 線纜押出常見問題和解決方案
線纜押出常見問題和解決方案
線纜押出的重要性在于其技術是塑料加工成型的主要形式,因此發展塑料押出成型技術與設備具有重要意義,押出這個名詞其實是我們中國臺灣地區的叫法,最早線纜行業都是自臺灣引入大陸并發展起來的,我們一般稱其為塑料成型,即通過一種設備或者機器,將絕緣材料或者護套材料以一定的形狀包覆在導體或者其他材料表面,使加工出來的成品能夠滿足一定的物理性能或者使用要求,目前最簡單的電線制造流程就是UL1007或者1005類似的,就是將絞合的導體或者單根導體一次絕緣押出即可完成,押出工序主要完成電線制造的絕緣,內護套,外被的制造工作,所以重要性不言而喻,其質量的好壞直接影響押出的電線能否滿足最終使用的要求,而目前線纜行業押出的行業書籍匱乏,故大部分還是依據行業前輩整理的相關技術資料進行傳承!今天我們分享的為押出國產中遇見的常見問題和解決方案!電線押出機的用途、押出工藝、特性、技術特點及標準參數科普
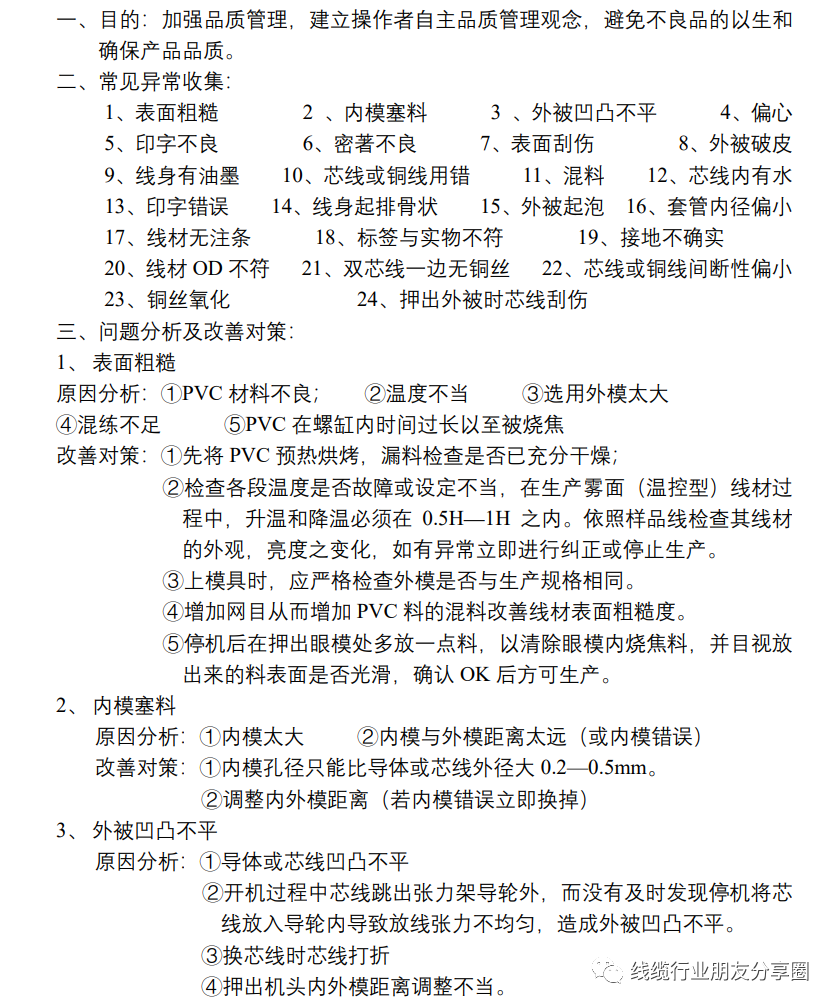
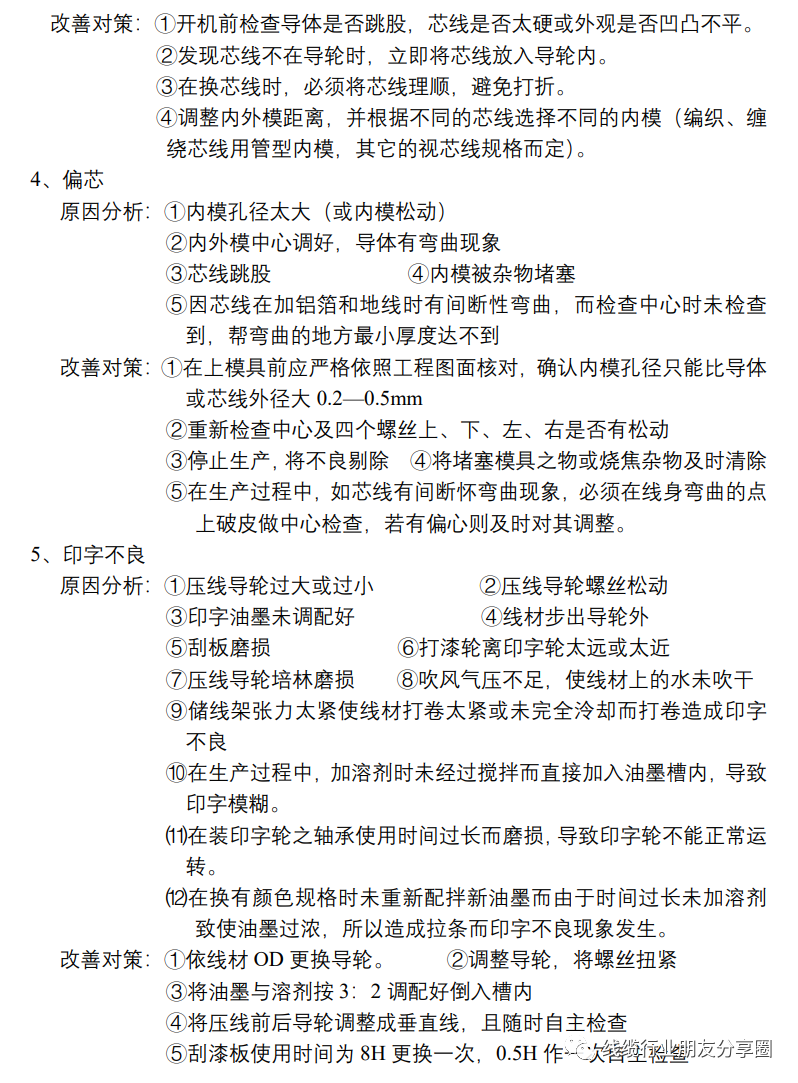
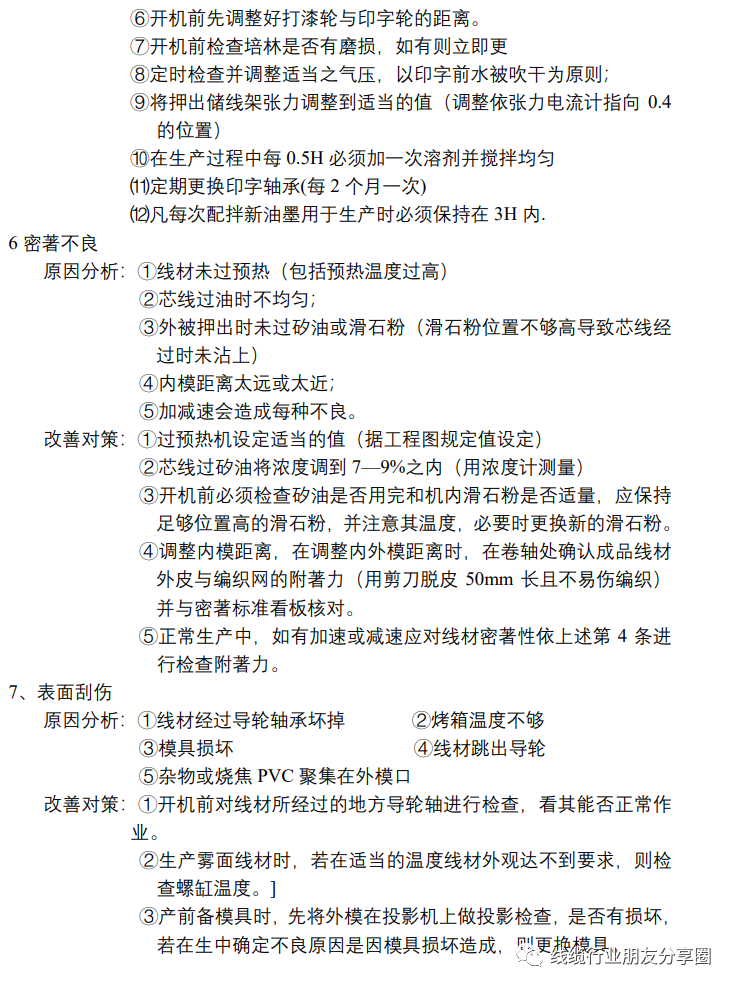
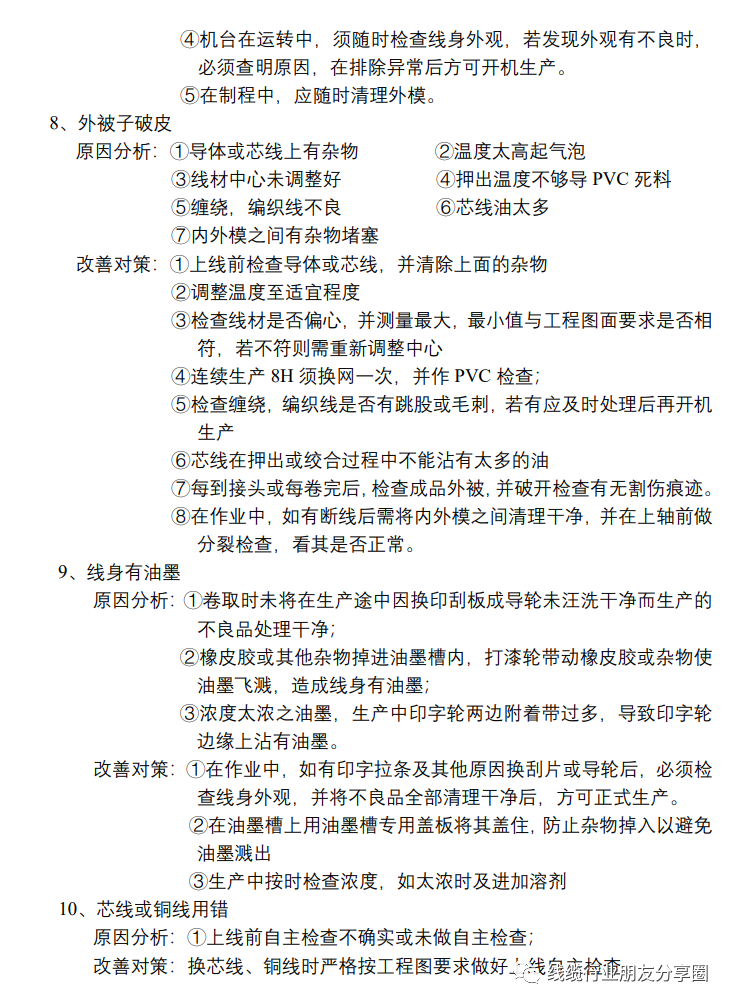
押出常見問題
常見電線押出內外模計算方法
普通電子線類的模具選擇
內模:依據銅線絞合外徑,再加上0.08-0.2的間隙值確定內模之規格,銅線絞合外徑計算公式如下:√N*1.155*d,N:銅線股數,d:單條銅線直徑.
外模:依設計卡規定值選擇外模也可以放大0.05
普通外被線的模具選擇
內模:依半成品絞合或隔離外徑值再放大0.15-0.6MM,生產中也可用內模套線的方法選擇(線材能輕松從內模中穿過為宜,
外模:根據成型方式的不同進行選擇
充實押出時選擇比線徑大0.1-0.3MM的外模即可,套管押出時外模比線徑大0.8-1.5左右;套管押出外模的計算公式為:D=(d+2A)+2b
( D:外模孔徑;d:內模的孔徑;A:內模的壁厚;d:絕緣厚度)例如:2547#28/2C+S絞合外徑1.9M/M,絕緣厚度0.45M/M,內模壁厚為0.5M/M,則D=(1.9+2*0.5)+2*0.45=3.8MM
生產中因脫皮/外觀/亮霧度等問題可對模具進行適當調整,通常有下列現象時應對模具進行更換:
押出過于充實造成脫皮不良:此進內模宜選用套管型,外模宜用無廊段型,押出過于充實造成脫皮不良:此進內模宜選用套管型,外模宜用無廊段型
電線押出機的用途、押出工藝、特性、技術特點及標準參數科普
-
機器
+關注
關注
0文章
779瀏覽量
40691 -
線纜
+關注
關注
5文章
530瀏覽量
28997
原文標題:線纜押出生產要素科普
文章出處:【微信號:線纜行業朋友分享圈,微信公眾號:線纜行業朋友分享圈】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦







 工商網監
工商網監
評論