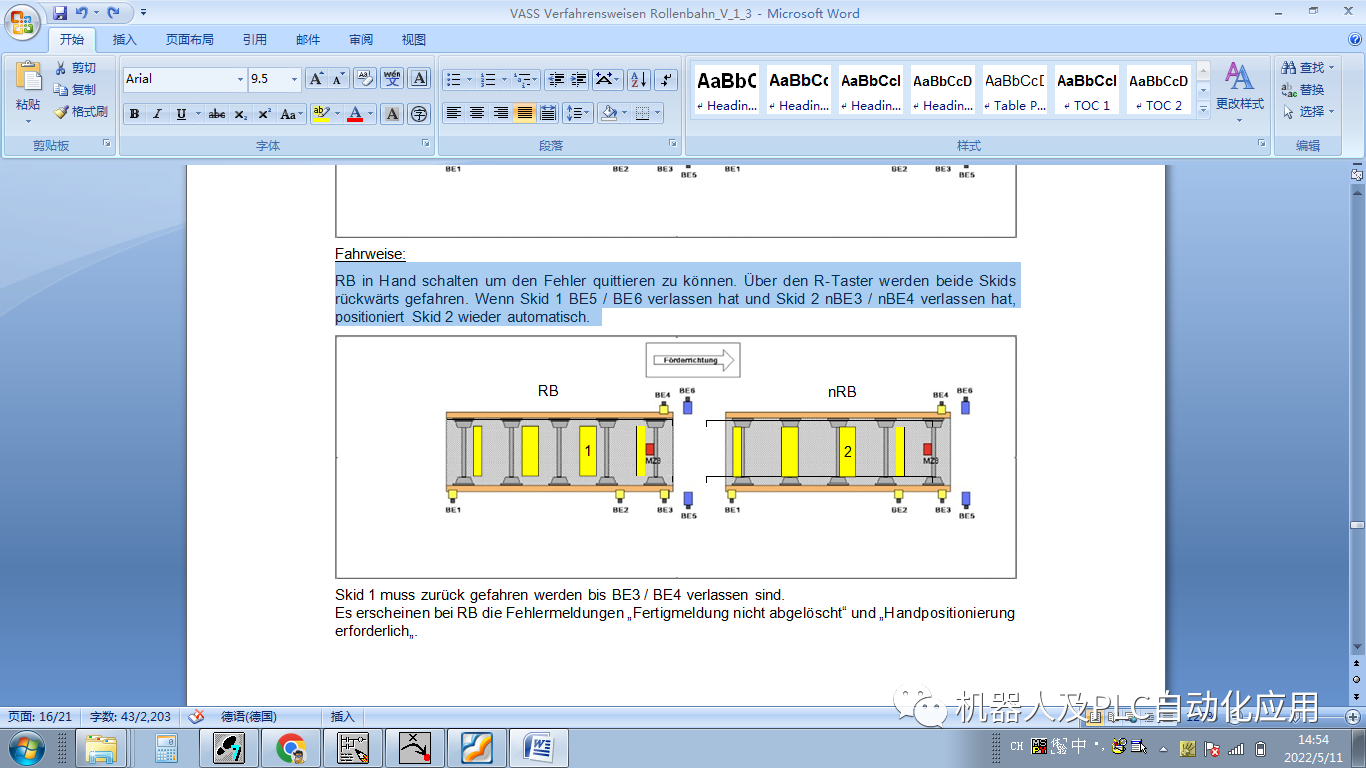
滑道 1 必須被驅回,直到 BE3 / BE4 離開。
錯誤消息“已完成消息未刪除”和“需要手動定位”出現在 RB。
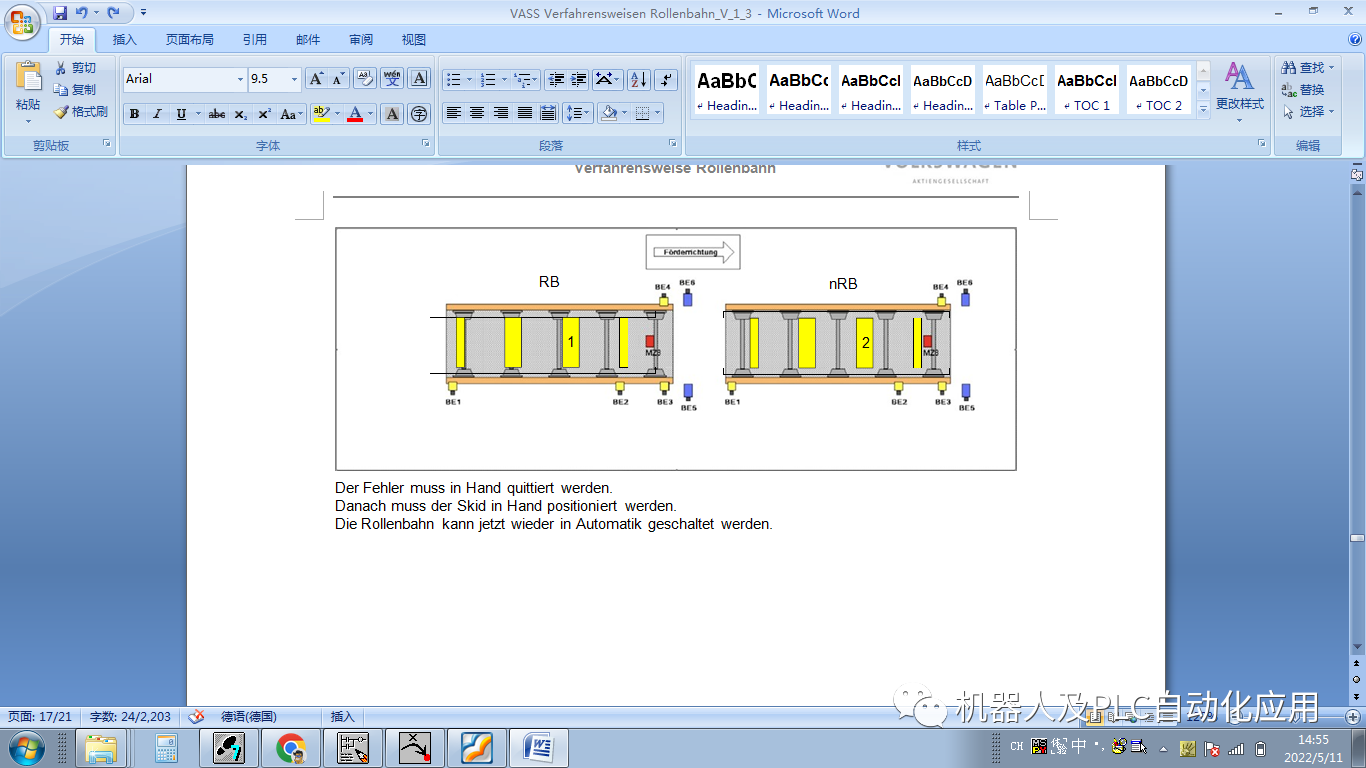
必須手動確認錯誤。
然后必須用手定位滑道。
滾筒輸送機現在可以切換回自動。
開車穿過報廢零件(在手)
RB在手,nRB在自動。廢料部分在 RB 中。
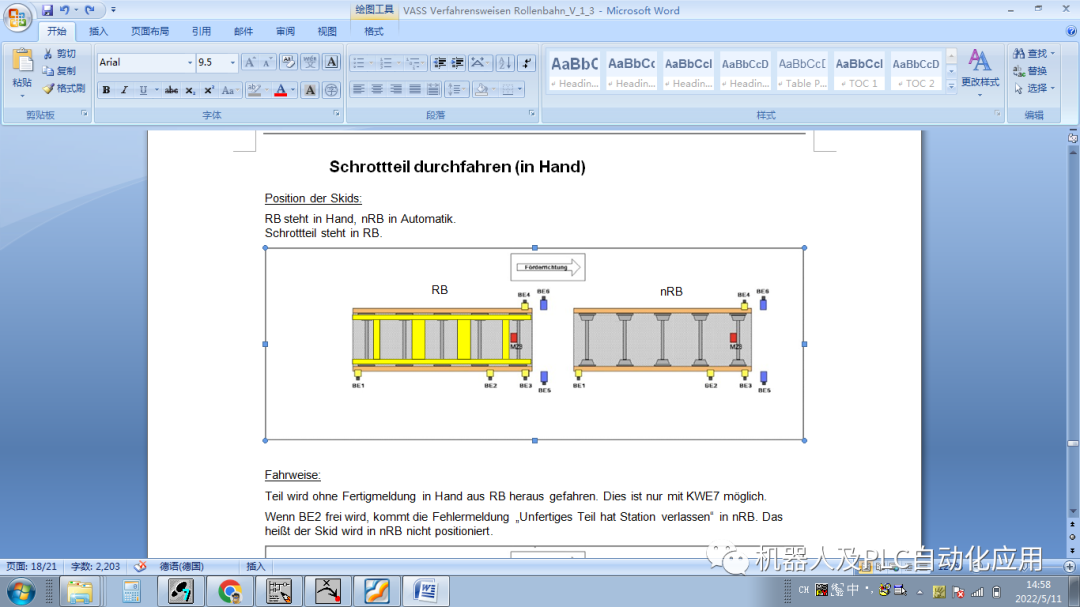
在沒有就緒消息的情況下,將部件從手中的 RB 中驅出。這僅適用于 KWE7。
如果 BE2 空閑,錯誤消息“未完成的部分離開車站”會出現在 nRB 中。這意味著撬塊沒有定位在 nRB 中。
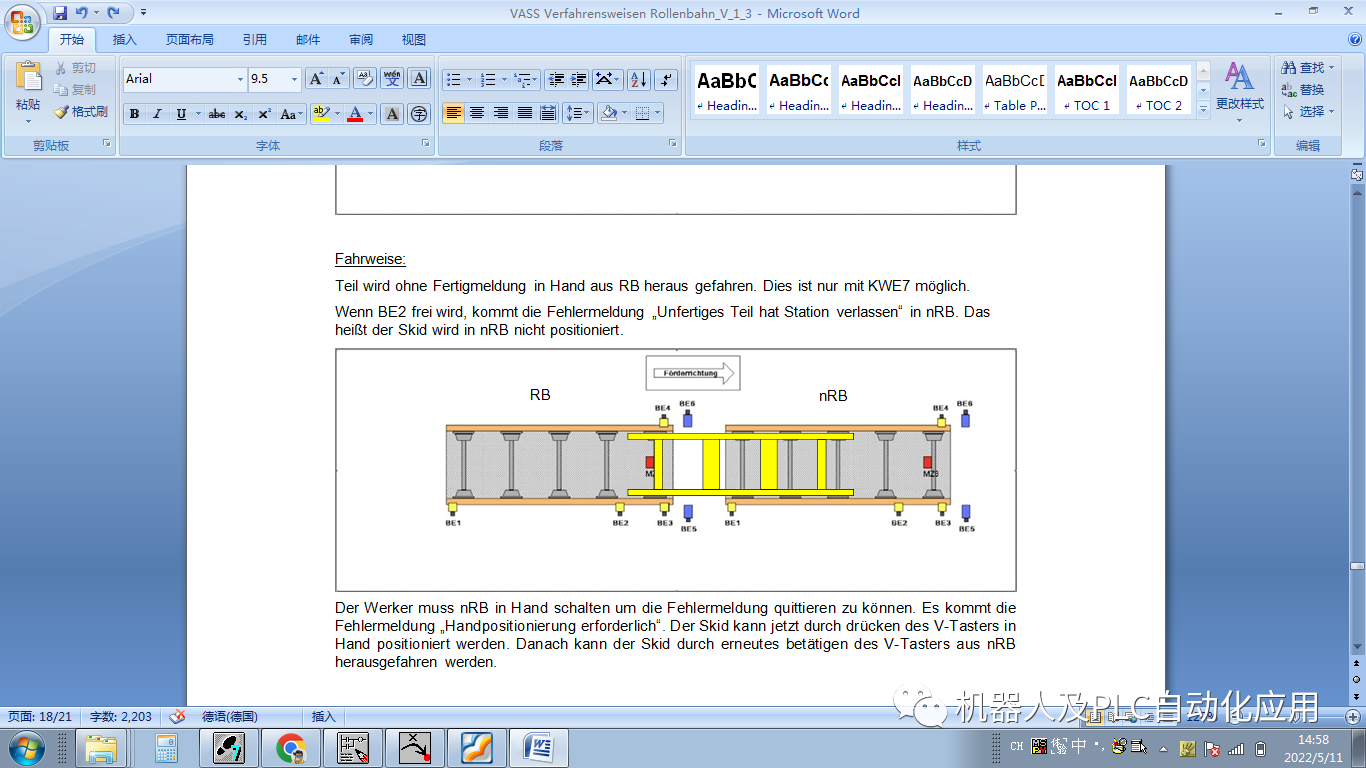
工作人員必須將 nRB 切換到手動才能確認錯誤消息。出現錯誤消息“需要手動定位”。現在可以通過按下 V 按鈕手動定位滑軌。然后可以通過再次按下 V 按鈕將撬塊移出 nRB。
發生錯誤時的行為
錯誤時鐘控制 BE1-BE1
滾筒輸送機向前輸送。Skid 1 占用 vBE5 / vBE6 和 BE1。Skid 2 占用 BE3 / BE4,nBE1 空閑。
進出撬之間的撬距太小。
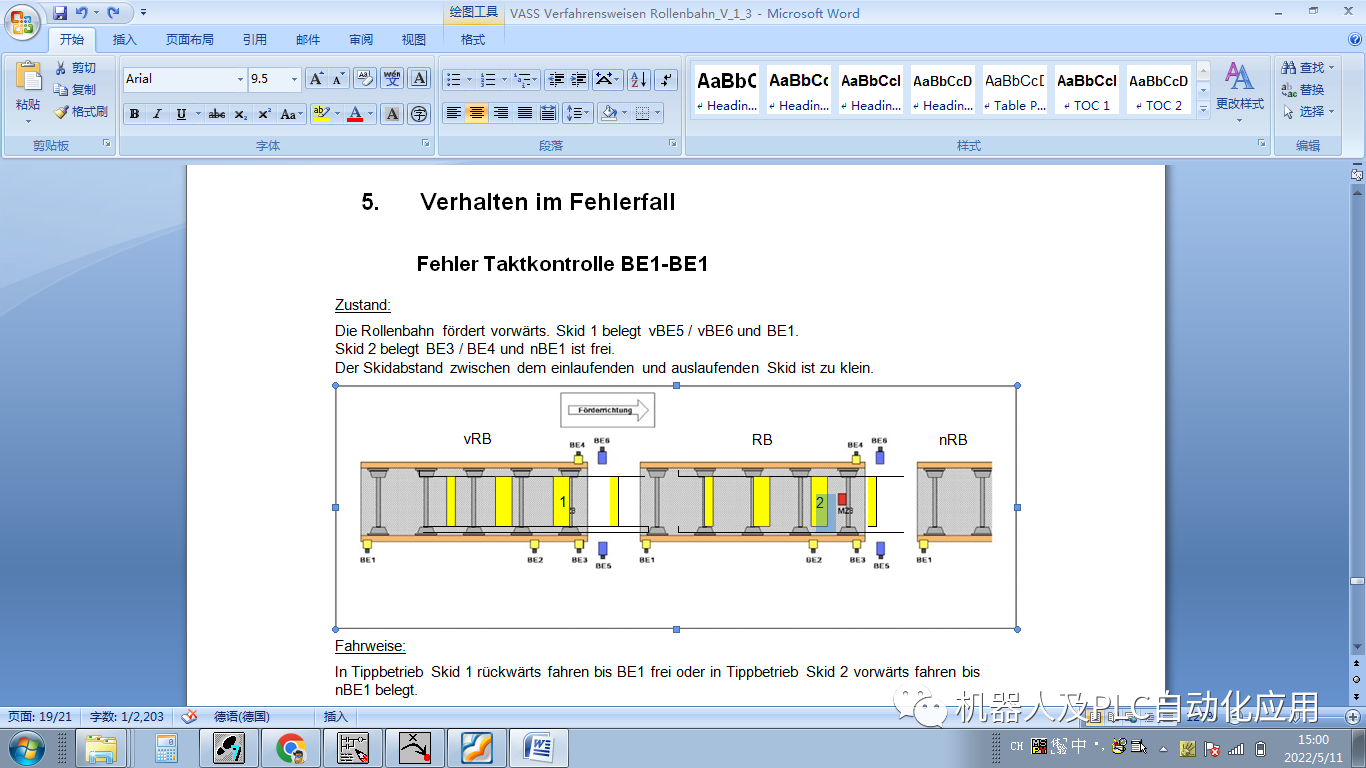
在點動模式下向后移動滑板 1 直到 BE1 空閑或在點動模式下向前移動滑板 2 直到 nBE1 被占用。
審核編輯 :李倩
-
變頻器
+關注
關注
251文章
6504瀏覽量
144256 -
控制電機
+關注
關注
0文章
235瀏覽量
18082
原文標題:VASS滾床輸送控制FB453
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
基于運動控制器的數控滾齒系統

PLC程序FB100模式控制整體分析


16位數碼管驅動及鍵盤控制芯片CH453技術手冊

滾床控制SEW變頻器MOVIfit的PLC控制/S11安全控制設置V5.10
西門子博途:SCL中FB模塊的結構






 工商網監
工商網監
評論