 一路走來 | 負責近百年歷史的德國壓鋁機配套及改造的部分加熱系統
一路走來 | 負責近百年歷史的德國壓鋁機配套及改造的部分加熱系統
關于部分改造設備如何協調原設計,相互配合,還要做到天衣無縫,這就需要非凡的功力,如果是進口設備就得更加要懂得外國人的實際思維理念,方可協調配合更完美。因此,描述一下壓鋁機的配套及改造的部分加熱系統。
先簡單的介紹一下,有些東西是甲方提供的信息與數據,該壓鋁機是解放前德國制造,二戰失敗后搬運到前蘇聯,蘇聯援建項目時來到中國,即上海電纜廠。
歷時近100年,最初是德國人做炮筒的設備,到中國后改建成電纜注鋁機,我公司做了其中2個小單元,其一,即加熱器的預熱與保溫的控制,其二就是軋紋頭設備。
一、加熱器:
加熱器的保溫與預熱,該加熱器內膽直徑200mm,深度400mm,一般情況下有2~3臺備用件,自重約3.2噸,極速加熱功率極限120KW,正常保溫即永久性保溫約80~120°。意思是只要近期還要使用沒有報廢的情況下,最低保持溫度不得小于70°。如長期不再使用的情況下,可自然冷卻,如再次使用一定要提前30天左右預熱保溫。
由于該設備的精密度即內膽空間與推動桿間隙誤差不得超過2微米,幾乎相等,如果打鋁溶液,會反向注入內膛,導致加熱器報廢。因其單向推力達到90~120噸,因此對內膽的要求非常高,一旦破壞其分子結構加熱不均衡,加熱未按其升溫曲線要求升溫都會導致在高壓高推力下膨脹變形,由于熱脹冷縮的情況下預熱不平衡,收縮力不一樣,推桿變粗0.1mm,會導致進不了內膛,小于0.2mm會導致溶液反注,
由此可見,90年前的德國工業之發達。加熱器在常溫下,初始加熱每3小時升溫1°,升溫10°后必須保溫72小時后再升溫。最快升溫速度30天內不得超過120°。正常保溫的情況下,如遇停電不得低于80°即要升溫。如無法通電的情況下,用木炭火加熱維持亦可。在使用前做好準備安裝工作的情況,將其加熱到200°開始安裝,因安裝時會自然降溫,即從200°自然下降到90°的時間一定要遠大于安裝后再加熱時間,在不生產的狀況下,設備上的加熱器也要永久性保溫。
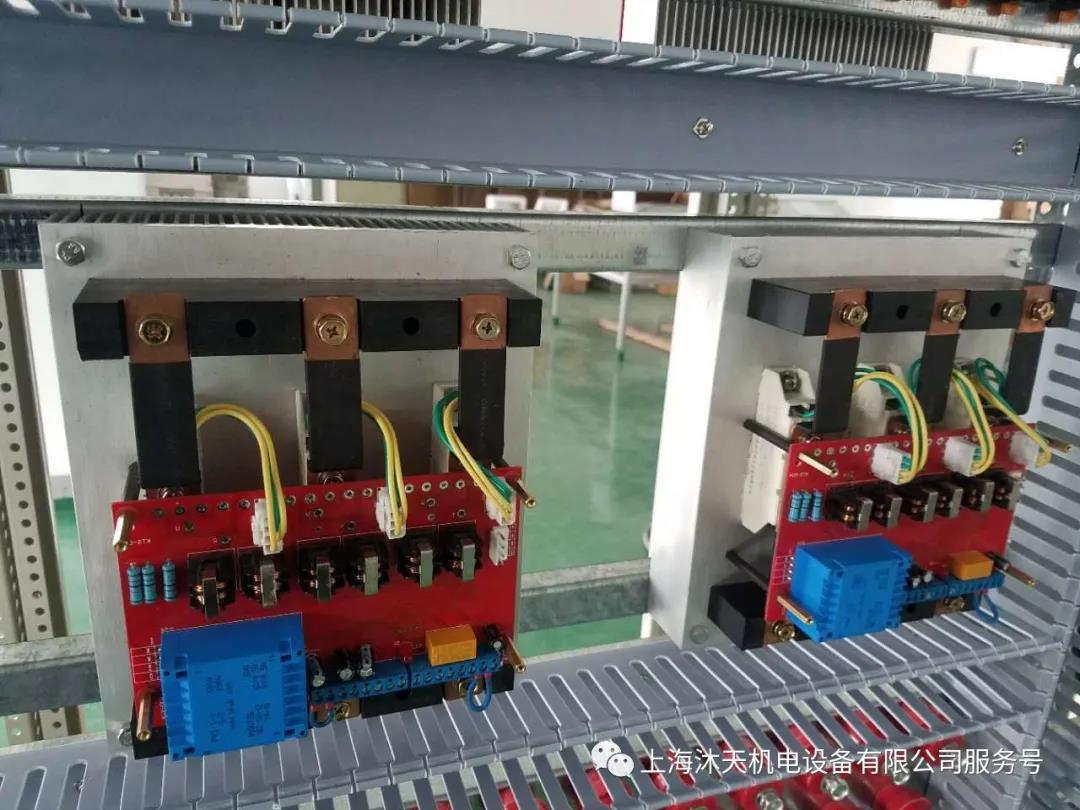
綜上所述,可見其控溫之難度,亦可見德國人原始控溫之精妙,原控溫柜使用了近70年無故障。新的控溫柜試用了2套控1臺的方法,并且做到通電的情況下另一套可自然維修而不受影響。不論是沖溫還是降溫速率達到一定值即自行判別故障并自動切換另一套加熱程序,并且2套PLC互相通訊,記憶,自恢復記憶狀態,做另一設備的初始狀態。同時發出聲光報警,人為干預維護后恢復原始狀態。
二、軋紋頭:
壓鋁機擠出后要用一臺專用設備將壓鋁機基礎的直管改變線螺紋狀的紋絲管。這樣就可以收盤,盤徑也可以小尺寸收卷。如果直管就無法收盤存放。
軋紋頭的設備有效距離只有80cm左右,即擠出來的直管最低情況下要在80cm的行駛過程中要軋好螺紋,超快超慢都不行。最佳狀態是基礎的速率與軋紋頭的時間及旋轉速度同步。看上去如同靜止狀態,即軋紋頭的螺紋模基本保持不動沒有漂移。因為軋紋頭的模具最大漂移距離只有±40cm,壓鋁機的盤移壓出長度約3m。速度約每分鐘1.0m~1.6m之間,線徑的大小與軋紋頭的轉速變化要絕對同步協調,否則累積誤差距離大于40cm,即大于其最大可允許漂移距離,即要強行停機。
這樣就要先計算出最佳數據模型,根據其數據計算出速度,再利用多級式傳感器的反饋距離來增減其速度變量,始終使模具被控制在±20cm的可漂移距離以內。
該設備運行12年無故障不是偶然。在前期所能考慮的故障都設置了雙重保護,即并接保護與串接保護。在僅有的±40cm之間,每10cm間距設置雙路多級傳感器反饋,用模糊控制的方式讓它永遠走不到終點位置,再配以多級反饋的方法,即±10cm設置雙路反饋,±20cm設置雙路反饋,±30cm設置雙路反饋,±40cm極限位置反饋反強行控制信號,每退一級及自動增加變量與聲光報警,可人為強控。
由于機械的可靠性無法預測。比如累計誤差,傳感器失靈等等,都得考慮周全。因此,設置了最安全可靠的多重、重復、雙并、串復接的強行保護。12年來無故障,無殘次品。這還要歸功于德國的機械質量與多重保護的理念。據了解,另外2臺也同樣出自于德國的壓鋁機沒有這么好的效率。
以上是我們在押鋁機方面的實際經驗分享。
-
電機控制器
+關注
關注
20文章
519瀏覽量
32037 -
PWM控制器
+關注
關注
18文章
461瀏覽量
36057 -
直流調速器
+關注
關注
2文章
142瀏覽量
12855 -
電機調速器
+關注
關注
0文章
129瀏覽量
4885 -
數字調速器
+關注
關注
0文章
117瀏覽量
2918
發布評論請先 登錄
相關推薦
東芝退市,結束74年上市歷史!百年巨頭的繁榮與衰落
兩路運算放大器,芯片電阻電容之類的都一樣,一路能放大信號,另一路就不能,為什么?

IFA 2024百年慶典“2024全球產品技術創新大獎”揭曉:引領未來科技發展的風向標
榮耀參展百年IFA,折疊新品Magic V3海外正式發布
蔡司工業CT檢測設備廠家百年行業經驗,值得選擇
德國MR與青海百河鋁業推動ETOS?在中國鋁業的首次智能化改造
一路RS485信號轉LoRa和4G輸出方案






 工商網監
工商網監
評論