 汽車金屬配件沖壓工藝概述
汽車金屬配件沖壓工藝概述
一輛普通的汽車由上萬個零件組成,其中金屬零件占據其中的主要一部分,而沖壓工藝在汽車行業得到的廣泛的應用。
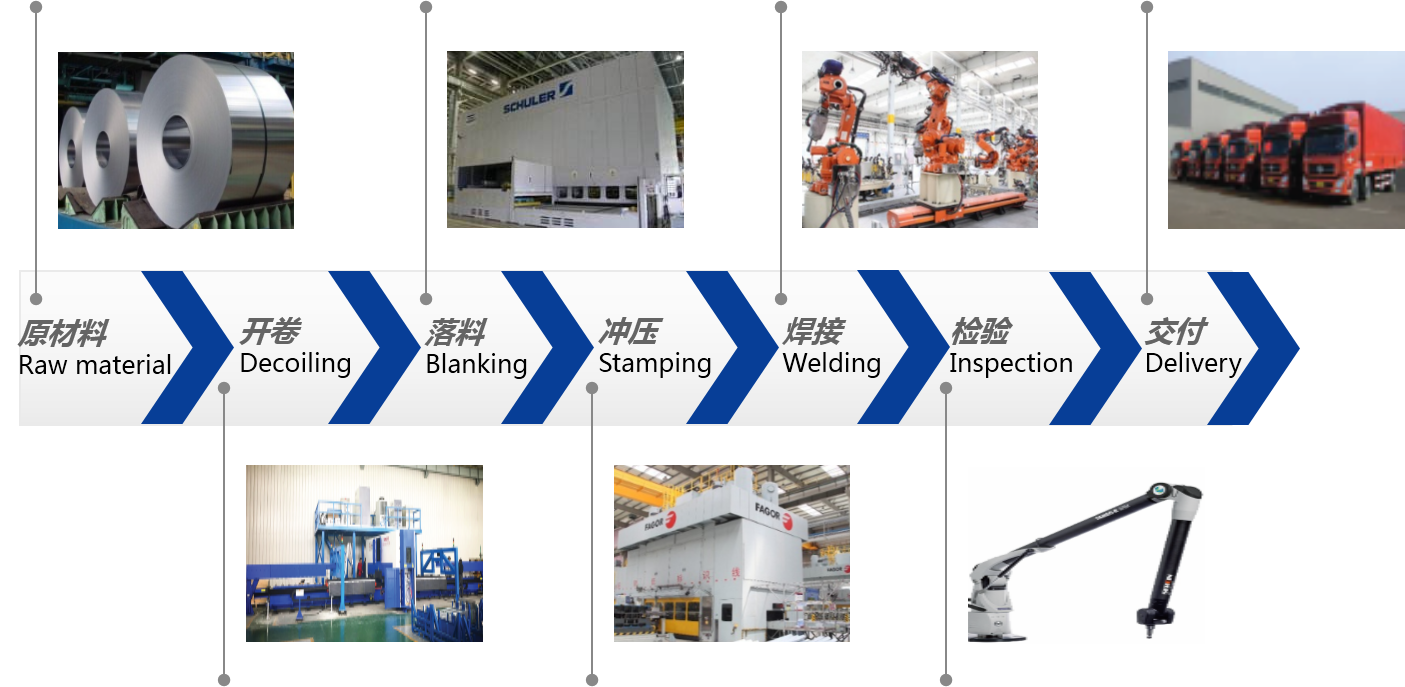
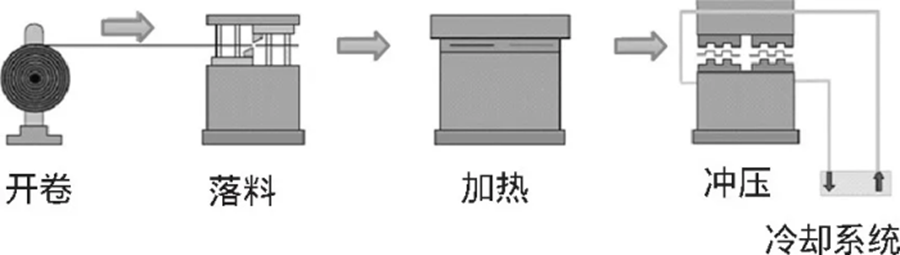
一、工藝流程沖壓車間
原材料(板材和卷材)進入倉庫→打開卷料→清洗片料與涂油,小件打開卷圈并剪切→沖壓生產線→第一件合格的安裝和模具調試→批量投入生產→合格零件防銹→入庫。
二、冷沖壓的概念和特征
1.冷沖壓是一種壓力加工方法,利用安裝在壓力機上的沖模在常溫下對材料施加壓力,使其產生分離或塑性變形,從而得到所需零件。
2.冷沖壓的特性:產品尺寸穩定,精度高,重量輕,剛性好,交換性好,高效低耗,操作簡單,易于自動化。
三是對冷沖壓基本工藝的分類
冷沖壓分為成型工序和分離工序兩大類。
1.成型工藝是一種形狀和尺寸的沖壓件,在不破裂的條件下,坯料會產生塑性變形。
成型過程分為:拉延、彎曲、翻邊、整形等。
拉伸:利用拉伸模將平坯(工序件)轉化為開口空心件的沖壓工藝。
彎頭:將板材、型材、管材或棒材等彎成一定的角度,形成一定的沖壓形狀。
翻邊:是將板材沿一定的曲率翻轉成垂直邊緣的一種沖壓成型方法,用于坯料的平面部分或曲面部分。
2.分離工藝是一種沖壓件,它能使板材根據一定的輪廓線分離,從而獲得一定的形狀、尺寸和切割面質量。
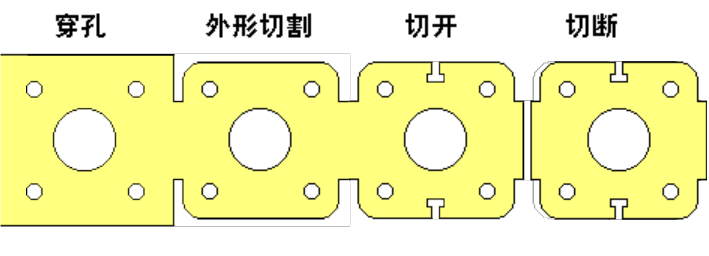
分離過程分為落料、沖孔、切角、修邊等。
落料:當封閉曲線以內的部分作為沖裁件時,使材料沿封閉曲線相互分離,稱為落料。
沖孔:當封閉曲線以外的部分作為沖裁件時,使材料沿封閉曲線相互分離,稱為沖孔。
(冷沖壓工藝)
四、各工序名及其代號
沖壓車間生產的零件中,有一部分屬于包覆件,如:發動機罩外板、頂蓋、車門等。
五、覆蓋件的要求
1.尺寸和形狀應滿足檢驗工具和與焊接組件相匹配的樣品。
2、表面質量好。不允許有波紋、皺紋、凹痕、劃痕、劃痕、壓痕等缺陷在外罩件(特別是轎車的外罩件)表面,棱線要清晰、平直,表面要光滑均勻過渡。
3.剛性好。為了保證零件有足夠的剛性,覆蓋件在成型過程中應具有足夠的塑性變形。
4.工藝性能好。為了降低沖壓和焊接的生產成本,應具有良好的沖壓工藝性能和焊接工藝性能。沖壓過程主要取決于每個過程,特別是深度過程是否能夠順利進行并穩定生產。
六、組成普通模具
1.工作零件。
包含零件,如凸模和凹模。
2.零件的定位。
主要有擋料銷、定位銷、側刃等零件。
3.壓料、卸料、頂料零件。
主要有卸料板、頂料器、氣動頂料裝置等部件。
4.零件導向。
零件包括導柱、導套、導板等。
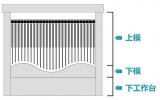
5.零件的支持。
包含上、下模板及凸凹固定板等部件。
6.零件的緊固。
其中包六角螺絲、卸料螺絲等部件。
7.零件的緩沖。
其中包括卸料彈簧、聚氨酯橡膠和氮氣缸等。
8.安全部件和其他輔助部件。
主要包括安全側銷、安全螺絲、工作限制器、存放限制器、上下料架、廢料滑槽、起重桿、吊耳等。
9.安全側銷:主要作用是防止上模壓料板緊固螺絲松脫或斷裂,造成壓料板掉落,造成人員、工裝的重大損失。
10.儲存限制器:主要用于防止模具彈性元件長期受壓而失效,防止邊緣長期接觸影響邊緣的壽命。(通常使用聚氨酯橡膠)
11.工作限制器:限制凸凹模進食深度的主要作用。
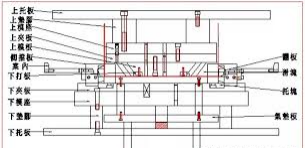
(沖壓模具)
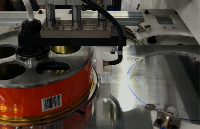
七、沖壓片料單雙張檢測系統
在使用自動沖壓機械手時,經常會因為金屬片料表面張力問題,導致出現雙張疊料,這些超厚的雙張疊料進入沖壓環節之后,極易損壞沖壓模具。阿童木雙張檢測器,能準確檢測自動上料機械手抓取的是單張或者雙張片料。

阿童木金屬雙張檢測器
-
汽車
+關注
關注
13文章
3423瀏覽量
37168
發布評論請先 登錄
相關推薦
頂層金屬AI工藝的制造流程
金屬層1工藝的制造流程

頂層金屬工藝是指什么
手機產業應用的9大工業機器人

汽車零部件熱沖壓工藝的關鍵技術
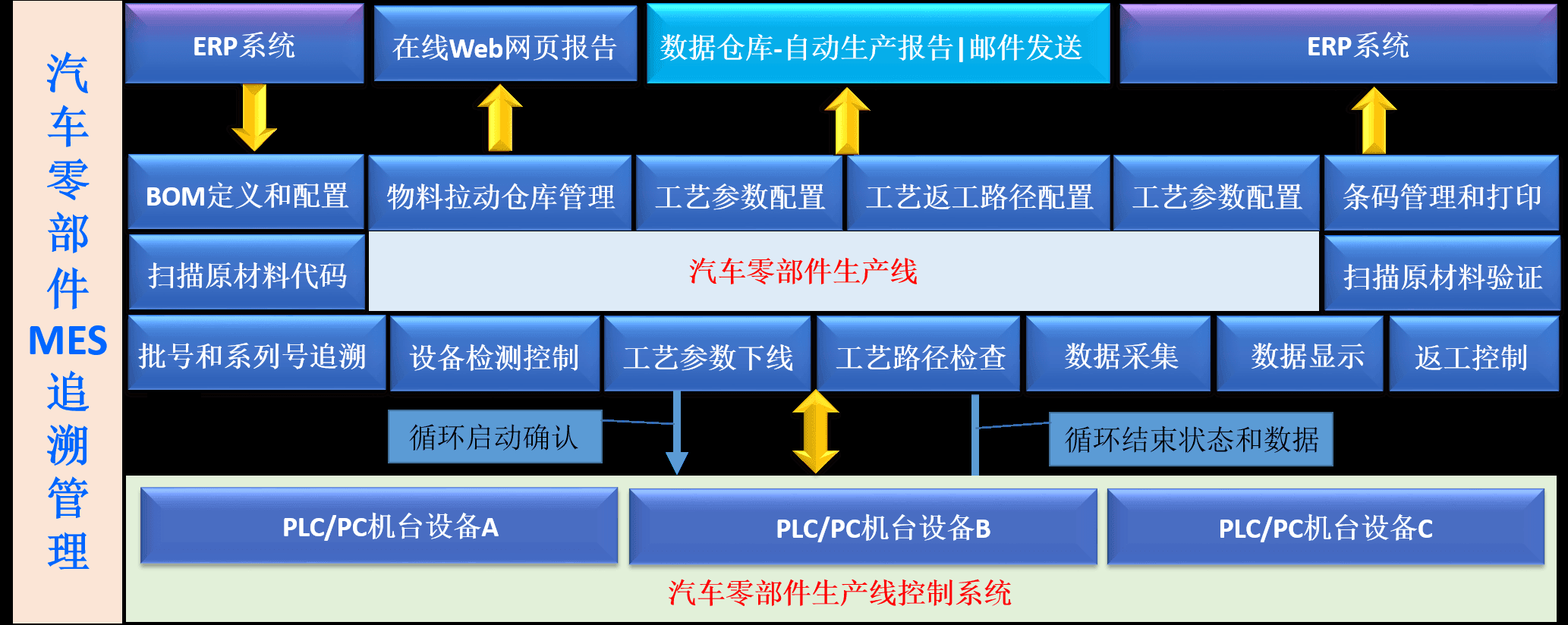
汽車配件行業MES系統:驅動高效生產與智能管理的新引擎
金屬雙張檢測器丨馬口鐵(月餅盒)折邊定位沖壓解決方案
汽車零配件在生產上常常會遇到哪些困難?

沖壓模具如何實現視覺在線檢測?
【選型指南】各大行業自動化生產線沖壓疊料檢測傳感器

顛覆汽車制造效率!解讀汽車零配件激光焊接技術背后的黑科技
京東汽車全國汽車配件供應鏈基地落戶中國車谷
一文詳解金屬薄膜沉積工藝及金屬化






 工商網監
工商網監
評論