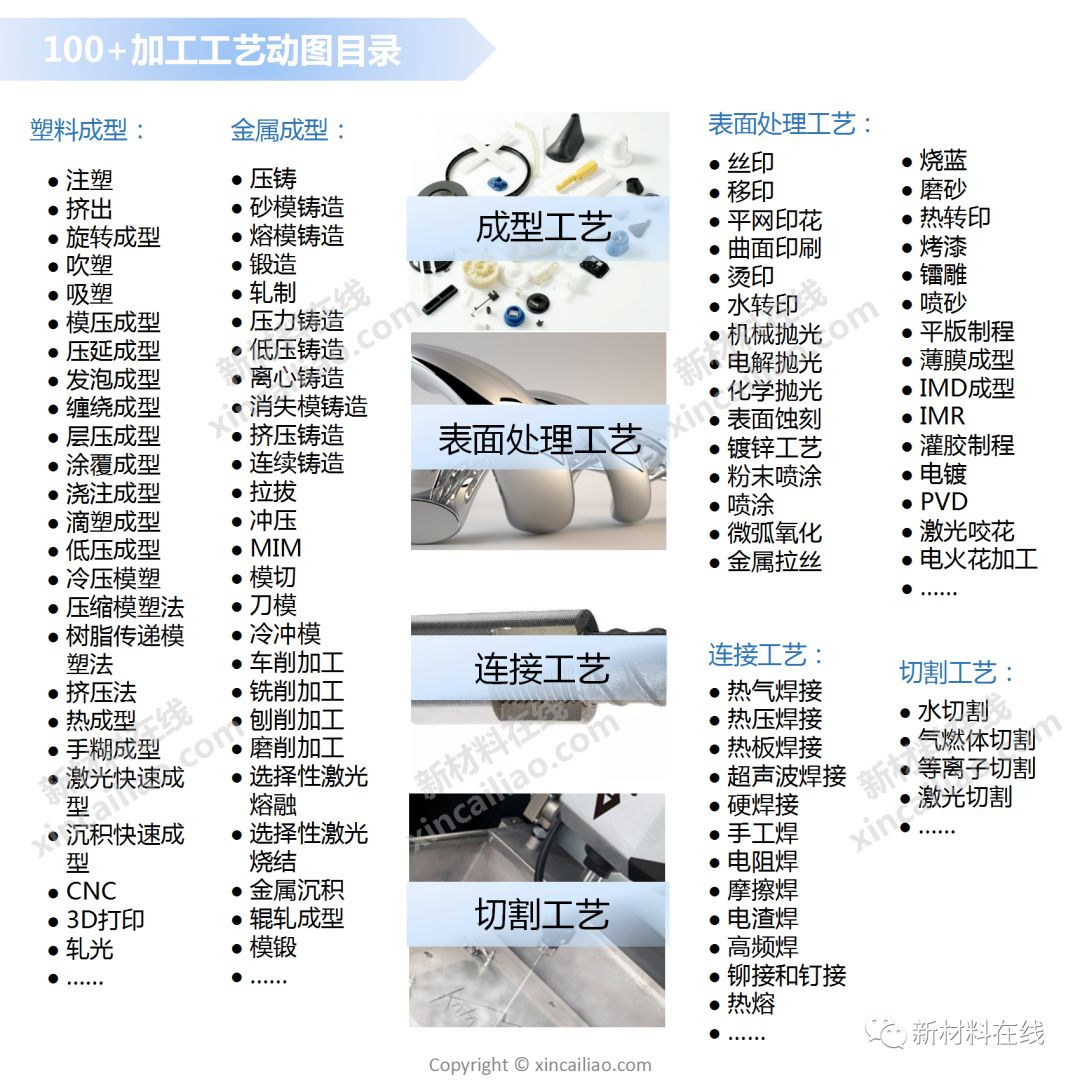
 成型、表面加工、連接、切割等4類120+工藝大匯總
成型、表面加工、連接、切割等4類120+工藝大匯總
作為CMF設計師,各種材料的加工工藝必定接觸的不少。
今天,小編為大家匯總的成型、表面加工、連接、切割等四個方面共120+工藝動圖,希望能對大家有所幫助。
成型
注塑一種工業產品生產造型的方法。產品通常使用橡膠注塑和塑料注塑。注塑還可分注塑成型模壓法和壓鑄法。注射成型機(簡稱注射機或注塑機)是將熱塑性塑料或熱固性料利用塑料成型模具制成各種形狀的塑料制品的主要成型設備,注塑成型是通過注塑機和模具來實現的。
模內裝飾鑲嵌注塑,簡稱IML,它是指在填充的同時,對塑料件表面進行印刷與裝飾,來提高塑料制品的附加價值,及提升生產效率。其工藝非常顯著的特點是:表面是一層硬化的透明薄膜,中間是印刷圖案層,背面是塑膠層,由于油墨夾在中間,可使產品防止表面被刮花和耐摩擦,并可長期保持顏色的鮮明不易退色。
擠出物料通過擠出機料筒和螺桿間的作用,邊受熱塑化,邊被螺桿向前推送,連續通過機頭而制成各種截面制品或半制品的一種加工方法。

旋轉成型又稱滾塑成型、旋塑、旋轉模塑、旋轉鑄塑、回轉成型等,該成型方法是先將計量的塑料(液態或粉料)到加入模具中,在模具閉合后,使之沿兩垂直旋轉軸旋轉,同時使模具加熱,模內的塑料原料在重力和熱能的作用下,逐漸均勻地涂布、熔融粘附于模腔的整個表面上,成型為與模腔相同的形狀,再經冷卻定型、脫模制得所需形狀的制品。
吹塑也稱中空吹塑,是一種發展迅速的塑料加工方法。熱塑性樹脂經擠出或注射成型得到的管狀塑料型坯,趁熱(或加熱到軟化狀態),置于對開模中,閉模后立即在型坯內通入壓縮空氣,使塑料型坯吹脹而緊貼在模具內壁上,經冷卻脫模,即得到各種中空制品。
輥壓成型工藝指依靠材料的塑性移動特性,采用滾動擠壓的原理成形各種復雜制件的工藝。
吸塑一種塑料加工工藝,主要原理是將平展的塑料硬片材加熱變軟后,采用真空吸附于模具表面,冷卻后成型,并應用于各行各業的一種技術工藝。

模壓成型又稱壓制成型或壓縮成型,是先將粉狀,粒狀或纖維狀的塑料放入成型溫度下的模具型腔中,然后閉模加壓而使其成型并固化的作業.模壓成型可兼用于熱固性塑料,熱塑性塑料和橡膠材料。
壓延成型將熔融塑化的熱塑性塑料通過兩個以上的平行異向旋轉輥筒間隙,使熔體受到輥筒擠壓延展、拉伸而成為具有一定規格尺寸和符合質量要求的連續片狀制品,最后經自然冷卻成型的方法。壓延成型工藝常用于塑料薄膜或片材的生產。
發泡成型是在發泡材料(PVC,PE和PS等)中加入適當的發泡劑,使塑料產生微孔結構的過程。幾乎所有的熱固性和熱塑性塑料都能制成泡沫塑料,發泡成型已成為塑料加工中一個重要領域。
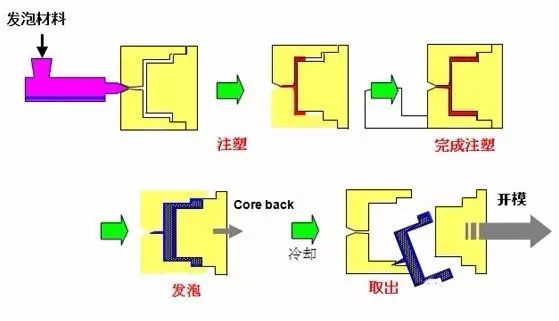
微發泡技術流程圖(來源:ofweek)
微發泡技術流程圖
纏繞成型工藝是將浸過樹脂膠液的連續纖維(或布帶、預浸紗)按照一定規律纏繞到芯模上,然后經固化、脫模,獲得制品。
層壓成型是指在加熱、加壓下把多層相同或不同材料結合整體的成型加工方法。常用于塑料加工,也用于橡膠加工。
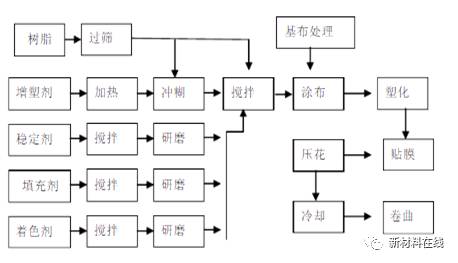
涂覆成型是利用塑性溶膠或有機溶膠涂覆與布或紙等基材的表面,制成仿皮革制品、漆布或塑料壁紙等,或將粉狀塑料涂覆與金屬表面的工藝。常見的塑料涂層制品有人造革、漆布、塑料壁紙及各種金屬涂層制品。
澆注成型是塑料加工的一種方法。早期的澆鑄是在常壓下將液態單體或預聚物見聚合物注入模具內,經聚合而固化成型變成與模具內腔形狀相同的制品。60年代出現了尼龍單體澆鑄見聚酰胺隨著成型技術的發展,傳統的澆鑄概念有所改變,聚合物溶液、分散體指聚氯乙烯糊和熔體也可用于澆鑄成型。
滴塑技術是利用熱塑性高分子材料具有狀態可變的特性,即在一定條件下具有黏流性,而常溫下又可恢復固態的特性,并使用適當的方法和專門的工具噴墨,在其黏流狀態下按要求塑造成設計的形態,然后在常溫下固化成型。

冷壓模塑是壓縮模塑的一種。和普通壓縮模塑不同的是在常溫下使物料加壓模塑。脫模后的模塑品可再行加熱或借助化學作用使其熟化。
壓縮模塑法主要用于熱固性塑料制品的生產。成型經過加熱使其熔化,加壓沖模,再經過加熱交聯固化,脫模后既得制品。
樹脂傳遞模塑是將樹脂注入到閉合模具中浸潤增強材料并固化的工藝方法。該項技術可不用預浸料、熱壓罐,有效地降低設備成本、成型成本。
該項技術近年來發展很快,在飛機工業、汽車工業、艦船工業等領域應用日廣,并研究發展出RFI 、VARTM 、SCRIMP 、SPRINT等多種分支,滿足不同領域的應用需求。
擠壓是用沖頭或凸模對放置在凹模中的坯料加壓,使之產生塑性流動,從而獲得相應于模具的型孔或凹凸模形狀的制件的一種壓力加工方法。擠壓時,坯料產生三向壓應力,即使是塑性較低的坯料,也可被擠壓成形。
熱成型是一種將熱塑性塑料片材加工成各種制品的較特殊的塑料加工方法。將熱塑性塑料片材加工成各種制品的一種較特殊的塑料加工方法。片材夾在框架上加熱到軟化狀態,在外力作用下,使其緊貼模具的型面,以取得與型面相仿的形狀。冷卻定型后,經修整即成制品。
手糊成型又稱手工裱糊成型、接觸成型,指在涂好脫模劑的模具上,采用手工作業,即一邊鋪設增強材料,一邊涂刷樹脂直到所需塑料制品的厚度為止,然后通過固化和脫模而取得塑料制品的這一成工藝。

激光快速成型(LaserRapidPrototyping:LRP)是將CAD、CAM、CNC、激光、精密伺服驅動和新材料等先進技術集成的一種全新制造技術。與傳統制造方法相比具有:原型的復制性、互換性高;制造工藝與制造原型的幾何形狀無關;加工周期短、成本低,一般制造費用降低50%,加工周期縮短70%以上;高度技術集成,實現設計制造一體化。
熔融沉積成型法(FDM,Fused Deposition Modeling),這種工藝是通過將絲狀材料如熱塑性塑料、蠟或金屬的熔絲從加熱的噴嘴擠出,按照零件每一層的預定軌跡,以固定的速率進行熔體沉積。
CNC計算機數字控制機床是一種裝有程序控制系統的自動化機床。該控制系統能夠邏輯地處理具有控制編碼或其他符號指令規定的程序,并將其譯碼,從而使機床動作并加工零件。
3D打印(3DP)即快速成型技術的一種,它是一種以數字模型文件為基礎,運用粉末狀金屬或塑料等可粘合材料,通過逐層打印的方式來構造物體的技術。3D打印通常是采用數字技術材料打印機來實現的。常在模具制造、工業設計等領域被用于制造模型,后逐漸用于一些產品的直接制造,已經有使用這種技術打印而成的零部件。
3D打印存在著許多不同的技術。它們的不同之處在于以可用的材料的方式,并以不同層構建創建部件。3D打印常用材料有尼龍玻纖、聚乳酸、ABS樹脂、耐用性尼龍材料、石膏材料、鋁材料、鈦合金、不銹鋼、鍍銀、鍍金、橡膠類材料。
噴墨打印屬于單色抖動輸出模擬灰度,其質量主要決定于打印機,在黑白文本和彩色圖像輸出中的分辨率,灰度、色彩層次、飽和度和色溫等。
壓鑄(注意壓鑄不是壓力鑄造的簡稱)是一種金屬鑄造工藝,其特點是利用模具腔對融化的金屬施加高壓。模具通常是用強度更高的合金加工而成的,這個過程有些類似注塑成型。
砂模鑄造就是用砂子制造鑄模。砂模鑄造需要在砂子中放入成品零件模型或木制模型(模樣),然后在模樣周末填滿砂子,開箱取出模樣以后砂子形成鑄模。為了在澆鑄金屬之前取出模型,鑄模應做成兩個或更多個部分;在鑄模制作過程中,必須留出向鑄模內澆鑄金屬的孔和排氣孔,合成澆注系統。鑄模澆注金屬液體以后保持適當時間,一直到金屬凝固。取出零件后,鑄模被毀,因此必須為每個鑄造件制作新鑄模。
熔模鑄造又稱失蠟鑄造,包括壓蠟、修蠟、組樹、沾漿、熔蠟、澆鑄金屬液及后處理等工序。失蠟鑄造是用蠟制作所要鑄成零件的蠟模,然后蠟模上涂以泥漿,這就是泥模。泥模晾干后,在焙燒成陶模。一經焙燒,蠟模全部熔化流失,只剩陶模。一般制泥模時就留下了澆注口,再從澆注口灌入金屬熔液,冷卻后,所需的零件就制成了。

模鍛是在專用模鍛設備上利用模具使毛坯成型而獲得鍛件的鍛造方法。根據設備不同,模鍛分為錘上模鍛,曲柄壓力機模鍛,平鍛機模鍛,摩擦壓力機模鍛等。輥鍛是材料在一對反向旋轉模具的作用下產生塑性變形得到所需鍛件或鍛坯的塑性成形工藝。它是成形軋制(縱軋)的一種特殊形式。
鍛造是一種利用鍛壓機械對金屬坯料施加壓力,使其產生塑性變形以獲得具有一定機械性能、一定形狀和尺寸鍛件的加工方法,鍛壓(鍛造與沖壓)的兩大組成部分之一。通過鍛造能消除金屬在冶煉過程中產生的鑄態疏松等缺陷,優化微觀組織結構,同時由于保存了完整的金屬流線,鍛件的機械性能一般優于同樣材料的鑄件。相關機械中負載高、工作條件嚴峻的重要零件,除形狀較簡單的可用軋制的板材、型材或焊接件外,多采用鍛件。

軋制又稱壓延,指的是將金屬錠通過一對滾輪來為之賦形的過程。如果壓延時,金屬的溫度超過其再結晶溫度,那么這個過程被稱為“熱軋”,否則稱為“冷軋”。壓延是金屬加工中最常用的手段。
壓力鑄造的實質是在高壓作用下,使液態或半液態金屬以較高的速度充填壓鑄型(壓鑄模具)型腔,并在壓力下成型和凝固而獲得鑄件的方法。
低壓鑄造在低壓氣體作用下使液態金屬充填鑄型并凝固成鑄件的鑄造方法。低壓鑄造最初主要用于鋁合金鑄件的生產,以后進一步擴展用途,生產熔點高的銅鑄件、鐵鑄件和鋼鑄件。
離心鑄造是將液體金屬注入高速旋轉的鑄型內,使金屬液在離心力的作用下充滿鑄型和形成鑄件的技術和方法。離心鑄造所用的鑄型,根據鑄件形狀、尺寸和生產批量不同,可選用非金屬型(如砂型、殼型或熔模殼型)、金屬型或在金屬型內敷以涂料層或樹脂砂層的鑄型。
消失模鑄造是把與鑄件尺寸形狀相似的石蠟或泡沫模型粘結組合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振動造型,在負壓下澆注,使模型氣化,液體金屬占據模型位置,凝固冷卻后形成鑄件的新型鑄造方法。消失模鑄造是一種近無余量、精確成型的新工藝,該工藝無需取模、無分型面、無砂芯,因而鑄件沒有飛邊、毛刺和拔模斜度,并減少了由于型芯組合而造成的尺寸誤差。

擠壓鑄造又稱液態模鍛,是使熔融態金屬或半固態合金,直接注入敞口模具中,隨后閉合模具,以產生充填流動,到達制件外部形狀,接著施以高壓,使已凝固的金屬(外殼)產生塑性變形,未凝固金屬承受等靜壓,同時發生高壓凝固,最后獲得制件或毛坯的方法,以上為直接擠壓鑄造;還有間接擠壓鑄造指將熔融態金屬或半固態合金通過沖頭注入密閉的模具型腔內,并施以高壓,使之在壓力下結晶凝固成型,最后獲得制件或毛坯的方法。
連續鑄造是利用貫通的結晶器在一端連續地澆入液態金屬,從另一端連續地拔出成型材料的鑄造方法。
拉拔是用 外力作用于被拉 金屬的前端,將金屬坯料從小于 坯料斷面的模孔中拉出,以獲得相應的形狀和尺寸的制品的一種塑性加工方法。由于拉拔多在冷態下進行,因此也叫冷拔或冷拉。

沖壓是靠壓力機和模具對板材、帶材、管材和型材等施加外力,使之產生塑性變形或分離,從而獲得所需形狀和尺寸的工件(沖壓件)的成形加工方法。
金屬注射成形(Metal Injection Molding,簡稱MIM)是一種從塑料注射成形行業中引伸出來的新型粉末冶金近凈成形技術,眾所周知,塑料注射成形技術低廉的價格生產各種復雜形狀的制品,但塑料制品強度不高,為了改善其性能,可以在塑料中添加金屬或陶瓷粉末以得到強度較高、耐磨性好的制品。近年來,這一想法已發展演變為最大限度地提高固體粒子的含量并且在隨后的燒結過程中完全除去粘結劑并使成形坯致密化。這種新的粉末冶金成形方法稱為金屬注射成形。
車削加工是指車床加工是機械加工的一部份。車床加工主要用車刀對旋轉的工件進行車削加工。車床主要用于加工軸、盤、套和其他具有回轉表面的工件,是機械制造和修配工廠中使用最廣的一類機床加工。車削加工是在車床上利用工件相對于刀具旋轉對工件進行切削加工的方法。車削加工的切削能主要由工件而不是刀具提供。車削是最基本、最常見的切削加工方法,在生產中占有十分重要的地位。車削適于加工回轉表面,大部分具有回轉表面的工件都可以用車削方法加工,如內外圓柱面、內外圓錐面、端面、溝槽、螺紋和回轉成形面等,所用刀具主要是車刀。

銑削加工銑削是將毛坯固定,用高速旋轉的銑刀在毛坯上走刀,切出需要的形狀和特征。傳統銑削較多地用于銑輪廓和槽等簡單外形/特征。數控銑床可以進行復雜外形和特征的加工。銑鏜加工中心可進行三軸或多軸銑鏜加工,用于加工,模具,檢具,胎具,薄壁復雜曲面,人工假體,葉片等。在選擇數控銑削加工內容時,應充分發揮數控銑床的優勢和關鍵作用。
刨削加工是用刨刀對工件作水平相對直線往復運動的切削加工方法,主要用于零件的外形加工。刨削加工的精度為IT9~IT7,表面粗糙度Ra為6.3~1.6um。

磨削加工磨削是指用磨料,磨具切除工件上多余材料的加工方法。磨削加工是應用較為廣泛的切削加工方法之一。
選擇性激光熔融在一個鋪滿金屬粉末的槽內,計算機控制著一束大功率的二氧化碳激光選擇性地掃過金屬粉末表面。在激光所到之處,表層的金屬粉末完全熔融結合在一起,而沒有照到的地方依然保持著粉末狀態。整個過程都需要在一個充滿惰性氣體的密封艙內進行。
選擇性激光燒結是SLS法采用紅外激光器作能源,使用的造型材料多為粉末材料。加工時,首先將粉末預熱到稍低于其熔點的溫度,然后在刮平棍子的作用下將粉末鋪平;激光束在計算機控制下根據分層截面信息進行有選擇地燒結,一層完成后再進行下一層燒結,全部燒結完后去掉多余的粉末,則就可以得到一燒結好的零件。目前成熟的工藝材料為蠟粉及塑料粉,用金屬粉或陶瓷粉進行燒結的工藝還在研究之中。
金屬沉積與“擠奶油”式的熔融沉積有些相似,但噴出的是金屬粉末。噴嘴在噴出金屬粉末材料的同時,還會一并提供高功率激光以及惰性氣體保護。這樣不會受到金屬粉末箱尺寸的局限,能直接制造出更大體積的零部件,而且也很適合對局部破損的精密零件進行修復。
輥軋成型輥軋成型方法是使用一組連續機架來把不銹鋼軋成復雜形狀。輥子的順序是這樣設計的,即:每個機架的輥型可連續使金屬變形,直到獲得所需的最終形狀。如果部件的形狀復雜,最多可用三十六個機架,但形狀簡單的部件,三、四個機架就可以了。
模鍛是指在專用模鍛設備上利用模具使毛坯成型而獲得鍛件的鍛造方法。此方法生產的鍛件尺寸精確,加工余量較小,結構也比較復雜生產率高。
模切即下料工藝,將前制程成型后的薄膜定位在沖切模公模上,合模去除多余的材料,保留產品3D外形,與模具型腔相匹配。
模切制程-刀模刀模下料工藝,將薄膜面板或線路定位在底板上,將刀模固定在機器上模板,利用機器下壓提供的力量控制刀鋒將材料切斷。他區別于沖切模的地方在于,切口更光滑;同時通過對切割壓力、深淺的調整可以沖切出壓痕、半斷等效果。同時模具的成本低作業更方便、安全、快捷。
表面處理
絲網印刷是將絲織物、合成纖維織物或金屬絲網繃在網框上,采用手工刻漆膜或光化學制版的方法制作絲網印版。現代絲網印刷技術,則是利用感光材料通過照相制版的方法制作絲網印版(使絲網印版上圖文部分的絲網孔為通孔,而非圖文部分的絲網孔被堵住)。印刷時通過刮板的擠壓,使油墨通過圖文部分的網孔轉移到承印物上,形成與原稿一樣的圖文。絲網印刷設備簡單、操作方便,印刷、制版簡易且成本低廉,適應性強。絲網印刷應用范圍廣常見的印刷品有:彩色油畫、招貼畫、名片、裝幀封面、商品標牌以及印染紡織品等。

移印屬于特種印刷方式之一。移印藝十分簡單,采用鋼(或者銅、熱塑型塑料)凹版,利用硅橡膠材料制成的曲面移印頭,將凹版上的油墨蘸到移印頭的表面,然后往需要的對象表面壓一下就能夠印出文字、圖案等。例如,手機表面的文字和圖案就是采用這種印刷方式,還有計算機鍵盤、儀器、儀表等很多電子產品的表面印刷,都以移印完成。
曲面印刷是先將油墨放入雕刻有文字或圖案凹版內,隨后將文字或圖案復印到曲面上,再利用曲面將文字或圖案轉印至成型品表面,最后通過熱處理或紫外線光照射等方法使油墨固化。

蝕刻印刷工藝是在金銀卡紙等表面光滑的承印物上印上一層凹凸不平的半透明油墨,然后再經過專用紫外燈(UV)光源進行光固化便可產生類似于金屬表面經過蝕刻或磨砂處理的藝術效果。蝕刻印刷是當前世界上最新的印刷技術之一。蝕刻印刷品具有無窮魅力,給人以奇特感,新鮮感,富于立體感和藝術品質,蝕刻印刷的最大特色是印刷后,不會遮蓋承印物本體顏色,具有玲瓏透澈的欣賞價值。

平版制程由于平版印刷上的圖文部分與非圖文部分處于同一個平面上,在印刷時,為了能使油墨區分印版的圖案部分還是非圖案部分,利用油水分離的原理,首先由印版部件的供水裝置向印版的非圖文部分供水,從而保護了印版的非圖文部分不受油墨的浸濕。然后,由印刷部件的供墨裝置向印版供墨,由于印版的非圖文部分受到水的保護,因此,油墨只能供到印版的圖文部分。最后是將印版上的油墨轉移到乳皮上,再利用橡皮滾輪與壓印滾筒之間的壓力,將乳皮上的油墨轉移到承印物上,完成一次印刷,所以,平版印刷是一種間接的印刷方式。
燙印(lettering),燙印,俗稱"燙金",在我國已有很長的歷史了。是指在精裝書封殼的封一或封四及書背部分燙上色箔等材料的文字和圖案,或用熱壓方法壓印上各種凸凹的書名或花紋。
電化鋁燙印是一種印刷裝飾工藝,它利用熱壓轉移的原理,將電化鋁中的鋁層轉印到承印物表面,在一定的溫度下將文字及圖案轉印到塑料制品的表面。其優點在于該方法不需要對表面進行處理,使用簡單的裝置即可進行彩印。還可以印刷出具有金、銀等金屬光澤的制品。
水轉印技術是利用水壓將帶彩色圖案的 轉印紙/塑料膜進行高分子水解的一種印刷。工藝流程包括水轉印花紙的制作,花紙浸泡,圖案轉貼,干燥,成品。

IMD即In-Mold Decoration(模內裝飾技術)按其生產 加工方式可分為IMR和IML﹑IMF等幾種。IMR (In-Mold Roller) :即模內墨轉印是通過注塑將附著在薄膜上的油墨轉印到產品外觀面上﹐再通過模具開模過程揭開薄膜的一種模內裝飾技術。ML (In-Mold Labeling) :置入貼標是通過人工或者是機械手將 印刷入裁減好的外觀貼標置入模具后﹐通過射出成形使其附著到成品外觀面上。
ML(IN MOLDING LABEL)
IMR(IN MOLDING ROLLER)
機械拋光是靠切削、材料表面塑性變形去掉被拋光后的凸起部分而得到平滑面的拋光方法,一般使用油石條、羊毛輪、砂紙等,以手工操作為主,特殊零件如回轉體表面,可使用轉臺等輔助工具,表面質量要求高的可采用超精研拋的方法。超精研拋是采用特制的磨具,在含有磨料的工作液中,緊壓在工件被加工表面上,作高速旋轉運動。利用該技術可以達到Ra0.008μm的表面粗糙度,是各種拋光方法中最高的。光學鏡片模具常采用這種方法。
電解拋光是以被拋工件為陽極,不溶性金屬為陰極,兩極同時浸入到電解槽中,通以直流電離反應而產生有選擇性的陽極溶解,從而達到工件表面除去細微毛刺和光亮度增大的效果。
化學拋光是靠化學試劑對樣品表面凹凸不平區域的選擇性溶解作用消除磨痕、浸蝕整平的一種方法。


蝕刻(etching)是將材料使用化學反應或物理撞擊作用而移除的技術。蝕刻技術可以分為濕蝕刻(wet etching)和干蝕刻(dry etching)兩類。通常所指蝕刻也稱光化學蝕(photochemical etching),指通過曝光制版、顯影后,將要蝕刻區域的保護膜去除,在蝕刻時接觸化學溶液,達到溶解腐蝕的作用,形成凹凸或者鏤空成型的效果。

3D鉆雕是指利用鉆石刀具在金屬表面進行加工,利用鉆石刀具在金屬表面旋轉所留下的痕跡。這一工藝不僅可以應用在一般產品的精加工領域,也可以應用在模具制造領域。
高光氧化采用陽極氧化,鏡面打磨拋光的工藝使產品表面具有高光效果。

電泳涂裝技術是利用外加電場使懸浮于電泳液中的顏料和樹脂等微粒定向遷移并沉積于電極之一的基底表面的涂裝方法。電泳涂裝是近30年發展起來的一種特殊涂膜形成方法。
粉體涂裝是利用高壓電極的作用,粉體粒子在行經此離子云時吸取負離子而帶負電,粉體涂裝可降低環境的污染,有效降低成本,提高產能。
光學鍍膜技術是指在光學零件表面上,鍍上一層(或多層)金屬(或介質)薄膜的工藝過程。目的是為了達到減少或增加光的反射、分束、分色、濾光、偏振等要求。普遍方法是借助真空濺射的方式,在玻璃基板上涂鍍薄膜。
納米壓印技術是使用機械手段進行圖案轉移,納米壓印技術具有超高分辨率、易量產、低成本、一致性高的技術優點,被認為是一種有望代替現有光刻技術的加工手段。
燙金技術是一種印刷裝飾工藝,將電化鋁中的鋁層轉印到承印物表面,利用熱壓轉移的原理,以形成特殊的金屬效果。
壓花工藝,壓花金屬板材軋制時,是用帶有圖案的工作輥軋制的,其工作輥通常用侵蝕液體加工的,板上的凹凸深度因圖案而不同,最小可以達到0.02-0.03MM。鋁壓花是在鋁板上鋁板基礎上進行壓延等加工。從而使得鋁板表面形成各式各樣的花紋。壓花鋁板主要應用在包裝、集成吊頂、建筑幕墻等方面。
氯乙烯(VCM)覆膜板工藝,VCM覆膜板工藝是指在金屬表面復合PVC薄膜并使其牢固結合,也叫PVC覆膜板,或PET/PVC貼膜彩色鋼板,VCM具有優異的加工性,表面裝飾性、耐腐蝕性、耐刮傷性。覆膜板表層的膜材具備可印刷的特性,可表現多種色彩/觸感紋理等不同效果。
PCM預涂板工藝是指在金屬板上進行預先涂裝,即在金屬表面噴涂油漆。預涂板具有色彩豐富,生產效率高,周轉速度快,環保無污染的優點。應用領域由最初的百葉窗拓展到建筑外墻、室內裝飾、交通運輸及家電外裝等行業。
表面硬化技術是指通過適當的方法使零件的表層硬化而零件的心部仍然具有強韌性的處理。PMMA屬于有機材料,硬度比較低,更易產生劃痕,因此表面必須加硬,這個過程叫PMMA亞克力表面硬化這種板能常用在手機、顯示屏、儀表面板等各類常被接觸到的顯示面板上。因為不有經過硬化過的亞克力板不納劃傷,而通過表面硬化處理的亞克力板硬度從H能增加到4H以上。

鍍鋅是指在金屬、合金或者其它材料的表面鍍一層鋅以起美觀、 防銹等作用的表面處理技術。

粉末噴涂是用噴粉設備(靜電噴塑機)把粉末涂料噴涂到工件的表面,在靜電作用下,粉末會均勻的吸附于工件表面,形成粉狀的涂層;粉狀涂層經過高溫烘烤流平固化,變成效果各異(粉末涂料的不同種類效果)的最終涂層。
微弧氧化(Microarc oxidation,MAO)又稱微等離子體氧化(Microplasma oxidation, MPO),是通過電解液與相應電參數的組合,在鋁、鎂、鈦及其合金表面依靠弧光放電產生的瞬時高溫高壓作用,生長出以基體金屬氧化物為主的陶瓷膜層。

金屬拉絲是反復用砂紙將鋁板刮出線條的制造過程,其工藝主要流程分為脫酯、沙磨機、水洗3個部分。在拉絲制程中,陽極處理之后的特殊的皮膜技術,可以使金屬表面生成一種含有該金屬成分的皮膜層,清晰顯現每一根細微絲痕,從而使金屬啞光中泛出細密的發絲光澤。
燒藍是將整個胎體填滿色釉后,再拿到爐溫大約800攝氏度的高爐中烘燒,色釉由砂粒狀固體熔化為液體,待冷卻后成為固著在胎體上的絢麗的色釉,此時色釉低于銅絲高度,所以得再填一次色釉,再經燒結,一般要連續四五次,直至將紋樣內填到與掐絲紋相平。


磨砂就是將原本表面光滑的物體變得不光滑,使光照射在表面形成漫反射狀的一道工序。化學中的磨砂處理是將玻璃用金剛砂、硅砂、石榴粉等磨料對其進行機械研磨或手動研磨,制成均勻粗糙的表面,也可以用氫氟酸溶液對玻璃等物體表面進行加工,所得的產品成為磨砂玻璃。

熱轉印是一項新興的印刷工藝,由國外傳入。熱轉印工藝印刷方式分為轉印膜印和轉印加工兩大部分,轉印膜印刷采用網點印刷(分辨率達300dpi),將圖案預先印在薄膜表面,印刷的圖案層次豐富、色彩鮮艷,千變萬化,色差小,再現性好,能達到設計圖案者的要求效果,并且適合大批量生產。
鐳雕也叫激光雕刻或者激光打標,是一種用光學原理進行表面處理的工藝。利用鐳射(laser)光束在物質表面或是透明物質內部雕刻出永久的印記。鐳射光束對物質可以產生化生效應與特理效應兩種。當物質瞬間吸收鐳射光后產生物理或化學反應,從而刻痕跡或是顯示出圖案或是文字。
PVDPVD是英文Physical Vapor Deposition(物理氣相沉積)的縮寫,是指在真空條件下,采用低電壓、大電流的電弧放電技術,利用氣體放電使靶材蒸發并使被蒸發物質與氣體都發生電離,利用電場的加速作用,使被蒸發物質及其反應產物沉積在工件上。PVD后制備的薄膜具有高硬度、低摩擦系數、很好的耐磨性和化學穩定性等優點。
電鍍(Electroplating)就是利用電解原理在某些金屬表面上鍍上一薄層其它金屬或合金的過程,是利用電解作用使金屬或其它材料制件的表面附著一層金屬膜的工藝從而起到防止金屬氧化(如銹蝕),提高耐磨性、導電性、反光性、抗腐蝕性(硫酸銅等)及增進美觀等作用。不少硬幣的外層亦為電鍍。

真空蒸鍍簡稱蒸鍍,是指在真空條件下,采用一定的加熱蒸發方式蒸發鍍膜材料并使之氣化,粒子飛至基片表面,凝聚成膜的工藝方法。蒸鍍是使用較早,用途較廣的氣相沉積技術。
水電鍍技術就是利用電解原理在基材表面上鍍上一層金屬的過程。由于生產過程通常在電解液中進行,故稱為“水電鍍”。電鍍層的引入能增強基材的抗腐蝕性、硬度、防止磨損、提高導電性、潤滑性、耐熱性、和表面美觀。利用電解池原理在機械制品上沉積出附著良好的、但性能和基體材料不同的金屬覆層的技術。電鍍層比熱浸層均勻,一般都較薄,從幾個微米到幾十微米不等。通過電鍍,可以在機械制品上獲得裝飾保護性和各種功能性的表面層,還可以修復磨損和加工失誤的工件。
納米噴鍍技術通過直接噴涂的方式使被噴涂物體表面呈現出各種彩色的鏡面高光效果。具有優異的附著力、抗沖擊力、耐腐蝕性、耐氣候性、耐磨性和耐擦傷性,具有良好的防銹性能。可作為其它行業的表面裝飾和保護等噴涂,工藝簡單、綠色環保、用途廣泛、是一種高新的表面處理技術。
軋光又稱壓光。重革整理的最后一道工序。利用纖維在混熱條件下的可塑性將織物表面軋平或軋出平行的細密斜線,以增進織物光澤的整理過程。材料被送入之后,加熱并熔化,然后成形為片或膜,然后冷卻并卷起。最常用壓延材料是聚氯乙烯。
平網印花印花模具是固定在方形架上并具有鏤空花紋的滌綸或錦綸篩網(花版)。花版上花紋處可以透過色漿,無花紋處則以高分子膜層封閉網眼。印花時,花版緊壓織物,花版上盛色漿,用刮刀往復刮壓,使色漿透過花紋到達織物表面。平網印花生產效益低,但適應性廣,應用靈活,適合小批量多品種的生產。
噴涂通過噴槍或碟式霧化器,借助于壓力或離心力,分散成均勻而微細的霧滴,施涂于被涂物表面的涂裝方法。可分為空氣噴涂、無空氣噴涂、靜電噴涂以及上述基本噴涂形式的各種派生的方式,如大流量低壓力霧化噴涂、熱噴涂、自動噴涂、多組噴涂等。
噴涂技術—PU漆,噴涂通過噴槍或蝶式霧化器借助于壓力或離心力,分散成均勻而細微的霧滴,施涂于被涂物表面的涂裝方法,PU漆是所有聚氨酯涂料的統稱,它的成膜方式為自然成膜,無需特殊工藝。PU漆噴涂即在工件表面噴涂一層PU漆。
PET膜UV轉印利用UV轉印膠水與金屬不粘的特性,將各類手機超薄按鍵效果通過UV轉印工藝轉移到PET片材上,從而做出包括CD紋、豎拉絲、霧面、亮面紋路等效果超薄按鍵以及Key型。

薄膜成型薄膜成型制程即通過對薄膜進行加熱軟化,再施外力定型冷卻,使薄膜3D成型的過程,主要分為熱壓及Forming兩種:加壓制程即使用模溫使薄膜軟化,然后靠合模的壓力使軟化的薄膜成型在熱壓模模腔內,冷卻后定型。
灌膠制程透過二種膠的混合,在產品表面上進行涂裝,使產品表面上呈現水晶透徹的效果,主要功能增加表面效果,全面滴塑,局部滴塑,字型形體灌膠效果,填充效果,局部填充,重量控制填充等不同的效果。
激光咬花用高能量密度激光與鋼材表面反應處理,形成蛇皮/蝕紋/梨地或其它形式的紋路。使產品更加美觀,高雅: 克服了印字,噴漆易磨掉的缺點; 滿足了視覺要求:由于光潔如鏡的產品表面極易劃傷,易沾上灰塵和指紋,而且在形成過程中產生的疵點、絲痕和波紋會在產品的光潔表面上暴露無疑,而一些皮革紋、橘皮紋、木紋、雨花紋、亞光面等裝飾花紋,可以隱蔽產品表面在成形過程中產生的缺點,使產品外觀美觀,迎合視覺的需要。

噴砂是采用壓縮空氣為動力,以形成高速噴射束將噴料(銅礦砂、石英砂、金剛砂、鐵砂、海南砂)高速噴射到需要處理的工件表面,使工件表面的外表面的外表或形狀發生變化,由于磨料對工件表面的沖擊和切削作用,使工件的表面獲得一定的清潔度和不同的粗糙度,使工件表面的機械性能得到改善,因此提高了工件的抗疲勞性,增加了它和涂層之間的附著力,延長了涂膜的耐久性,也有利于涂料的流平和裝飾。
陽極氧化技術-噴砂是指將噴砂和陽極氧化兩種工藝結合,首先用凈化的壓縮空氣,將干沙流或其他磨粒噴到鋁制品表面,呈現出均一無光的沙面,再通過陽極氧化手段,使工件表面產生一層氧化膜,同時染色,提高工件抗腐蝕性和外觀美感。


電火花加工是利用浸在工作液中的兩極間脈沖放電時產生的電蝕作用蝕除導電材料的特種加工方法,又稱放電加工或電蝕加工,英文簡稱EDM。工具電極常用導電性良好、熔點較高、易加工的耐電蝕材料,如銅、石墨、銅鎢合金和鉬等。在加工過程中,工具電極也有損耗,但小于工件金屬的蝕除量,甚至接近于無損耗。
連接工藝
熱氣焊接又稱熱風焊接。壓縮空氣或惰性氣體(通常為氮氣)通過焊槍中的加熱器加熱到所需溫度,噴到塑料表面及悍條上,使得二者熔融后在不大的壓力下結合的方法。對氧有敏感性的塑料(如聚酞胺等)應使用惰性氣體作為加熱介質,其他塑料一般用經過濾的空氣即可。此法常用作聚氯乙烯、聚乙烯、聚丙烯、聚甲醛、聚苯乙烯,碳酸醋等塑料的焊接。

熱壓焊是利用加熱和加壓力,使金屬絲與金屬焊接區壓焊在一起。其原理是通過加熱和加壓力,使焊接區金屬發生塑性變形,同時破壞壓焊界面上的氧化層,使壓焊的金屬絲與金屬接觸面間達到原子的引力范圍,從而使原子間產生吸引力,達到鍵合的目的。
熱板焊接采用抽板式結構,由電加熱方法將加 熱板機 熱量傳遞給上下塑料加熱件的熔接面。使其表面熔融,然后將加 熱板機 迅速退出,上下兩片加熱件加熱后熔融面熔合、固化、合為一體。整機為框架形式,由上模板、下模板、熱模板三大塊板組成,并配有熱模、上下塑料冷模,動作方式為氣動控制。
超聲波金屬焊接是利用高頻振動波傳遞到兩個需焊接的金屬表面,在加壓的情況下,使兩個金屬表面相互摩擦而形成分子層之間的熔合,其優點在于快速、節能、熔合強度高、導電性好、無火花、接近冷態加工;缺點是所焊接金屬件不能太厚(一般小于或等于5mm)、焊點位不能太大、需要加壓。
激光焊接是利用高能量密度的激光束作為熱源的一種高效精密焊接方法。是激光材料加工技術應用的重要方面之一。一般采用連續激光光束完成材料的連接,其冶金物理過程與電子束焊接極為相似,即能量轉換機制是通過“小孔”(Key-hole)結構來完成的。孔腔內平衡溫度達2500 0C左右,熱量從這個高溫孔腔外壁傳遞出來,使包圍著這個孔腔四周的金屬熔化。小孔內充滿在光束照射下壁體材料連續蒸發產生的高溫蒸汽,光束不斷進入小孔,小孔外的材料在連續流動,隨著光束移動,小孔始終處于流動的穩定狀態。熔融金屬充填著小孔移開后留下的空隙并隨之冷凝,焊縫于是形成。
硬焊(brazing)是一種焊接方式,將熔點低于欲連接工件之熔填料(釬料)加熱至高于熔點,使之具有足夠的流動性,利用毛細作用充分填充于兩工件間(稱為浸潤),并待其凝固后將二者接合起來的一種接合法,傳統上在美國溫度高于800 ° F(427 ° C)者稱為硬焊(硬釬焊),反之稱為軟焊(軟釬焊)。
手工焊是手持焊炬、焊槍或焊鉗進行操作的焊接方法。
電阻焊(resistance welding),是一種以加熱方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術,是工件組合后通過電極施加壓力,利用電流通過接頭的接觸面及鄰近區域產生的電阻熱進行焊接的方法。
摩擦焊是以機械能為能源的固相焊接。利用工件端面相互摩擦產生的熱量使之達到塑性狀態,然后頂鍛完成焊接的方法。
電渣焊是利用電流通過熔渣所產生的電阻熱作為熱源,將填充金屬和母材熔化,凝固后形成金屬原子間牢固連接。在開始焊接時,使焊絲與起焊槽短路起弧,不斷加入少量固體焊劑,利用電弧的熱量使之熔化,形成液態熔渣,待熔渣達到一定深度時,增加焊絲的送進速度,并降低電壓,使焊絲插入渣池,電弧熄滅,從而轉入電渣焊焊接過程。電渣焊主要有熔嘴電渣焊、非熔嘴電渣焊、絲極電渣焊、板極電渣焊等。它的缺點是輸入的熱量大,接頭在高溫下停留時間長、焊縫附近容易過熱,焊縫金屬呈粗大結晶的鑄態組織,沖擊韌性低,焊件在焊后一般需要進行正火和回火熱處理。

高頻焊(high-frequency welding)是以固體電阻熱為能源。焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區表層加熱到熔化或接近的塑性狀態,隨即施加(或不施加)頂鍛力而實現金屬的結合。
鉚接就是指兩個厚度不大的板,通過在其部位上打洞,然后將鉚釘放進去,用鉚釘槍將鉚釘鉚死,而將兩個板或物體連接在一起的方法

熱熔經過加熱升溫至(液態)熔點后的一種連接方式。
切割工藝
水切割,又稱水刀,即高壓水射流切割技術,是一種利用高壓水流切割的機器。在電腦的控制下能任意雕琢工件,而且受材料質地影響小。因為其成本低,易操作,良品率又高,水切割正成為工業切割技術方面的主流切割方式。
激光切割利用高能量密度的激光束加熱工件,使溫度迅速上升,在非常短的時間內達到材料的沸點,材料開始汽化,形成蒸氣。這些蒸氣的噴出速度很大,在蒸氣噴出的同時,在材料上形成切口。利用激光切割設備可切割4mm以下的不銹鋼,在激光束中加氧氣可切割20mm厚的碳鋼,但加氧切割后會在切割面形成薄薄的氧化膜。切割的最大厚度可增加到20mm,但切割部件的尺寸誤差較大。
等離子弧切割是利用高溫等離子電弧的熱量使工件切口處的金屬局部熔化(和蒸發),并借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。等離子切割配合不同的工作氣體可以切割各種氧氣切割難以切割的金屬,尤其是對于有色金屬(不銹鋼、鋁、銅、鈦、鎳)切割效果更佳;其主要優點在于切割厚度不大的金屬的時候,等離子切割速度快,尤其在切割普通碳素鋼薄板時,速度可達氧切割法的5~6倍、切割面光潔、熱變形小、較少的熱影響區.

天然氣切割指利用天然氣火焰(氧-天然氣)將被切割的金屬預熱到能夠劇烈燃燒的燃點,再釋放出高壓氧氣流,使金屬進一步劇烈氧化并將燃燒產生的熔渣吹掉形成切口的過程。普通天然氣帶氧燃燒的火焰溫度達不到乙炔帶氧燃燒的火焰溫度,必須添加增溫助燃添加劑才能實現天然氣切割所要求達到的切割溫度。
-
工藝
+關注
關注
4文章
578瀏覽量
28752 -
切割
+關注
關注
0文章
75瀏覽量
15984 -
IML
+關注
關注
0文章
13瀏覽量
11385
原文標題:CMF設計師收藏起來!成型、表面加工、連接、切割等4類120+工藝大匯總
文章出處:【微信號:xincailiaozaixian,微信公眾號:新材料在線】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論