 超精密雙面拋光的加工原理
超精密雙面拋光的加工原理
超精密兩面拋光加工是化學機械拋光的應用(CMP)技術性,借助產品工件、碾磨顆粒物、拋光劑和拋光輪的機械作用,在工件打磨拋光環節中,發生部分持續高溫和髙壓,使產品與碾磨顆粒物、拋光劑和拋光輪中間最直接的化學物理轉變,造成工件表面的化學物理轉變。因為機械設備和化學變化的重合,工件表面的生成物逐漸被碾磨,從而使得工件表面光潔。兩面噴砂工藝要在單層噴砂工藝的前提下發展起來,因為他可以有效的防止片狀產品工件加工中地應力差及粘接偏差所引起的形變難題。
因此與單層打磨拋光對比,兩面打磨拋光具備生產加工高效率、外表形變小、表層超光潔的優勢。
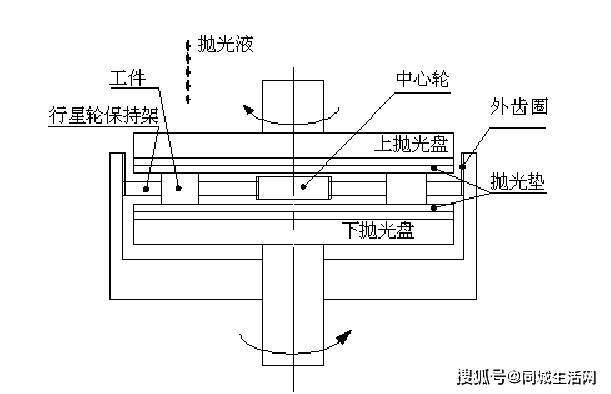
一般的超精密兩面打磨拋光系統軟件由四個構成部分構成載產品工件和下拋光輪的操作臺、增加荷載的布拋光輪、推動產品工件往復運動的行星輪和給予拋光劑裝置。體系結構如下圖所示。在兩面打磨拋光環節中,因為拋光劑與拋光墊間的物理運動,拋光劑里的化學溶液和碾磨顆粒物在產品中產生化學反應。與此同時,在下拋光輪對工件轉動工作壓力影響下,除去工件表面的化學變化物。其作用是在工件表面隨時變化的化學反應中產生一種有機化學膜。與此同時,因為旋轉機械磨擦激光切割,去掉了這一層有機化學膜,超精密表層持續更替得到。這類超精密表層處理又稱為分散耐磨材料CMP。在這樣的加工過程中,不可以選擇比產品工件硬度大的磨砂顆粒,只能選強度比產品工件軟或相當磨砂顆粒。在機械設備和化學的多重影響下,工件表面持續造成一層非常薄的有機化學塑料薄膜,同時被斷開,并實現很薄的表層處理,以此來實現工件表面的高精密、低外表粗糙度和沒有表層處理缺點。不過目前的探索在反映層造成和除去細節方面還不太清楚,必須進一步的科學研究。
超精密兩面打磨拋光的運動原理
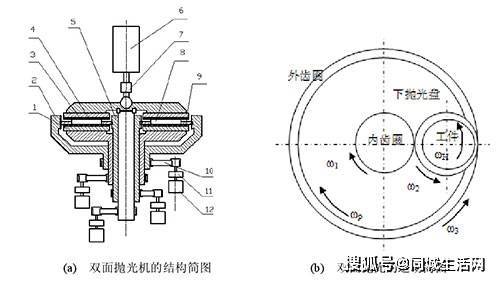
雙面拋光機整個的運動機構可以理解為是一個差動保護行星輪系統軟件。結構如下圖2-2所顯示(a>如下圖所示。四個交流伺服電機根據同步帶傳動推動四個主軸軸承轉動后,中心輪、外齒輪、上拋光輪和下拋光盤以設置的角速轉動。將待打磨拋光的產品工件放置于行星輪中,使它與行星輪內腔有一定的空隙,使產品在行星輪中獲得局部性的隨心所欲的隨意挪動。依據差動保護基本原理,大家可以獲得,當中心輪與外環線傳動齒輪反方向轉動時,行星輪將采取傳動齒輪中間不利的關聯推動,以一定的角速度繞核心軸旋轉,與此同時轉動,以此來實現工件轉動和旋轉。在下拋光面負載力的影響下,產品工件積極與左右拋光墊的摩擦運動。因為磨擦的功效,產品工件與左右拋光墊、拋光劑和拋光液里的碾磨顆粒物出現了化學物理轉變,從而使得工件表層原材料產生反映且被除去,從而得到超光潔表層的實際效果。
兩面打磨拋光的運動原理如下圖2所顯示(b)表明。打磨拋光前,并沒有開關電源,中心輪和外齒輪處在靜息狀態,產品工件仍然處于靜息狀態。打磨拋光開始的時候,左右拋光輪在各個電動機轉動下,角速度為口:反方向往復運動,中心輪和外齒輪也在各個電動機轉動下,以各自角速度端口號與口3向反方向轉動。行星輪9與中心輪和外齒輪轉動,在其中待加工制作產品工件一起處于被動挪動。拋光劑根據上拋光輪3注入打磨拋光地區,給予對應的碾磨和潤滑的實際效果,并提供化學反應的原材料。
在兩面打磨拋光環節中,往上拋光輪的往下負荷從汽缸6往下充壓,在液位傳感器7的遠程監控下完成即時壓力控制。左右拋光輪速度基本一致,但角度反過來。這么做的目的在于降低工件力。工件健身運動兩種情況。當行星輪9靜止不動時,工件健身運動較為簡單,即在上下拋光輪的反方向磨擦下完成往復運動;當行星輪繞核心軸旋轉時,工件健身運動更復雜。產品工件隨行星輪轉動時,左右打磨拋光表層磨擦所帶來的往復運動。因而,產品工件具備繁雜的斜拋運動,可以更好的使工件表面獲得均勻打磨拋光。
-
拋光
+關注
關注
0文章
46瀏覽量
11791
發布評論請先 登錄
相關推薦
氬離子拋光技術:揭示材料內部結構的精密樣品制備方法

雙面電極點焊電源技術研究與應用實踐

氬離子拋光技術解析及其應用功能概覽

等離子拋光和電解拋光區別在哪
機械拋光和電解拋光的區別是什么
一種基于磁懸浮的超精密加工新導軌技術
精密微型導軌加工工藝流程!


深圳恒興隆|制造業的新星:高光超精電主軸的崛起...
深圳恒興隆機電|高光玻璃電主軸:高效精密加工的新選擇...
助力科研|光學3D表面輪廓儀服務超精密拋光技術發展
碳化硅晶片的化學機械拋光技術研究

高精度微型加工中心——半導體精密零件加工的新選擇

三坐標測量機在精密加工中的應用

CMP拋光墊有哪些重要指標?






 工商網監
工商網監
評論