 螺紋測量方法知多少?
螺紋測量方法知多少?
螺紋在工業領域應用非常廣泛,主要起連接、傳動和密封作用,螺紋常用于零部件的裝配,螺紋質量合格與否直接影響到零部件的裝配精度和安全性能。
因此,檢測螺紋精度是否符合標準就十分重要,今天小編就和大家聊一聊常見的螺紋檢測方法。
1)螺紋通、止量規檢測法
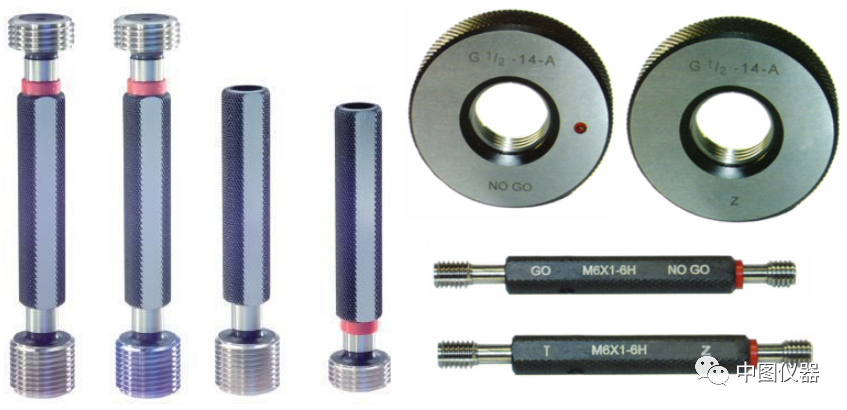
按泰勒原則的傳統通、止規檢驗法,只能達到螺紋檢測中的最低檢測要求。這種檢驗方法的優點是快捷、經濟、實用。
但是這種檢驗方法的缺點也很明顯:只定性檢測螺紋是否合格,無法提供螺紋單項參數的數值,無法提供不合格的原因,對螺距、半角及形狀誤差等參數,不能進行單獨的定量控制,旋合中可能會出現虛假性配合,導致測量結果無法溯源,常引起爭議。
2)千分尺測量法
螺紋千分尺屬于專用的螺紋測量量具,螺紋千分尺具有特殊的測量頭,測量頭的形狀做成與螺紋牙形相吻合的形狀,每一對測量頭只能用來測量一定螺距范圍的螺紋。
由于螺紋千分尺的螺紋測頭存在一定的角度誤差,工件外螺紋的螺距和牙側角也存在較大誤差,故該方法主要用于精度要求不高的普通工件外螺紋中徑測量。
3)螺紋三針法
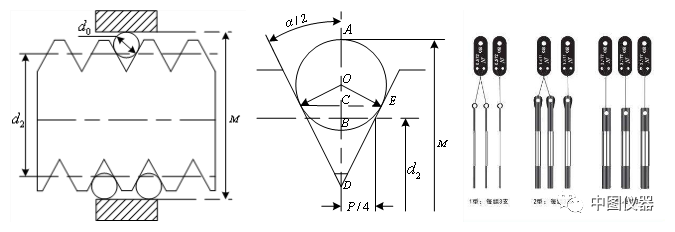
三針是一組具有確定的相同直徑的三根量針,以間接法測量螺紋中徑。通過將三根螺紋量針放入兩側牙槽中,利用千分尺、測長機等讀取M值,通過螺紋中徑與量針直徑,牙型角以及螺距的函數關系,計算螺紋單一中徑。
該方法測量結果需進行多項誤差修正,如不修正,會引入較大誤差,測量結果存在差異。
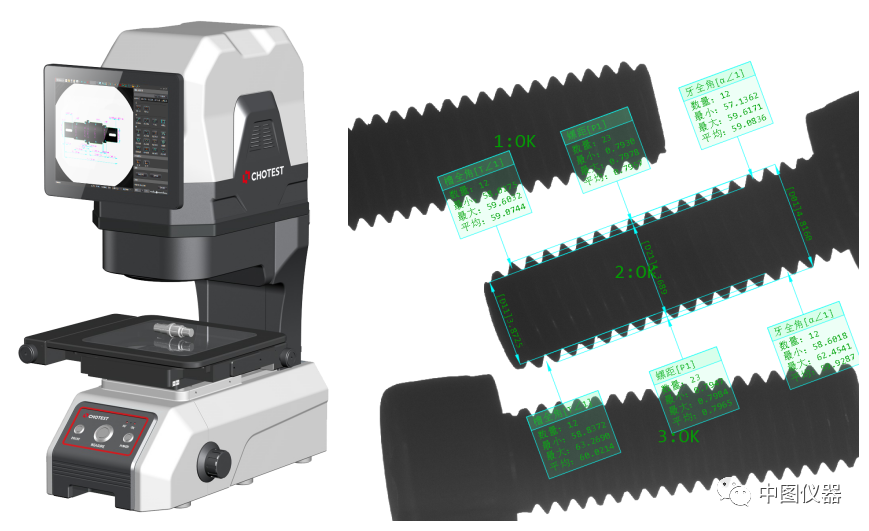
4)影像測量法
 VX系列閃測儀
VX系列閃測儀
螺紋工件影像測量法常用儀器為閃測儀、影像儀等采用圖像識別測量螺紋工件參數。
VX系列閃測儀,一鍵實現外螺紋批量測量,輕松獲得螺紋的大中小徑、牙型角、螺距等參數,效率很高,非常適合大批量生產檢測。
5)觸針掃描式測量法
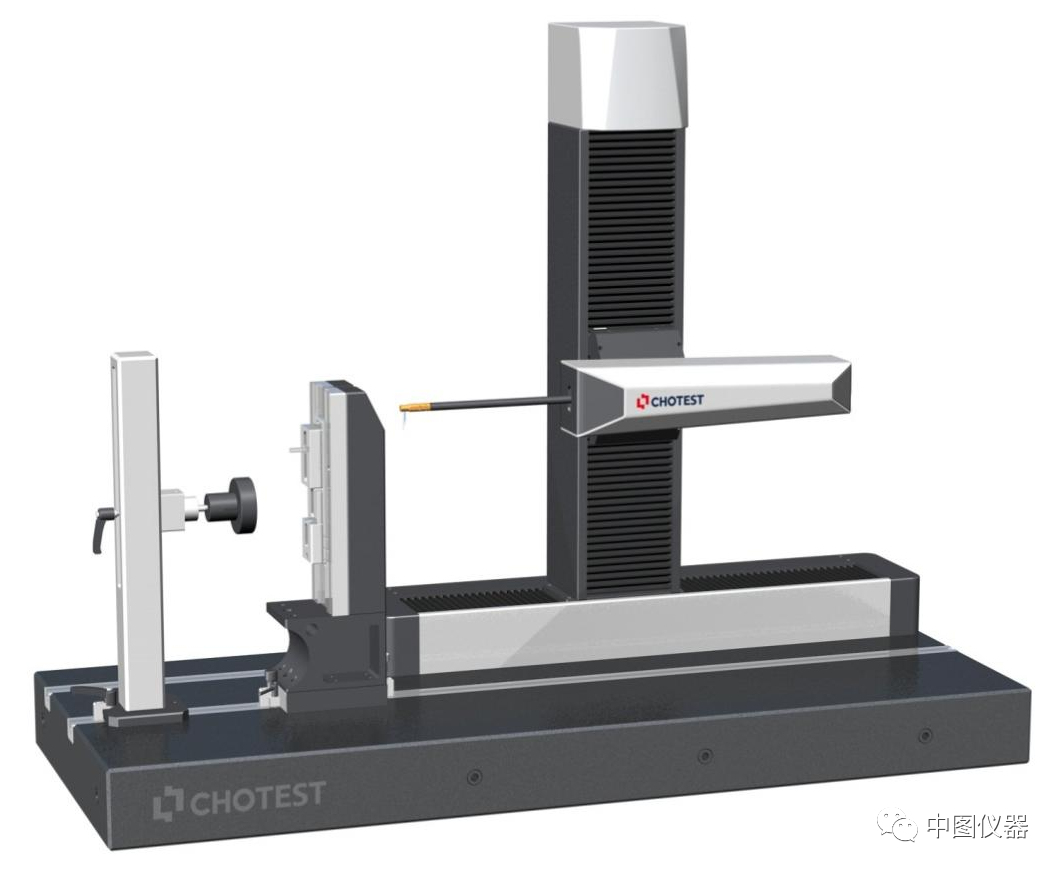
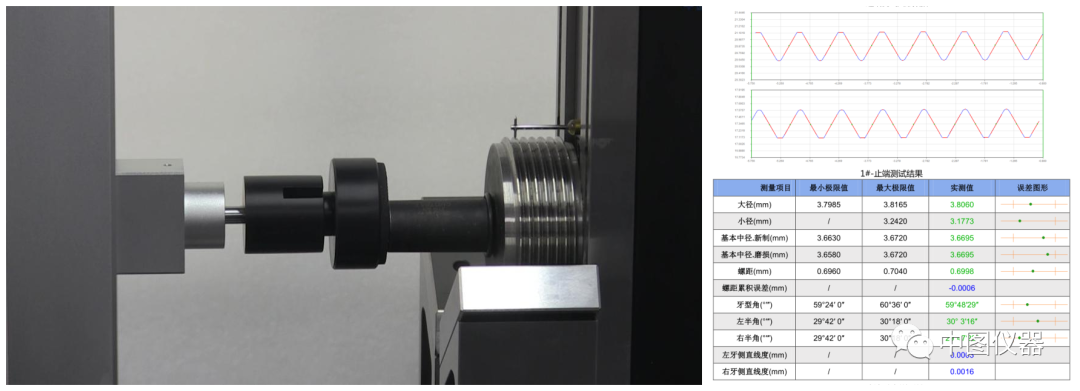
SJ5780高精度智能輪廓粗糙度測量儀通過在螺紋軸向剖面的上、下輪廓表面連續掃描測量,再根據所得到的輪廓信息計算螺紋的中徑、大徑、小徑、螺距、牙型半角、錐度等參數。
SJ5780高精度智能輪廓粗糙度測量儀內外螺紋尺寸均可測量,不僅能測量常見的圓柱螺紋、圓錐螺紋,還能測量梯形螺紋、偏梯形螺紋、鋸齒螺紋等大坡度螺紋,多頭螺紋也不在話下,在石油長管螺紋及長行程絲桿方面也能輕松實現測量,螺紋數據庫標準涵蓋世界各國常見標準,功能十分強大全面。
-
測量
+關注
關注
10文章
4766瀏覽量
111131
發布評論請先 登錄
相關推薦
數字示波器的測量方法有哪三種
噪聲的測量方法

噪聲的測量方法
變頻磁控管的測量方法有哪些
LDO的PSRR的各種測量方法
電阻的測量方法有哪些 電阻的種類有哪些
電阻的測量方法有哪些
高頻電流探頭的兩種測量方法的過程與特點分析
蓄電池無負載和有負載電壓測量方法
電力變壓器短路阻抗及負載損耗的測量方法
整流橋的好壞測量方法有哪些
接地電阻測量原理與測量方法
如何設置ADuCM350以利用雙線測量方法最優地測量RC傳感器的阻抗






 工商網監
工商網監
評論