 表面油污快速檢測儀|油污等有機污染物殘留對焊接的影響
表面油污快速檢測儀|油污等有機污染物殘留對焊接的影響
焊接的方法很多,金屬焊接方法有40種以上,按焊接過程的特點不同可分為:熔焊、壓焊和釬焊三大類。母材或稱基本金屬上殘留的油污、脂、蠟等有機污染物對焊接效果的影響是毋庸置疑的。德國析塔SITA表面清潔度儀可以有效檢測焊接過程中金屬表面清潔度情況。
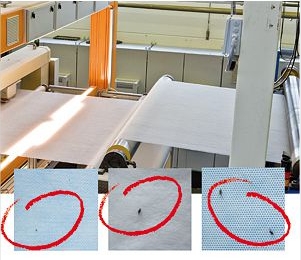
焊接過程中的因油污清潔度不良造成的常見缺陷:
1. 氣孔:焊件表面焊前清理不良,藥皮受潮,焊接電流過小或焊接速度過快,使氣體來不及逸出熔池。
2. 夾渣:接頭清理不良、焊接電流過小,運條不適和多層焊時前道焊縫的熔渣未清除干凈等易產生夾渣。
3. 未焊透:焊接電流過小,焊接速度太快、坡口角度太小或裝配間隙太小、電弧過長等易形成未焊透。
4. 裂縫:不正確的預熱和冷卻,不合理的焊接工藝(如焊接次序)、鋼的含硫量過高、氣孔與夾渣的誘發等均會形成裂縫。
總的來說,母材清潔度不良會導致接頭處會產生裂紋、氣孔、未焊透、夾渣等缺陷而引起應力集中,降低承載能力,甚至造成脆斷。
因此,幾乎每種焊接方法,都要求焊前將油污清理干凈。
絕大多數油污都是有機類化合物,有機類化合物在高溫下會分解出水、氫等,水和氫易使焊接頭產生氣孔和氫脆、裂紋。這些化合物對焊接熔池的影響也遠遠比表面的銹蝕、雜質等大;焊接過程中,也是金屬內部鐵碳相變的過程,有機物經高溫分解,對金屬內部的金相產生非常大的影響。下面介紹了有機物中的各類元素對焊接的影響。
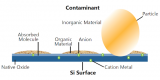
油污等有機化合物的主要元素為C、H、O。
H是鋼中有害的元素,鋼中含H將是鋼材變脆,稱為氫脆。H還會使鋼中出現白點等缺陷,這種現象在合金鋼中尤為嚴重。
焊接時H主要來源與焊接材料中的水分、母材的油污等。
O在焊接時主要以金屬氧化物夾雜形式存在與焊縫中,氧化物夾雜對于鋼的力學性能(尤其是疲勞強度)有嚴重的影響,會造成鋼的熱脆性。
對于焊接前油污等有害雜質的控制,主要從工藝措施(清洗污染物)和焊前清潔度檢測兩方面入手。首先通過清洗工藝清除焊件和焊接材料附著的油污等有機污染物,再通過析塔SITA Cleanospector表面清潔度儀作為焊接前母材表面清潔度的監控,以此來預防氣孔、裂縫和脫焊等焊接缺陷,從而大大提升并穩定一次焊合率。
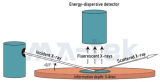
德國析塔SITA公司研發的析塔SITACleanospector表面清潔度儀采用的熒光激發法測油污清潔度是目前世界上唯一可以量化輸出清潔度的技術,其利用油、脂、蠟等有機污染物在紫外光照射下會發生熒光反應的特性,通過共焦法原理,檢測金屬、陶瓷和玻璃底材上的有機污染物,測量結果不會受到工件的表面粗糙度差異影響。析塔SITA Cleanospector表面清潔度儀輸出的數值可作為判定工件表面清潔程度的標準,從而作為焊接前的質檢標準,穩定焊接前母材及焊接材料的清潔度,避免氣孔、裂縫和脫焊等焊接缺陷。
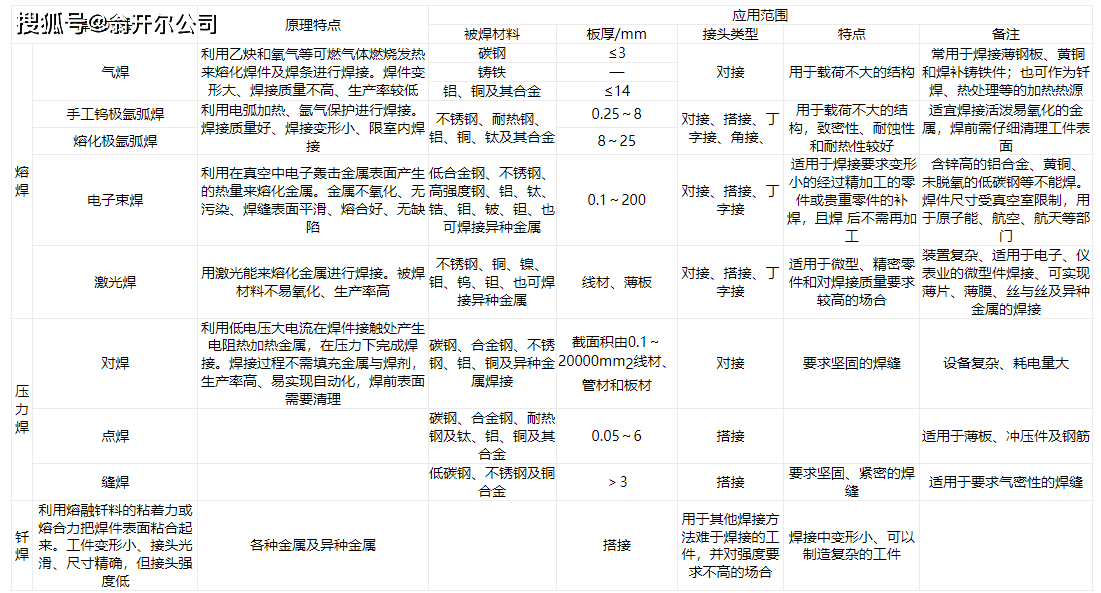
附表:對表面清潔度要求較高的焊接工藝及其特點:
-
檢測儀
+關注
關注
5文章
4069瀏覽量
42207
發布評論請先 登錄
相關推薦
晶圓表面污染及其檢測方法
汽車油箱蓋氣密性檢測儀的保養方法-岳信儀器

桌面式氣密性檢測儀的保養方法

磁粉探傷對工件表面要求有哪些
PCBA的助焊劑殘留有什么影響
水環境標準監測站能否準確檢測微量污染物?
為什么M9航空插頭7針會走電

監測海洋污染物的傳感器分類與應用
工業油污清洗的香餑餑:超聲波清洗機遭市場瘋搶!

激光焊接技術在焊接鋁合金時需要注意什么

晶圓表面金屬污染:半導體工藝中的隱形威脅
無紡布缺陷在線檢測儀怎么用
焊接材料對焊點有什么基本要求?

SMT電子組件清洗方案






 工商網監
工商網監
評論