 光纖高速拉絲的工藝控制-科蘭
光纖高速拉絲的工藝控制-科蘭
拉絲速度是拉絲工序的最重要指標之一。高速拉絲向光纖制造工藝提出了嚴格的要求。本文介紹了光纖高速拉絲中的主要工藝控制方法和結果,包括光纖翹曲度、冷卻效率和凃覆等方面,并對優化的結果進行了比較。
1.引言
近幾年來,隨著光纖使用量和光纖生產規模的不斷擴大,光纖生產技術一直在持續飛速發展,一方面光纖預制棒的尺寸越來越大;另一方面拉絲速度越來越高,這兩個方面相互促進,配套發展,光纖制造商在這兩個方面作出了巨大的努力。其中拉絲速度的提高一直是具有挑戰性的課題,拉絲速度從10年前的200m/min發展到現在的800m/min或者更高。目前,商用的拉絲生產線能達到800~1000m/min,專用的拉絲生產線能達到1000m/min以上的生產速度,據商用拉絲線的設計專家稱:在未來10年,商用的拉絲生產線能達到1500m/min的生產速度。提高拉絲速度不僅能在經濟上提高生產效率,降低制造成本,而且對光纖的質量也會有一定的好處。但是,提高拉絲速度要解決拉絲爐、裸光纖及涂覆光纖的冷卻和光纖的涂覆等主要問題。
在高速拉絲狀況下,光纖的翹曲度會隨著拉絲速度的升高而劣化,這主要是由于裸光纖在高速拉絲時光纖在圓周方向上的冷卻速度不均勻,造成裸光纖在橫截面上的密度不一致。另外當光纖預制棒在拉絲石墨爐中所處的溫度場不一致時,也可能會引起拉制成的裸光纖在橫截面上的密度不一致,因而造成光纖的翹曲度變小。
在高速拉絲狀況下,為了取得良好的和穩定的涂覆工況,必須讓光纖在進入涂覆模時保持恒定的和足夠低的溫度(一般認為在50℃左右)。良好的穩定涂覆工況應包括以下的幾個方面:(1)在涂覆層中,無氣泡(2)良好的涂層同心度(3)小的涂層直徑變化。隨著拉絲速度的提高,空氣在光纖涂覆時混入涂層的幾率大大的提高了。同時在高速拉絲時,拉絲張力也大大的提高了,由涂覆模產生的向心力和拉絲張力的相互作用的結果決定了涂覆工況的穩定性。這就要求在高速拉絲時,使用能產生更高向心力的模具和更精準的模座傾角調整系統。除此之外,涂覆工況與使用的涂料有很大的關系。在實驗中,我們使用的是涂料制造商專為住友電工研發的專用涂料,此涂料具有優異的性能, 尤其是在抗靜電特性上。
2.試驗及結果分析
隨提高拉絲速度的提高,首先要解決的問題就是光纖的翹曲度,其對帶纖來說,融接時要求光纖有較好的翹曲度。光纖的翹曲度是指裸光纖在不受任何外界應力的情況下的彎曲程度。我們通過研究發現:翹曲度與爐子的結構和光纖出爐后的冷卻有很大的關系,尤其是前者。在不改變爐子的結構的情況下,我們用400m/min、750m/min和1000m/min進行試驗,可見,光纖的翹曲度隨拉絲速度上升而快速下降。但通過改變爐子的部分結構優化和光纖的冷卻方式的改變,即使速度上升到1200m/min以上仍有很好的翹曲度, 如圖2所示。圖3為經過優化爐子的結構后,光纖翹曲度的分布圖。
對于He冷卻系統,要綜合考慮制冷裝置(Chiller)的溫度,He的流量,光纖的震動等因素的影響。在保證空氣中的水份不在冷卻管表面結凝的情況下,Chiller溫度較低效率較高,He流量也要合理利用。光纖的震動則是光纖冷卻過程中的副作用,處理不當,則會對光纖直徑測試和光纖涂覆造成副面影響。試驗結果表明,裸光纖和一次涂覆光纖必須冷卻適當的溫度才能得到良好的效果。光纖的涂覆則是提高拉絲速度的主要障礙之一。其中兩個主要問題是涂覆直徑的波動,另一個就是涂層的同心度,涂層的均勻性等問題。我們通過涂覆模結構的優化,很好的解決著方面的問題。
3.結論
我們通過對拉絲石墨爐、He冷卻系統、涂覆系統等裝置和工藝的研究和優化,在1200m/min的速度下,嚴格而精確地控制了光纖的翹曲度、涂覆層、包層直徑等性能。我們將向更高的速度和更好的工藝而努力。
審核編輯黃宇
-
光纖
+關注
關注
19文章
3869瀏覽量
72952
發布評論請先 登錄
相關推薦
高速點焊工藝中先進控制電源的關鍵技術探究與應用
玻璃光纖線有什么不同
光纖涂覆機革新之路:濰坊華纖光科引領線性注膠技術新篇章
拉絲機PLC數據采集遠程監控系統方案

選擇拉絲不銹鋼氮氣柜的原因有哪些?

工廠自動化控制系統中光纖的作用

科技電纜再發展:科蘭建設項目賦能雄安國際酒店
錫膏點膠時拉絲不均勻,如何解決?

光纖激光焊接機:現代焊接工藝的變革引領者

理工光科光柵陣列特種傳感光纖拉絲塔在武漢投產運行! 院士姜德生出席儀式

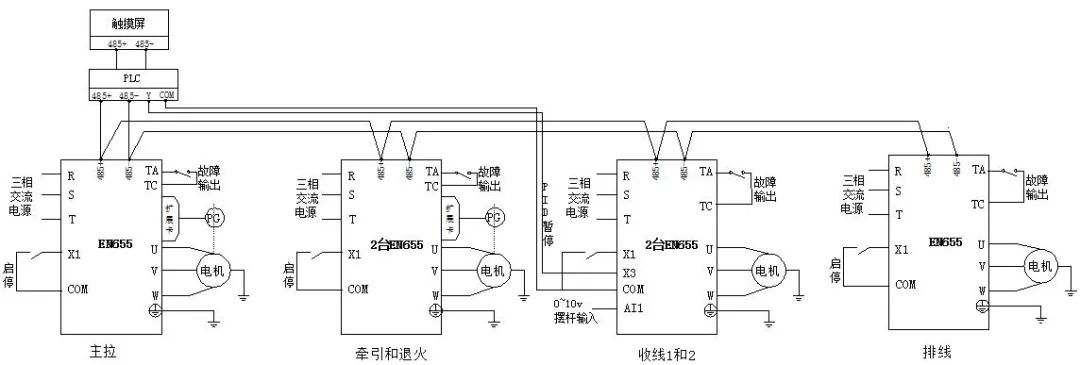
變頻器在拉絲機中的應用方案
一種基于自動化激光的工藝可大批量生產空心光纖開發
MIM金屬注射成型工藝介紹 哪些零件適合MIM工藝





 工商網監
工商網監
評論