") 尺寸鏈計(jì)算與公差分析的目的
尺寸鏈計(jì)算與公差分析的目的
尺寸鏈計(jì)算與公差分析的目的
獲得合理的工序公差,保證產(chǎn)品加工質(zhì)量;
檢查工藝漏洞,提前優(yōu)化,避免試生產(chǎn)造成的資源及時(shí)間浪費(fèi);
優(yōu)化零件加工工藝路線,避免累計(jì)誤差;
減少裝配現(xiàn)場(chǎng)的修銼調(diào)整;
降低產(chǎn)品的返修率,幫助企業(yè)節(jié)約成本。
尺寸鏈的定義和分類(lèi)
尺寸鏈的定義
尺寸鏈?zhǔn)怯梢唤M相互連接的尺寸形成的封閉尺寸組。在工程設(shè)計(jì)和制造中經(jīng)常用尺寸鏈來(lái)進(jìn)行工藝尺寸換算,控制關(guān)鍵尺寸的公差,從而保證產(chǎn)品的制造精度。
尺寸鏈的分類(lèi)
◆按其空間位置的構(gòu)成可以分為:線性尺寸鏈(一維)、平面尺寸鏈(二維)和空間尺寸鏈(三維)。
◆按其功能可以分為:裝配尺寸鏈、零件尺寸鏈和工藝尺寸鏈。
工藝尺寸鏈的定義和換算
工藝尺寸鏈的定義
在零件的加工過(guò)程中,決定各個(gè)工序要素間相互關(guān)系的尺寸通常可用彼此相聯(lián)系的點(diǎn)、線、面按一定順序排列,形成一個(gè)封閉的尺寸系統(tǒng),這個(gè)尺寸系統(tǒng)就稱為工藝尺寸鏈。
工藝尺寸鏈的分析與計(jì)算(換算形式)
由于產(chǎn)品的復(fù)雜性,產(chǎn)品制造需要很多工序才能完成。由于加工基準(zhǔn)的轉(zhuǎn)換,使工藝尺寸換算在工藝設(shè)計(jì)過(guò)程中占有非常重要的地位。尺寸換算主要有以下幾種形式:
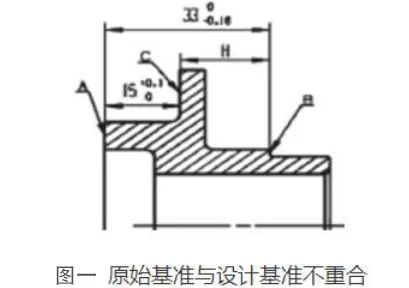
原始基準(zhǔn)與設(shè)計(jì)基準(zhǔn)不重合
圖1中A為設(shè)計(jì)基準(zhǔn),B為加工面,C為原始基準(zhǔn),尺寸H必須通過(guò)換算后求出。
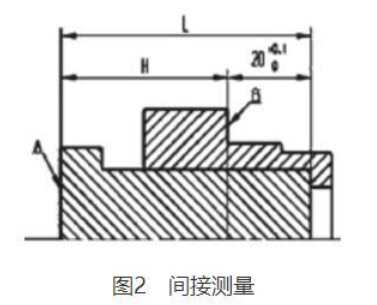
設(shè)計(jì)基準(zhǔn)與測(cè)量基準(zhǔn)不重合時(shí)的尺寸換算
圖2中工序原始尺寸為20,B為加工面。若要對(duì)該尺寸直接測(cè)量比較困難,因此將一個(gè)芯軸安裝在零件上,與零件內(nèi)部的定位面接觸,借助基準(zhǔn)A進(jìn)行間接測(cè)量。尺寸L為固定長(zhǎng)度,因此可以通過(guò)測(cè)量H來(lái)間接保證工序尺寸為20。
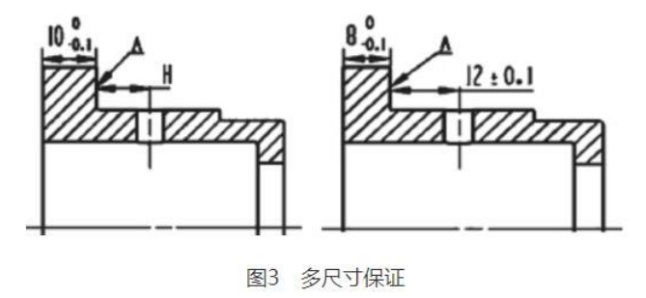
多尺寸保證
圖3中小孔在粗加工階段已經(jīng)加工完成,主設(shè)計(jì)基準(zhǔn)A在最后面加工保證,與主設(shè)計(jì)基準(zhǔn)有關(guān)的尺寸有4個(gè):10、H、8、12。兩個(gè)工序中,小孔中心與左端面的距離不變,因此H值由10、8、12 三個(gè)尺寸共同來(lái)保證。
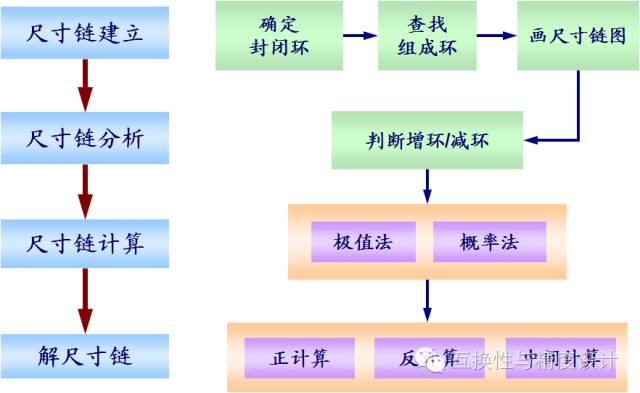
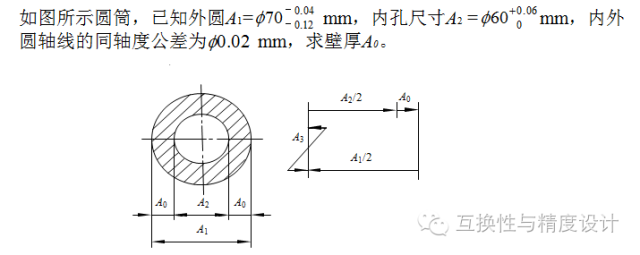
工藝尺寸鏈的解算步驟由上所述,要利用尺寸鏈原理來(lái)分析相互關(guān)聯(lián)的工序尺寸及余量的變化規(guī)律。首先要由零件工序圖畫(huà)出尺寸鏈圖,然后找出封閉環(huán)、增環(huán)、減環(huán)等進(jìn)行解算。解算關(guān)鍵在于能否正確地畫(huà)出尺寸鏈,判斷封閉環(huán)。對(duì)于在生產(chǎn)實(shí)踐中已出現(xiàn)和未出現(xiàn)的復(fù)雜尺寸鏈解算問(wèn)題,都需要根據(jù)尺寸鏈的定義及工藝目的進(jìn)行準(zhǔn)確把握,再根據(jù)實(shí)際情況來(lái)進(jìn)行解算。
一、尺寸鏈的定義與相關(guān)術(shù)語(yǔ)
尺寸鏈的定義:由產(chǎn)品設(shè)計(jì)或工藝要求所確定的某一尺寸和對(duì)該尺寸有直接影響的全部尺寸,連接形成的封閉尺寸組。
尺寸鏈具有封閉性和相關(guān)性:尺寸鏈一定是封閉的,尺寸鏈中各尺寸一定具有相互聯(lián)系。
環(huán):尺寸鏈中每一個(gè)尺寸都叫做一環(huán)。
封閉環(huán):加工或裝配過(guò)程中最后自然形成的尺寸叫做封閉還。封閉環(huán)常用下標(biāo)為“0”的字母表示。一個(gè)尺寸鏈中只有一個(gè)封閉環(huán)。判斷封閉壞是尺寸鏈分析的最重要一步。
組成環(huán):除封閉環(huán)以外的其他環(huán)叫做組成環(huán)。組成環(huán)通常用下標(biāo)為“1,2,3,…”的字母表示。根據(jù)對(duì)封閉環(huán)的影響不同,組成環(huán)分為增環(huán)和減環(huán)。
增環(huán):與封閉環(huán)同向變動(dòng)的組成環(huán)稱為增環(huán)。即其他組成環(huán)不變,該組成環(huán)尺寸增大(或減小),封閉環(huán)尺寸隨之增大(或減小)。
減環(huán):與封閉環(huán)反向變動(dòng)的組成環(huán)稱為減環(huán)。即其他組成環(huán)不變,該組成環(huán)尺寸增大(或減小),封閉環(huán)尺寸隨之減小(或增大)。
二、尺寸鏈的分類(lèi)
1. 按照形成原因
按照形成原因,尺寸鏈分為裝配尺寸鏈、零件尺寸鏈和工藝尺寸鏈。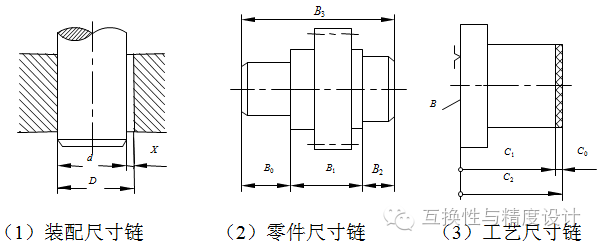
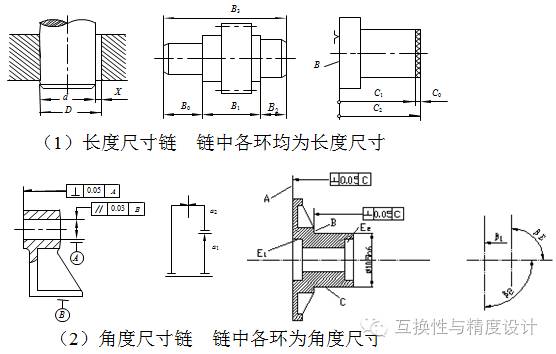
2. 按照尺寸特征
按照尺寸特征,尺寸鏈分為長(zhǎng)度尺寸鏈和角度尺寸鏈。
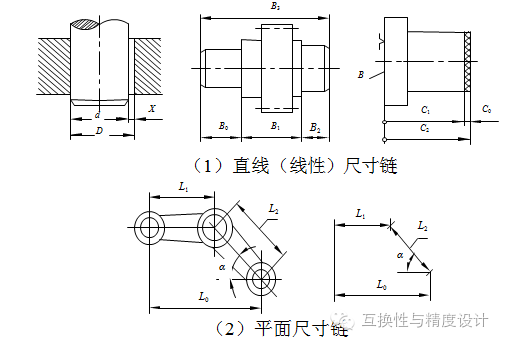
3. 按照空間布置
按照空間布置,尺寸鏈分為直線尺寸鏈、平面尺寸鏈和空間尺寸鏈。
二、尺寸鏈的分析計(jì)算
1.極值法和概率法的不同
(1) 試切法和調(diào)整法加工的不同
試切法是指操作工人在每個(gè)工步或走刀前進(jìn)行對(duì)刀,然后切出一小段,測(cè)量其尺寸是否合適,如果不合適,將刀具的位置調(diào)整一下,再試切一小段,直至達(dá)到尺寸要求后才加工全部表面。通過(guò)試切—測(cè)量尺寸—調(diào)整刀具的吃刀量—走刀切削—再試切,如此反復(fù)直至達(dá)到所需尺寸。此法主要用于單件小批生產(chǎn)。
調(diào)整法是一種加工前按規(guī)定的尺寸調(diào)整好刀具與工件相對(duì)位置及進(jìn)給行程,從而保證在加工時(shí)自動(dòng)獲得所需距離尺寸精度的加工方法。這種加工方法在加工時(shí)不再試切。生產(chǎn)率高,其加工精度決定于機(jī)床、夾具的精度和調(diào)整誤差,用于大批量生產(chǎn)。
(2) 極值法和概率法和調(diào)整法的不同
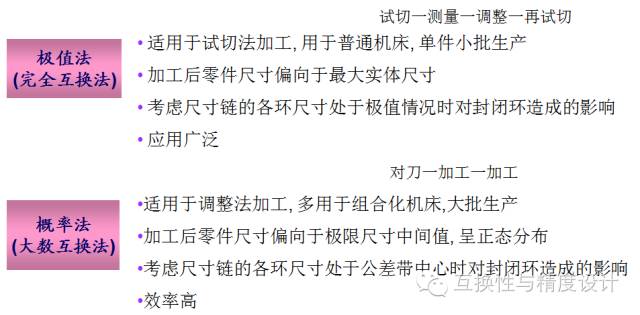
極值法適用于試切法加工,加工后的工件尺寸偏向于最大實(shí)體尺寸,極值法考慮工件處于極限偏差時(shí)對(duì)封閉環(huán)造成的影響。
概率法適用于調(diào)整法加工,加工后的工件尺寸以公差帶為中心呈正態(tài)分布,概率發(fā)考慮工件處于公差帶中心時(shí)對(duì)封閉環(huán)造成的影響。
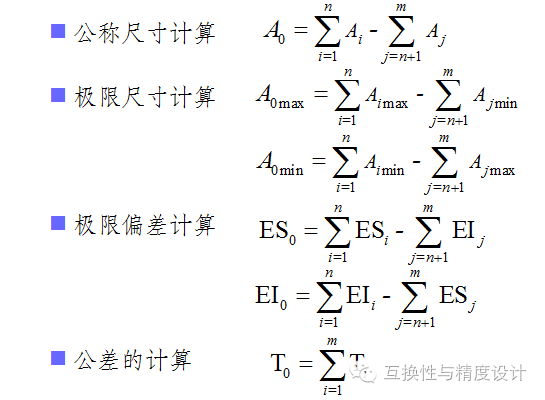
2. 極值法解尺寸鏈的計(jì)算公式
極值法解尺寸鏈的計(jì)算公式
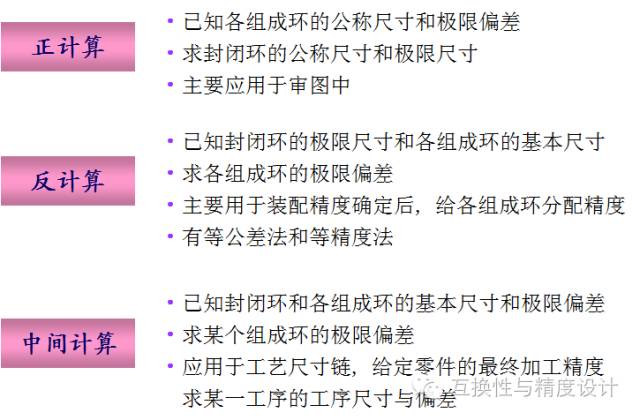
3. 正計(jì)算、反計(jì)算和中間計(jì)算
三、尺寸鏈分析計(jì)算實(shí)例
1. 正計(jì)算(校核計(jì)算)
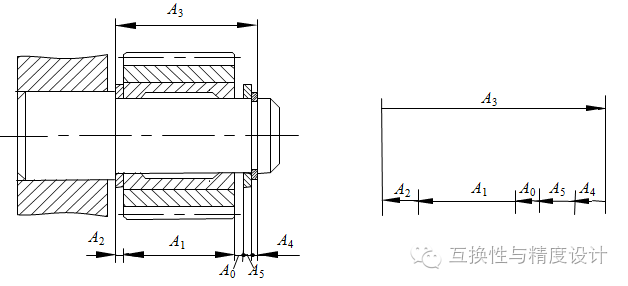
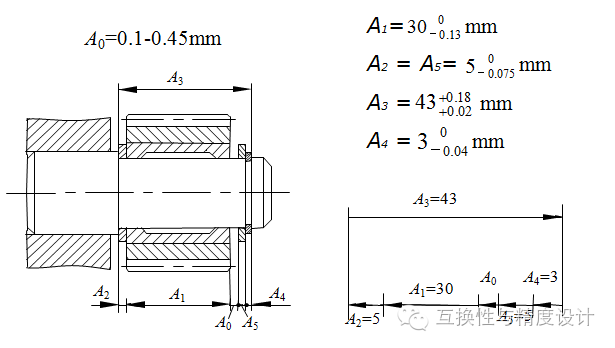
例1. 已知如下圖所示的齒輪部件裝配,軸是固定不動(dòng)的,齒輪在軸上回轉(zhuǎn),要求齒輪與擋圈的軸向間隙為0.1-0.45 mm。試采用完全互換法裝配,試確定各組成環(huán)公差和極限偏差。
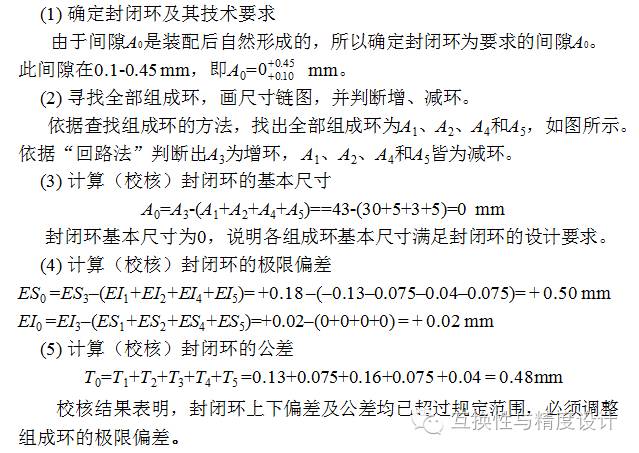
解:
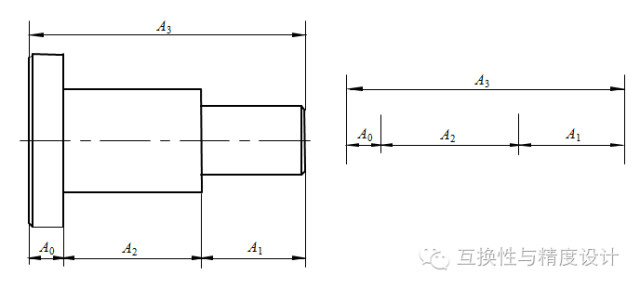
2. 中間計(jì)算(工藝設(shè)計(jì))
-
工程設(shè)計(jì)
+關(guān)注
關(guān)注
0文章
19瀏覽量
11236 -
工序
+關(guān)注
關(guān)注
0文章
9瀏覽量
6698
原文標(biāo)題:尺寸鏈計(jì)算及公差分析
文章出處:【微信號(hào):線束專家,微信公眾號(hào):線束專家】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
【探討】DTAS尺寸公差分析與尺寸鏈計(jì)算邀您探索單孔銷(xiāo)浮動(dòng)之奧秘(二),快來(lái)圍觀吧!

公差的等級(jí)及應(yīng)用領(lǐng)域
AutoCAD中尺寸公差的自動(dòng)標(biāo)注
在AutoCAD中實(shí)現(xiàn)尺寸公差自動(dòng)標(biāo)注的探討
軸承與公差關(guān)聯(lián)的尺寸
尺寸公差、形位公差、表面粗糙度的區(qū)別和聯(lián)系及選擇方法
尺寸鏈公差疊加分析計(jì)算資料免費(fèi)下載
尺寸公差、形位公差、表面粗糙度數(shù)值上的關(guān)系
尺寸鏈計(jì)算和公差疊加研討會(huì)
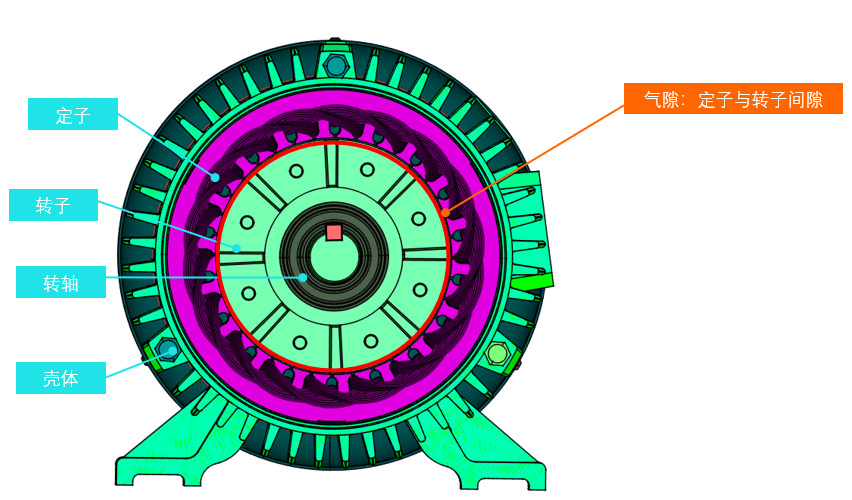
尺寸公差分析軟件如何計(jì)算【電機(jī)氣隙案例】?
淺談線性公差分析
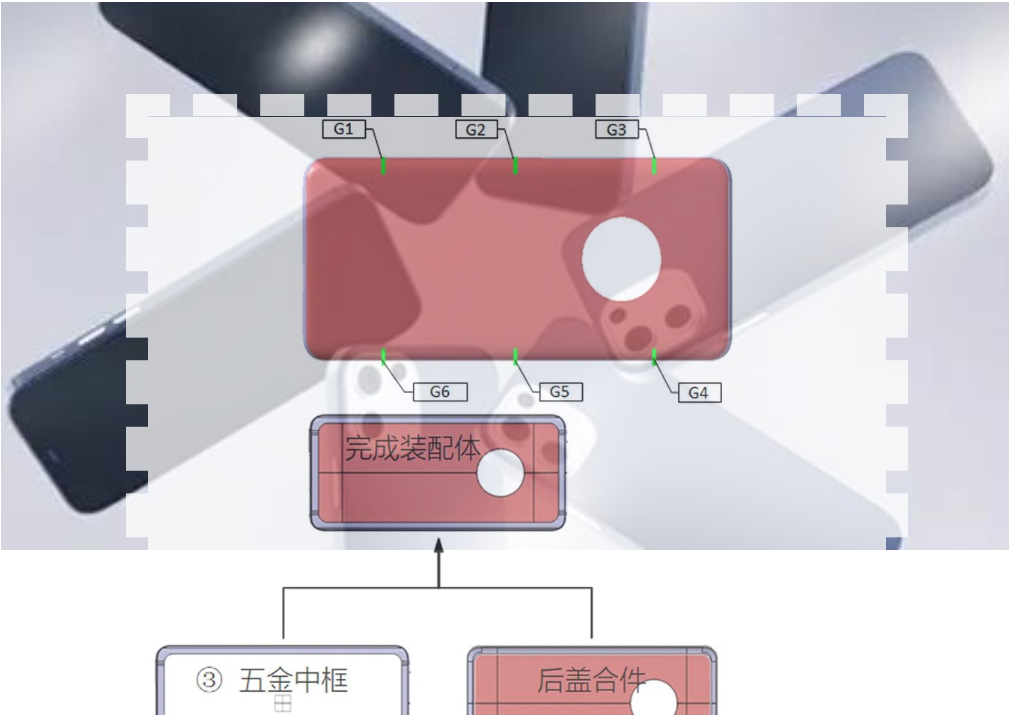
DTAS尺寸公差分析與尺寸鏈計(jì)算軟件&手機(jī)裝配案例
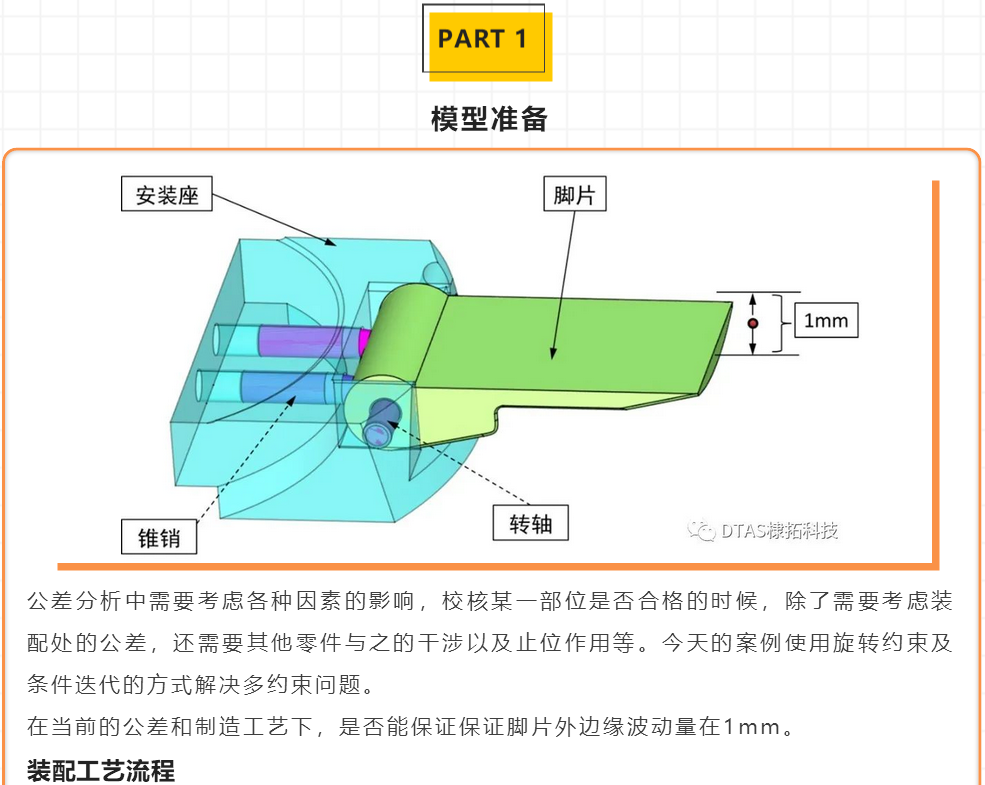
尺寸公差分析VS尺寸工程-迭代裝配解決多約束問(wèn)題-DTAS軟件





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論