 一路走來| 最大最復雜控制最繁瑣,增改東西最多的生產線
一路走來| 最大最復雜控制最繁瑣,增改東西最多的生產線
2005年夏我們有幸接到上纜三分廠的橄欖枝,邀請我們改造該廠中原諾基亞185塑膠機電纜生產線,這條線路也是我們做的最大最復雜控制最繁瑣,增改東西最多的生產線。
由于上纜倒閉改制到中外合資,該設備前前后后經過2年才發貨使用,由于設計降低成本到按別人的各項要求的整改導致了一個沉痛的教訓——一定要把事情做好,賺錢不是唯一目的。由于改造之初還沒有中外合資,因此,設計是周工強烈要求按原80年代進口的方案設計,省去了可逆控制系統及PLC,而且采用的是西門子公司為中國大陸專業生產的經濟型6RA28單相線不可逆直流驅動,等產品制作好后,上纜九分廠與日本藤倉合資,該項目一直被拖到2006年夏才被發出。
該項目調試時日方要求前后牽引要能夠自動切換正反轉,(專為引線或剝皮時專用)此時只能用繼電器,延時繼電器延時切換正反轉,現場要改線,增加器件改圖紙,增加控制方案,又增加繼電器等等現場改接線等花時間不算,還十分繁瑣。又因沒有使用PLC控制,其邏輯關系全由繼電器兜圈子,實在是不可取,也是設計的一大敗筆。
該設備不僅有同步傳動,分部傳動,本控,遙控獨立操作,前后主動放線,前后牽引,同步同速電流自平衡,涂膠,繞包,石墨等多種工藝組合,自動上料,計長,多級溫度控制,涂膠機自動加熱,雙層擠出(后增加的另敘)。由于制造之初只是按原來的工藝要求設計比較單一,后因日本人的提議增加了很多生產工藝及控制,現場補救。雖然能正常生產使用,但從設計的角度考慮不是很完美。
2019年該設備已賣出,如買方要電氣改造的話,我們會將其改造得更加合理完美。重新改造方案如下:將所有的電柜整體組合在一起,增加電源總開分路,全部由母線排引出,操作處現場按鈕外全部由界面操作,PLC控制,分手動與自動方式,增加通訊,記錄卡,遠程操作及調控,傳動全部采用4相限,溫控全部由溫控模塊控制,主機與輔機調速分自動與手動,按程序表設定材料不同,線徑不同等多種規格要求工藝一覽表。盡量做到全自動,自檢測自反饋自報警,自調整而實現全智能化生產。
該設備在當初調試時的干擾處理:在連續6天的調試結束后已大功告成,在沒有切斷總電源及分路電源的情況下,設備會自動啟動,調速會自動上升,所有驅動會在約14分鐘后全部啟動到最高轉速后停止,反復實驗皆如此。因考慮到加熱太多,故加熱管都是AC220V的,三相回路都到零線上,零線可能已不是零電位,后檢測發現零線對地有46mV電壓,后在電柜邊打接地樁重復接地并線后徹底解決。
早期國內進戶線一般都是4線制,特殊需要的場所才另打接地樁,或組式接地,現在基本上進戶線都是五線制,工廠,設備,防雷等都采用5線制及重復安全接地,因此抗干擾要比老廠區,老設備要好很多。調試方法與思維邏輯關系,聰明與笨拙的較量。現實中真正反映出了大巧若拙,聰明者不如愚的至簡至深的哲理。
調試初期因設計的關系改來改去出現了很多講不清道不明的問題,周工的快速反應發現一個解決一個,但解決一個又出現一個,再解決再出現,沒有跳出其圈圈。調試進入第5天有位日本工程師叫久保的先生,讓我們用記錄繪圖的方法調節給定幾伏,輸出主機電壓多少轉速多少,輔機,前后牽引電壓轉速,給定電壓,分部傳動信號給定多少,按給定每增加0.5V測出它所有數據,然后制成表,繪出曲線,再根據調速比給出機械設計的最佳理論計算值,再開機一次成功,少許有點偏差的再由微調修正一下即得到最佳速度鏈,約11小時全部完成。
調試完成后正準備啟動時電機自然啟動出現了上述問題,最后增加接地后解決問題。使用至今約13年整沒有維修記錄,如果在這次轉賣中能再次將其改造成我心目中理想的全智能控制實乃榮幸之至!
-
電機控制器
+關注
關注
20文章
519瀏覽量
32037 -
PWM控制器
+關注
關注
18文章
461瀏覽量
36057 -
直流調速器
+關注
關注
2文章
142瀏覽量
12855 -
電機調速器
+關注
關注
0文章
129瀏覽量
4885 -
數字調速器
+關注
關注
0文章
117瀏覽量
2918
發布評論請先 登錄
相關推薦
電池組半自動生產線:高效、智能的生產解決方案
PCM1864EVM有8路音頻輸入,可以同時得到這8路的每一路信號嗎?

智能引領未來:高效電池自動生產線助力綠色能源發展
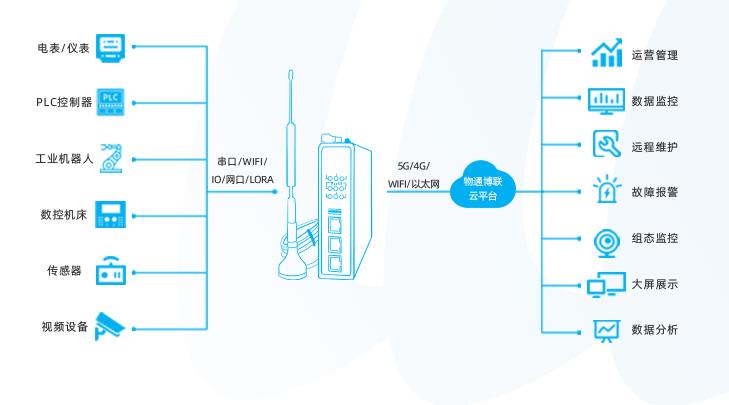
自動生產線PLC數據采集遠程監控系統解決方案
柔性生產線系統的構成單元有哪些
工控機在智能化生產線控制方面有哪些具體應用?

【200個電機驅動】如何快速搭建柔性自動生產線?







 工商網監
工商網監
評論