 鋼鐵材料的激光焊接(激光焊接系統)
鋼鐵材料的激光焊接(激光焊接系統)
1、碳鋼及普通合金鋼的激光焊接。總的說,碳鋼激光焊接效果良好,其焊接質量取決于雜質含量。就象其它焊接工藝一樣,硫和磷是產生焊接裂紋的敏感因素。為了獲得滿意的焊接質量,碳含量超過0.25%時需要預熱。當不同含碳量的鋼相互焊接時,焊炬可稍偏向低碳材料一邊,以確保接頭質量。低碳沸騰鋼由于硫、磷的含量高,并不適合激光焊接。低碳鎮靜鋼由于低的雜質含量,焊接效果就很好。中、高碳鋼和普通合金鋼都可以進行良好的激光焊接,但需要預熱和焊后處理,以消除應力,避免裂紋形成。
2、不銹鋼的激光焊接。一般的情況下,不銹鋼激光焊接比常規焊接更易于獲得優質接頭。由于高的焊接速度熱影響區很小,敏化不成為重要問題。與碳鋼相比,不銹鋼低的熱導系數更易于獲得深熔窄焊縫。
3、不同金屬之間的激光焊接。激光焊接極高的冷卻速度和很小的熱影響區,為許多不同金屬焊接融化后有不同結構的材料相容創造了有利條件。現已證明以下金屬可以順利進行激光深熔焊接:不銹鋼~低碳鋼,416不銹鋼~310不銹鋼,347不銹鋼~HASTALLY鎳合金,鎳電極~冷鍛鋼,不同鎳含量的雙金屬帶。
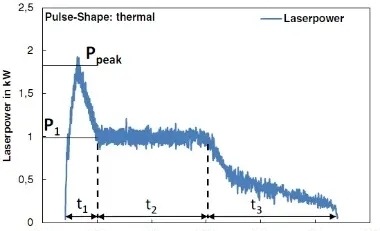
DMC640MH激光焊錫示教系統,焊接過程中,如焊接點線位時,我們可對激光器輸出的激光功率進行有效的控制,根據每個焊接點的特性控制不同焊點時匹配的激光功率,從而保證激光焊接質量,避免出現PCB板燒板或虛焊現象。預送錫焊接工藝,降低上錫難度,提升上錫準確率,解決焊料多寡一致性問題。
CRT運動焊接系統
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
激光焊接
+關注
關注
2文章
476瀏覽量
21009 -
激光系統
+關注
關注
0文章
151瀏覽量
9389
發布評論請先 登錄
相關推薦

激光焊接監測系統有哪些
激光焊接技術是一種利用高能激光束進行材料焊接的先進技術,具有高精度、高速度和低變形等優點,廣泛應用于汽車制造、航空航天、電子工業等領域。智能



激光焊縫跟蹤系統:提升焊接效率,確保焊接質量
隨著工業技術的不斷發展,焊接技術作為連接材料的重要手段,其應用范圍日益廣泛。而在現代工業生產中,對焊接質量和效率的要求也日益提高。為了解決這一難題,激光焊縫跟蹤


在激光精密焊接中,如何實現不同材料的最佳焊接效果
變形小、作用區域和位置精確可控、焊接品質高、能實現異種材料焊接、易于實現自動化等優勢。但焊接不同材料時,需要采用的不同的

激光焊接的焊接方式及優勢?
,因此能夠對任何材料進行高效的連接。 ? ? ? 2、激光電弧焊:激光器發出的激光束,通過送絲系統在被焊工件(或工件)上形成熔池,利用電弧熔





 工商網監
工商網監
評論