") 焊錫絲的焊接方式有什么?大家了解嗎?
焊錫絲的焊接方式有什么?大家了解嗎?
隨著時(shí)代的發(fā)展,焊錫絲也有很多種焊錫方法,一種是機(jī)器焊接,還有一種就是人工,這個(gè)在這行的從業(yè)者應(yīng)該都比較清楚,所謂的機(jī)器自動(dòng)焊接指的是借助自動(dòng)焊錫機(jī)來(lái)實(shí)現(xiàn)焊錫絲與元器件的焊接;另外一種人工焊接即人工手工送錫,下面佳金源錫膏廠家為大家聊一下焊錫絲有哪些方法:
焊錫絲的焊接方法:
1、熔焊:是在焊接過(guò)程中將工件接口加熱至熔化狀態(tài),不加壓力完成焊接的方法。熔焊時(shí),熱源將待焊兩工件接口處迅速加熱熔化,形成熔池。熔池隨熱源向前移動(dòng),冷卻后形成連續(xù)焊縫而將兩工件連接成為一體。
在熔焊過(guò)程中,如果大氣與高溫的熔池直接接觸,大氣中的氧就會(huì)氧化金屬和各種合金元素。大氣中的氮、水蒸汽等進(jìn)入熔池,還會(huì)在隨后冷卻過(guò)程中在焊縫中形成氣孔、夾渣、裂紋等缺陷,惡化焊縫的質(zhì)量和性能。
2、壓焊:是在加壓條件下,使兩工件在固態(tài)下實(shí)現(xiàn)原子間結(jié)合,又稱(chēng)固態(tài)焊接。常用的壓焊工藝是電阻對(duì)焊,當(dāng)電流通過(guò)兩工件的連接端時(shí),該處因電阻很大而溫度上升,當(dāng)加熱至塑性狀態(tài)時(shí),在軸向壓力作用下連接成為一體。
各種壓焊方法的共同特點(diǎn)是在焊接過(guò)程中施加壓力而不加填充材料。多數(shù)壓焊方法如擴(kuò)散焊、高頻焊、冷壓焊等都沒(méi)有熔化過(guò)程,因而沒(méi)有象熔焊那樣的有益合金元素?zé)龘p,和有害元素侵入焊縫的問(wèn)題,從而簡(jiǎn)化了焊接過(guò)程,也改善了焊接安全衛(wèi)生條件。同時(shí)由于加熱溫度比熔焊低、加熱時(shí)間短,因而熱影響區(qū)小。許多難以用熔化焊焊接的材料,往往可以用壓焊焊成與母材同等強(qiáng)度的優(yōu)質(zhì)接頭。
3、釬焊:是使用比工件熔點(diǎn)低的金屬材料作釬料,將工件和釬料加熱到高于釬料熔點(diǎn)、低于工件熔點(diǎn)的溫度,利用液態(tài)釬料潤(rùn)濕工件,填充接口間隙并與工件實(shí)現(xiàn)原子間的相互擴(kuò)散,從而實(shí)現(xiàn)焊接的方法。
上述就是今天講解一些小知識(shí),可以稍微去了解一下,在這里想跟大家說(shuō)一聲,選擇適合自己工廠焊接工藝的焊錫絲,對(duì)于焊接的質(zhì)量、肯定是有作用的,而不是盲目的去焊接,導(dǎo)致產(chǎn)品質(zhì)量問(wèn)題,在這里有什么不明白的地方歡迎關(guān)注佳金源錫膏廠家在線留言與我們互動(dòng)!

-
錫膏
+關(guān)注
關(guān)注
1文章
804瀏覽量
16649
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
激光焊錫和激光焊接的原理區(qū)別

點(diǎn)錫膏激光焊接和送錫絲激光焊接如何選擇
激光焊接技術(shù)在焊接醫(yī)療輸送導(dǎo)絲的工藝應(yīng)用

不同錫絲的激光焊錫使用
影響激光焊錫膏的最佳工作溫度和時(shí)間的因素?
激光焊接技術(shù)在焊接醫(yī)療介入導(dǎo)絲的特點(diǎn)有哪些

【新手指南】自己焊接pcb電路板需要哪些工具
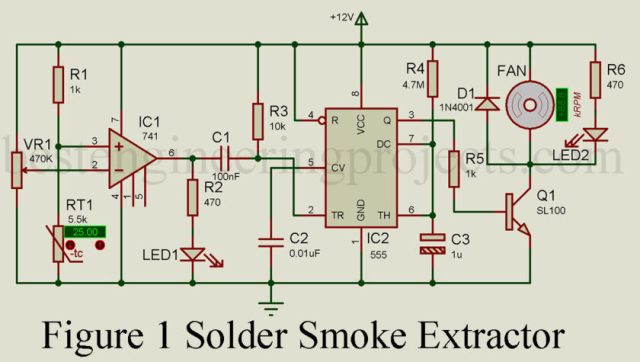
構(gòu)建一個(gè)自動(dòng)焊錫排煙器的教程
電路板焊接方法與技巧
焊接材料對(duì)焊點(diǎn)有什么基本要求?

如何選擇合適的焊錫絲?

電子制造工藝:激光焊錫機(jī)穿孔焊接注意事項(xiàng)
可調(diào)節(jié)臺(tái)燈電路板怎么焊接
淺析一下含銀焊錫絲的優(yōu)缺點(diǎn)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論