 激光焊接鋁合金抑制氣孔的3種方式
激光焊接鋁合金抑制氣孔的3種方式
鋁合金具有密度低,強度高以及良好的耐腐蝕性等優點,因此在汽車工業、新能源、航空航天以及建筑工業等領域得到廣泛應用。目前激光焊接已經廣泛應用于鋁合金產品的生產制造,與傳統焊接方式相比激光焊能提供更高的生產效率、更好的焊縫質量,實現復雜結構的高精度焊接以及自動化等。
激光焊接是將高強度激光輻射至金屬表面,通過激光與金屬間熱力耦合作用使金屬熔化再冷卻結晶形成焊縫的技術。根據激光焊接的熱作用機制可分為熱導焊和深熔焊兩種,熱導焊主要應用于精密零件的封裝焊接或微納焊接;激光深熔焊主要用在需要完全熔透的材料焊接中,其焊接過程會使材料汽化,熔池中出現匙孔現象,是目前使用最廣泛的激光焊接方式,也是鋁合金焊接的首選方式。
激光熔焊特點:
優勢:激光焊接鋁合金采用擺動激光焊接,不添加輔助材料,焊接設備簡單,無需耗材,便于自動化;
劣勢:對焊接間隙的要求高,否則焊縫容易塌陷;焊接起點與終點易產生重點;焊接過程穩定性一般,易產生焊接缺陷;
案例:建筑裝修行業—5系鋁合金門框焊接
由于鋁合金固有的物理性質,比如對激光低的吸收率、合金元素的低沸點、高的熱導率、高的熱膨脹系數、相對較寬的凝固溫度區間、高的凝固收縮率、低粘度以及液態下高的吸氫性等,因此在激光焊接過程中容易產生氣孔、熱裂紋等缺陷。
其中,氣孔是鋁合金激光焊接過程中最容易產生的缺陷形式,它會破壞焊縫金屬的致密性,削弱焊縫的有效截面積,降低焊縫的力學性能和耐腐蝕性,因此必須采取有效措施防止氣孔產生,提升焊縫內部質量。
激光熔焊抑制氣孔方式:
1、通過焊前表面處理方式抑制焊接氣孔
焊前表面處理是控制鋁合金激光焊縫冶金氣孔的有效方法,通常表面處理方法有物理機械清理、化學清理。
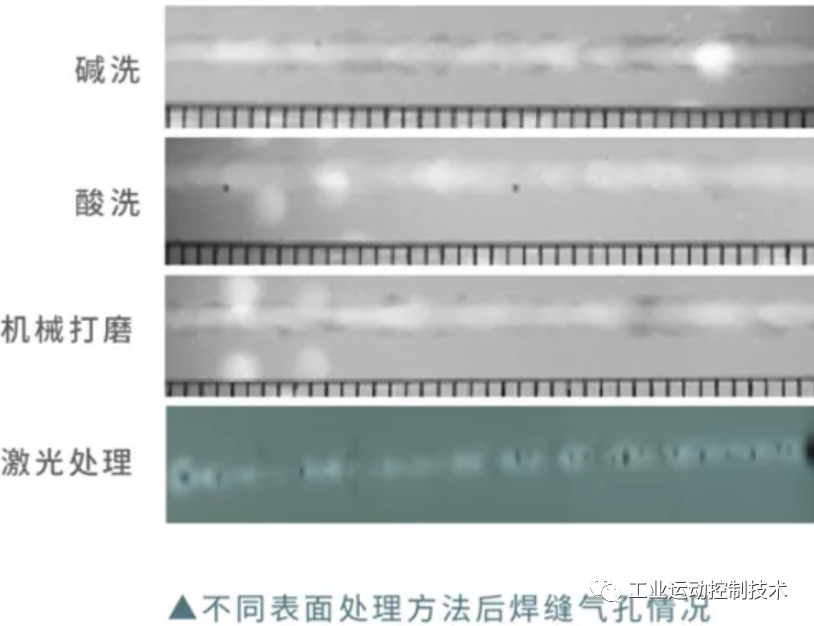
經過對比,采用化學方法處理試板表面(金屬清洗劑清洗-水洗-堿洗-水洗-酸洗-水洗-干燥)的流程處理最好。其中堿洗用25%NaOH(氫氧化鈉)水溶液去除材料表面厚度,酸洗用 20% HNO3(硝酸)+2% HF(氟化氫)水溶液中和殘留的堿液。試板表面處理后在24小時內實施焊接,試板處理后停留時間較長時焊前裝配再用無水酒精擦拭。
2、通過焊接工藝參數抑制焊接氣孔
焊縫氣孔的形成除了與焊件表面處理質量有關,還與焊接工藝參數相關。焊接參數對焊縫氣孔的影響主要體現在焊縫熔透情況,即焊縫背寬比對氣孔的影響。
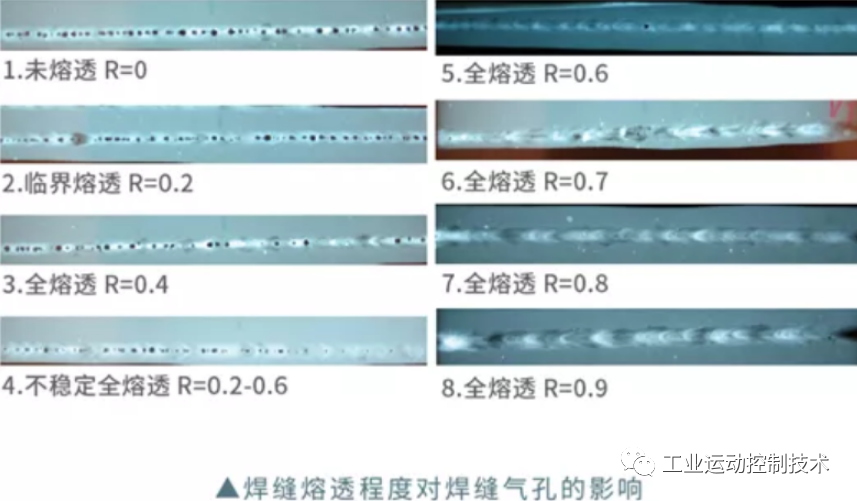
通過測試可知,焊縫背寬比R>0.6時可以有效改善焊縫中鏈狀氣孔的集中分布,當背寬比R>0.8 時,可以有效改善焊縫中大氣孔的存在,并很大程度上消除了焊縫中氣孔的殘留。
3、通過正確選擇保護氣體及流量抑制焊接氣孔
保護氣體的選用直接影響到焊接的質量、效率及成本,激光焊接過程中,正確的吹入保護氣體可以有效減少焊縫氣孔。
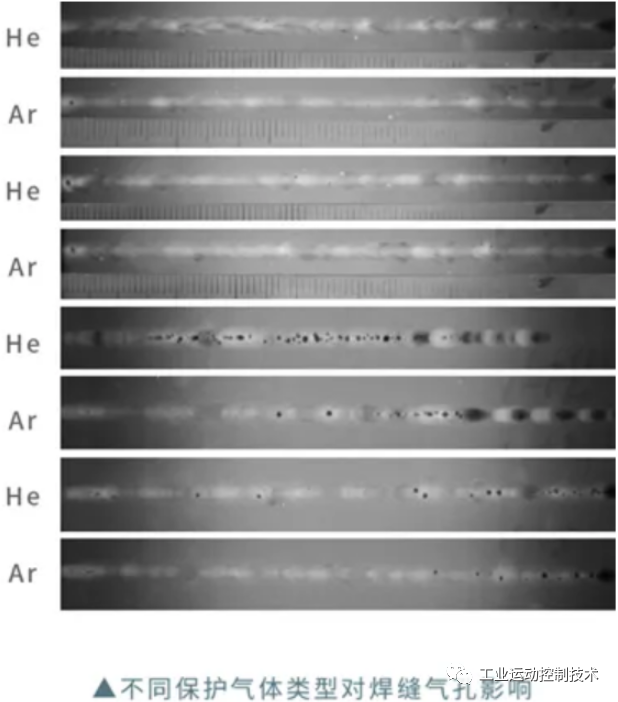
如上圖,采用Ar(氬氣)和He(氦氣)對焊縫表面進行保護,在鋁合金激光焊接過程中,Ar和He對激光的電離程度不同,造成焊縫成形不盡相同。結果可見,選用Ar作為保護氣體所得焊縫的氣孔率整體少于選用He作為保護氣體時焊縫的氣孔率。
同時我們也要注意,氣流量過小(<10L/min)焊接產生的大量等離子體無法吹走,使得焊接熔池不穩定,氣孔形成幾率增加。氣體流量適中(15L/min左右)等離子體得到有效控制,保護氣對溶池起到了很好的防氧化作用,氣孔最少。過大的氣流量伴隨過大的氣體壓力,使得部分保護氣混入溶池內部,使氣孔率上升。
激光焊接鋁合金抑制氣孔缺陷一直是行業難題,受鋁合金材料本身性能影響,在焊接過程中不能完全避免焊接無氣孔現象,只能降低氣孔率。

DMC640ML激光焊接示教系統
-
激光
+關注
關注
19文章
3122瀏覽量
64363 -
焊接
+關注
關注
38文章
3062瀏覽量
59594
發布評論請先 登錄
相關推薦
激光焊接技術在焊接鎳鉻合金的工藝優點





激光焊接技術焊接2mm鎳合金的應用工藝


激光焊接機在密封焊鋁合金的技術工藝

激光焊接機在焊接3A21鋁的工藝特點

何解決鋁合金激光焊接的問題

激光焊接技術在焊接0.2mm鋁合金的工藝





 工商網監
工商網監
評論