 激光光源波長對于塑料焊接的影響【盈合激光】
激光光源波長對于塑料焊接的影響【盈合激光】
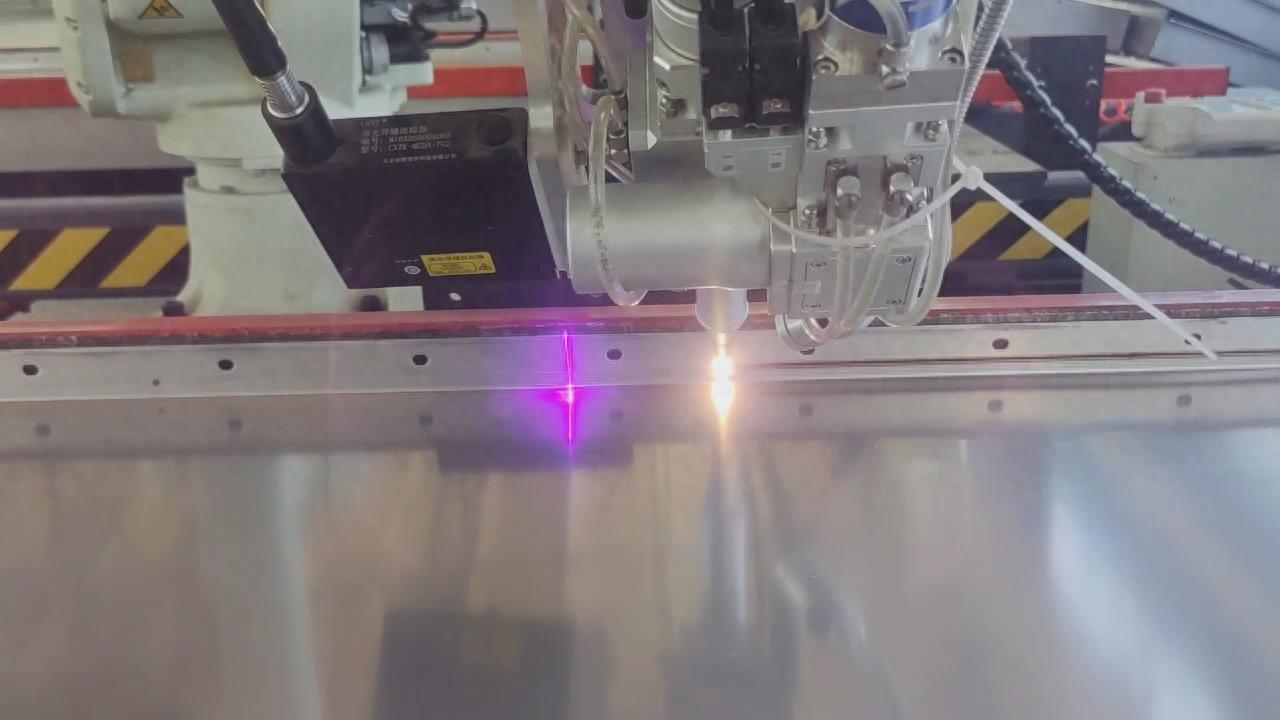
塑料激光焊接機是通過塑料元件吸收激光能量后融化焊接面塑料然后通過治具的壓力然后熔合在一起達到一個焊接的目的,在這其中,激光光源波長對于塑料焊接起著一個決定的因素,今天盈合激光小編來分享下激光光源波長對于塑料焊接的影響。
之前小編有講過“塑料激光焊接機對于塑料顏色的工藝要求”,根據不同顏色的塑料需采用不同激光光源長波來焊接,兩個顏色焊接部件的顏色搭配不同,焊接難度不同。從下圖我們可以得知塑料顏色跟焊接難度直接掛鉤;焊接難度透明/黑色塑料搭配<黑色/黑色塑料<透明/透明塑料和白色/白色塑料,也就是說兩塊透明塑料焊接工藝難度是最大的。
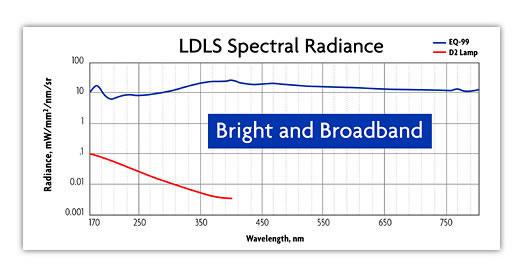
下圖是不同的激光波長對于不同塑料的穿透率,可以簡單的得出結論,激光波長數值越大穿透率越低,由T(透過率)+R(反射率)+A(吸收率)=1公式,我們可以得知不透明表面的反射率越高,吸收率越低,發射率就越低,反射率越高,熱損失越小。打個比方,我們盈合激光常規(一塊塑料透光一塊塑料吸光)塑料激光焊接機激光波長為980nm,可是當它用于透明塑料激光焊接時,激光光束容易穿透塑料,塑料吸收的激光能量只有5%~10,這些光能還不能熔化塑料來滿足焊接效果;而當激光波長處于2000nm~2100nm,透明塑料的透光性只有5%-20%,吸收的光能高達80%,足以融化塑料來達到一個焊接的效果。
當然,并不是所有的塑料激光焊接的光束波長都一樣,需要根據不同的塑料材質來做選擇,如聚苯乙烯(PS)、聚氯乙烯(PVC)和聚丙烯(PP)等材料,對于部分吸收率低的熱塑性塑料,一是選擇合適的激光波長;二是通過添加激光增敏劑(如炭黑等),大大提高塑料對激光的吸收率。但是用碳黑作吸收劑會使激光焊接焊縫顏色變深,與母材顏色不同,這對透明度要求高的材料就不適合了,例如醫藥、包裝和消費產品等對產品要求透明。兩種對近紅外線激光都透射的材料(通常是透明或者白色的)吸收激光能量很少不能達到焊接要求,此時,我們可以選擇中紅外或者遠紅外焊接光源進行焊接會有很好的效果。更多請看“透明塑料的幾種激光焊接方法“,這里不做詳細介紹!
-
塑料焊接
+關注
關注
0文章
22瀏覽量
6845
發布評論請先 登錄
相關推薦

EQ99X激光驅動白光光源介紹
塑料焊接機的突破:激光焊接技術的廣泛應用


你真的了解什么事光纖平臺激光焊接機嗎

聊聊是德科技的可調諧激光源

松下激光光源的優勢
激光塑料焊接機:工業應用中的多面手與未來潛力







 工商網監
工商網監
評論