") 激光干涉儀在幾何誤差軟件補償技術(shù)上的實踐
激光干涉儀在幾何誤差軟件補償技術(shù)上的實踐
本文原載于《內(nèi)蒙古教育》,作者:廣東省工商高級技工學(xué)校溫劍藝
零件的制造、設(shè)備安裝和保養(yǎng)及長時間運行零件間的相互摩擦造成的磨損等導(dǎo)致機床幾何誤差產(chǎn)生,是加工精度降低的主要因素。為了提高機床的加工精度,需要對機床進行幾何誤差補償。有研究表明,數(shù)控機床在溫度變化影響不大的情況下幾何誤差較為穩(wěn)定,因此,提高機床精度可采取誤差補償?shù)姆绞健τ谡`差的產(chǎn)生、檢測和補償國內(nèi)外很多學(xué)者進行了深入的研究分析 , 并在各自的理論基礎(chǔ)上分別建立了數(shù)控機床幾何誤差運動數(shù)學(xué)模型和誤差辨識模型 , 為誤差補償?shù)难芯繉嵺`提供了方向。
一、三軸立式數(shù)控銑床幾何誤差檢測方法
機床的幾何誤差是機床結(jié)構(gòu)系統(tǒng)的誤差,即為幾何誤差,包括機床各部件工作表面的幾何形狀和相互位置誤差、零件尺寸誤差和裝配誤差。三軸立式數(shù)控銑床幾何誤差理論上可達21種。從目前認(rèn)可的研究結(jié)果來看,誤差辨識方法主要有幾類 : 單項誤差直接測量、綜合誤差測量和間接測量法。
(一)單項誤差直接測量法
單項誤差直接測量法是利用相關(guān)測量儀器依據(jù)測量基準(zhǔn) , 對數(shù)控機床的各項幾何誤差逐一測量 , 即可得到分離的單項幾何誤差參數(shù),適用于一些傳統(tǒng)的檢測量具。例如,可利用電子水平儀測量數(shù)控機床的剩余轉(zhuǎn)角誤差 ,可利用激光干涉儀裝置測量數(shù)控銑床的直線性誤差。
(二)綜合誤差測量參數(shù)辨識法
綜合誤差測量參數(shù)辨識法是采用“數(shù)學(xué)辨識模型 + 特定點空間位置誤差”測量機床在運行正常的情況下出現(xiàn)的誤差,并獲得單項誤差數(shù)據(jù)。綜合誤差辨識是先通過數(shù)學(xué)建模 , 然后基于模型對其測量點的綜合誤差進行分離辨識 , 從而間接得到機床各項幾何誤差離散值。
二、三軸立式數(shù)控銑床幾何誤差的建模理論
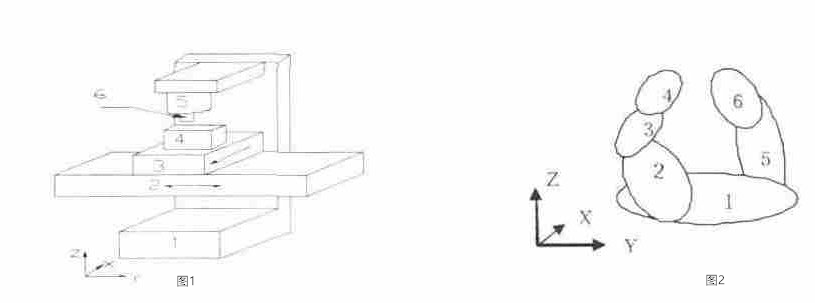
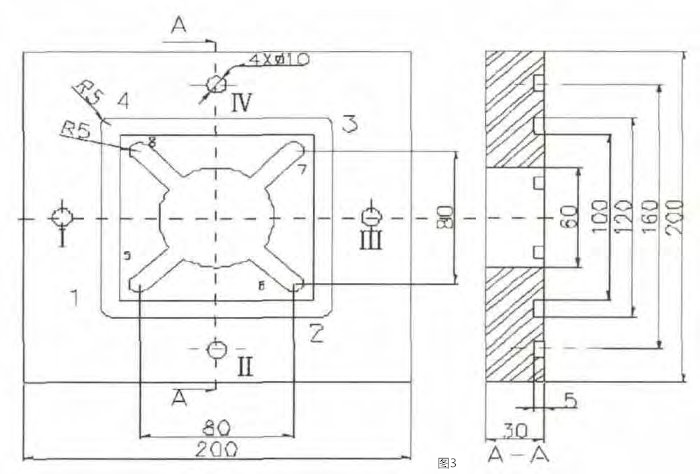
按認(rèn)可的觀點,誤差建模是三軸數(shù)控銑床誤差測量、誤差補償?shù)年P(guān)鍵。根據(jù)多體系統(tǒng)運動學(xué)理論和拓?fù)浣Y(jié)構(gòu)理論,把三軸立式數(shù)控銑床結(jié)構(gòu)建立結(jié)構(gòu)示意圖(如圖1所示)和抽象的拓?fù)浣Y(jié)構(gòu)圖(如圖2所示),可以以立柱、床身(固定軸1)為基礎(chǔ)建立2個分支和3個運動軸,兩個分支終端是工件4和刀具6。
三、幾何誤差軟件補償技術(shù)
幾何誤差軟件補償技術(shù)是一種直接作用于機床的誤差補償方法,通過對數(shù)控機床加工指令進行修改達到提高加工精度、減少幾何誤差的目的。目前,數(shù)控機床幾何誤差補償多采取軟件補償?shù)姆椒ǎ謹(jǐn)?shù)控程序算法修正和控制器修正。控制器補償可分為嵌入軟件和參數(shù)修正。數(shù)控程序算法修正是指將程序在數(shù)控加工環(huán)節(jié)和后處理環(huán)節(jié)中的處理,數(shù)控程序補償可分為后處理器和數(shù)控指令修正。
三軸立式數(shù)控銑床是通過數(shù)控指令控制刀具的切削運動。基于多體系統(tǒng)理論,采取軟件補償?shù)姆椒▽?shù)控指令進行實時修正,實時調(diào)整刀具中心運動提高加工精度。幾何誤差補償軟件補償可分為仿真模塊、建模模塊、補償模塊、測量模塊四部分,其原理是通過誤差補償軟件修改數(shù)控指令,用修正后的數(shù)控指令驅(qū)動數(shù)控機床,調(diào)整刀具中心運動軌跡,減少刀尖實際位置與理論位置之間的誤差,提高加工精度。其中,仿真模塊是利用 UG、CAXA 等軟件可快速、直觀對比補償前后程序的仿真效果 ;建模模塊是通過設(shè)置一系列的參數(shù)(如機床切削參數(shù)、刀具尺寸、設(shè)置坐標(biāo)系等)實現(xiàn)三軸數(shù)控機床誤差模型的建立 ;補償模塊是依據(jù)測量的誤差數(shù)據(jù)和誤差補償模型補償或者修正導(dǎo)入數(shù)控程序的誤差 ;測量模塊是通過檢測獲取原始數(shù)據(jù),包括 X 軸幾何誤差、Y 軸幾何誤差、Z 軸幾何誤差、垂直幾何誤差。
四、激光干涉儀測量與建模
激光干涉儀測量一般屬于一維的準(zhǔn)靜態(tài)測量方法。激光干涉儀可在較快的位移速度下測量較大的距離,測量精度高,一般為 0.1μm,可用于檢測直線度、垂直度、俯仰與偏擺、平面度、平行度等幾何誤差。激光干涉儀穩(wěn)定性好,抗干擾能力強,能對測量數(shù)據(jù)進行自動處理,適合在一般車間條件下使用。
本次使用的中圖儀器 SJ6000 激光干涉儀不僅能自動測量機器的誤差,還能通過 RS232 接口自動對其線性誤差進行補償,比通常的補償方法節(jié)省了大量時間,避免了手工計算和手動數(shù)控鍵入而引起的操作者誤差。同時還可zui大限度地選用被測軸上的補償點數(shù),使機床達到zui佳精度。另外操作者無需具有機床參數(shù)及補償方法的知識。激光干涉儀 , 可以對X、Y、Z 三軸進行分別測量,可以測得滾動、偏擺、俯仰以及位置度誤差。操作如下 :
X 軸測量 :固定 Y 軸和 Z 軸,X 軸從 A0 點移動到 A 點,測取數(shù)值。
Y 軸測量 :固定 X 軸和 Z 軸,Y 軸從 B0 點移動到 B 點,測取數(shù)值。
Z 軸測量 :固定 X 軸和 Y 軸,Z 軸從 C0 點移動到 C 點,測取數(shù)值。
五、軟件補償技術(shù)的應(yīng)用
ZXK-32D 三軸立式數(shù)控銑床曾經(jīng)被洪水浸泡,同時維護保養(yǎng)跟不上,長久使用后精度明顯降低。本次實驗旨在嘗試提高數(shù)控銑床精度,在不改變機床的硬件的前提下,對其進行建模測量和實施誤差補償,分別比較驗證軟件補償前后加工數(shù)據(jù),以判斷軟件補償技術(shù)是否有效。
ZXK-32D 型三軸立式數(shù)控鐵床(廣州數(shù)控機床有限公司)的基本參數(shù)為 :
工作臺面積(寬×長 )320mm×900mm ;
型槽(槽數(shù) - 槽寬 × 槽距)3-14×100 ;
工作臺承載工件重量300kg ;
工作臺左右行程(X 向)550mm ;
工作臺前后行程(Y 向)320mm ;
主軸箱上下行程(Z 向)300mm ;
主軸端面距工作臺面距離 50~350mm ;
主軸中心線至立柱導(dǎo)軌面距離300mm ;
主軸錐孔MT4 主軸電機功率 1.5/2.2KW ;
主軸轉(zhuǎn)速范圍 (6 級 ) 265~1815 r.p.m ;
進給速度 1~1500 mm/min ;
快速移動速度3m/min;
線性坐標(biāo)的定位精度 X/Y/Z:0.04/0.03/0.03 mm ;
線性坐標(biāo)的重復(fù)定位精度 X/Y/Z :0.02/0.015/0.015 mm。
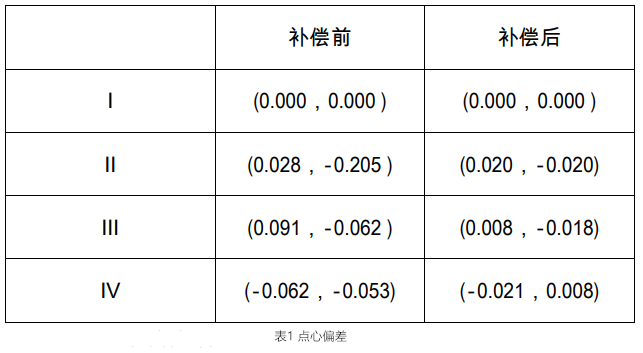
綜合考慮各種因素,本次三軸數(shù)控銑床的幾何誤差的設(shè)備使用中圖儀器 SJ6000 激光干涉儀采用直接測量法。試驗零件如圖3所示,具體毛坯參數(shù):200mm×200mm×30mm,鋁。零件加工中的具體參數(shù)為 :直柄鍵槽銑刀 Φ10mm,三軸數(shù)控銑床主軸轉(zhuǎn)速 1000 r/min,切削進給速度為 80 mm/min。在進行零件加工的時候,為了zui大限度地降低切削力誤差造成影響,前后兩次零件的試切均選擇小切削量低速進給的加工方法。
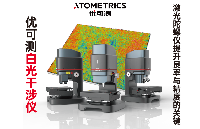
直線度值的測量選用 DRAGON1075 型手動三坐標(biāo)測量機,測量點選擇如圖 3 所示,工件四邊直線 (1,2,3,4) 和工件對角線(5-7,6-8)。點心偏差的測量則選取Ⅰ點中心建立一個局部坐標(biāo)系,再在Ⅱ點、Ⅲ點、Ⅳ點分別測量相對位置,在加工測量前后注意比較理想坐標(biāo)值和實際測量的坐標(biāo)值,驗證試驗工件的相關(guān)參數(shù),如表 2 所示。

從以上兩個表格數(shù)據(jù)可以看出,數(shù)控機床在幾何誤差軟件補償后,機床直線加工精度和定點運動精度都得到了提高。
六、結(jié)束語
實踐證明,本次將軟件補償技術(shù)應(yīng)用到三軸立式數(shù)控銑床幾何誤差的修正中,雖然受到檢測設(shè)備成本和檢測補償技術(shù)水平的限制沒能從各個方面做出詳細檢測和補償,但數(shù)據(jù)結(jié)果顯示,軟件補償技術(shù)能有效提高機床的加工精度。
-
激光干涉儀
+關(guān)注
關(guān)注
0文章
70瀏覽量
7966 -
雙頻激光干涉儀
+關(guān)注
關(guān)注
0文章
2瀏覽量
6758
發(fā)布評論請先 登錄
相關(guān)推薦
優(yōu)可測白光干涉儀:激光陀螺儀提升良率與精度的關(guān)鍵
激光干涉儀是如何測量位移的?


激光干涉儀可以完成哪些測量:SJ6000的全面應(yīng)用解析

激光共聚焦和白光干涉儀哪個好?
激光干涉儀SJ6000應(yīng)用拓展:透鏡曲率半徑測量
SJ6000激光干涉儀應(yīng)用拓展:透鏡曲率半徑測量

激光共聚焦和白光干涉儀哪個好?
激光干涉測量技術(shù)在機床領(lǐng)域的應(yīng)用
SJ6000激光干涉儀診斷校準(zhǔn)運動導(dǎo)軌,80米直測
SJ6000激光干涉儀測量機床精度全面解析
數(shù)控測量|激光干涉儀80米直測,診斷校準(zhǔn)運動導(dǎo)軌


激光波長的測定誤差分析






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論