 PCB板表面如何處理提高可靠性設計?
PCB板表面如何處理提高可靠性設計?
PCB板為什么要做表面處理?
由于PCB上的銅層很容易被氧化,因此生成的銅氧化層會嚴重降低焊接質量,從而降低最終產品的可靠性和有效性,為了避免這種情況的發生,需要對PCB進行表面處理。
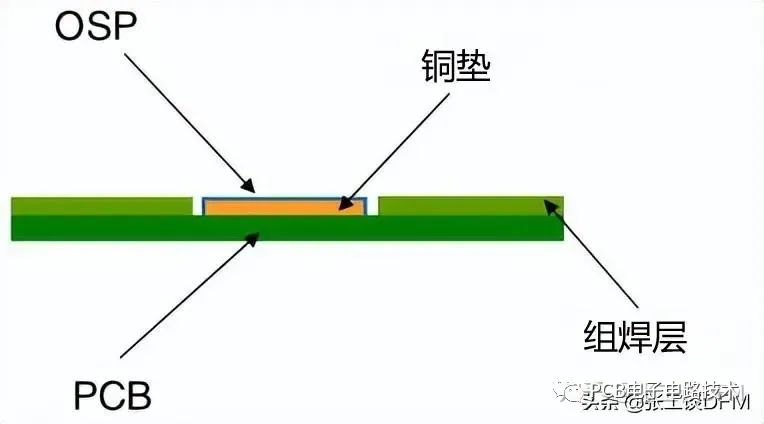
常見的表面處理方式包括OSP、噴錫、沉金等工藝,本文主要針對噴錫工藝部分做相關介紹。
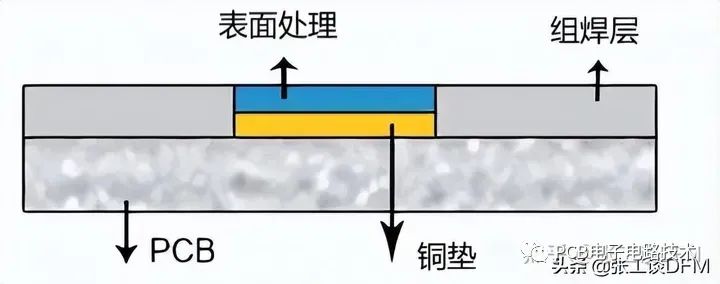
表面處理噴錫
噴錫工藝稱為HASL熱風整平,又名熱風焊料整平,它是在PCB表面涂覆熔融錫鉛焊料并用加熱壓縮空氣整平(吹平)的工藝,使其形成一層既抗銅氧化又可提供良好的可焊性的涂覆層,熱風整平時焊料和銅在結合處形成銅錫金屬化合物,其厚度大約有1~2mil。
噴錫工藝分為有鉛噴錫和無鉛噴錫,其區別是無鉛噴錫屬于環保類工藝,不含有害物質“鉛”,熔點在218度左右;有鉛噴錫不屬于環保類工藝,含有害物質"鉛",熔點183度左右。從錫的表面看,有鉛錫比較亮,無鉛錫比較暗淡。
HASL工藝的優點
價格較低,焊接性能佳。
HASL工藝的缺點
不適合用來焊接細間隙的引腳及過小的元器件,因為噴錫板的表面平整度較差,且在后續組裝過程中容易產生錫珠,對細間隙引腳元器件較易造成短路。
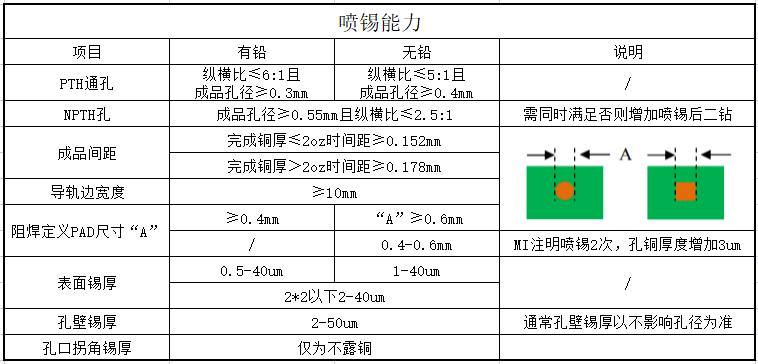
噴錫的工藝制成能力
**錫厚標準:**2-40um
**加工尺寸:**最大1200*530mm
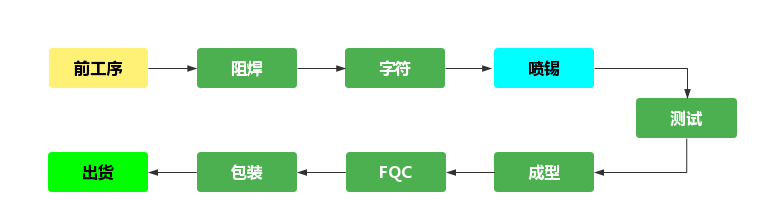
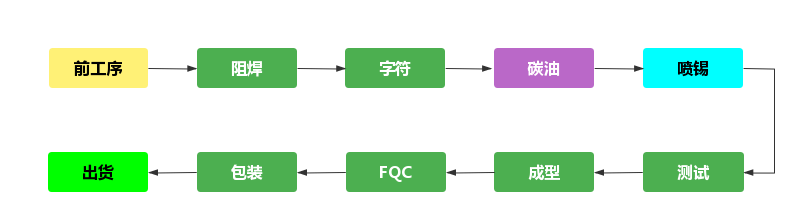
正常工藝流程:
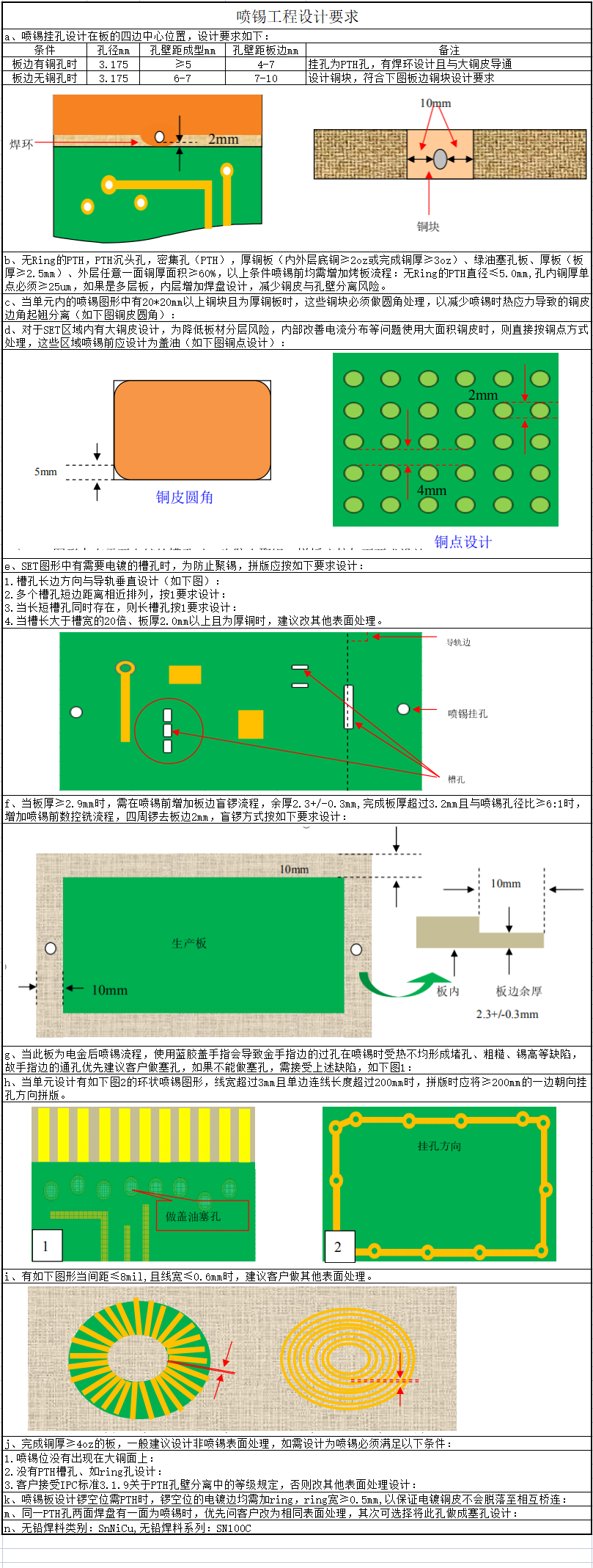
工程師設計要求:
1、當板厚<0.6mm時,噴錫時因板材受熱變形會錫高、錫面不平,建議客戶做其他表面處理。
2、當板厚>1.0mm時,長邊尺寸與短邊尺寸相差50mm以內時,設計者可以自由決定導軌邊。
3、微盲孔原則上阻焊不做開窗設計,如果要做開窗,必須設計盲孔填平,盲孔填平后的開窗,如果是阻焊定義PAD,則要滿足阻焊定義PAD設計的要求,否則需告知客戶孔壁及孔口有露銅的不良缺陷。
噴錫的特殊工藝流程
噴錫+電金手指
金手指阻焊開窗與最近焊盤距離保證在1mm以上,防止金手指上錫。
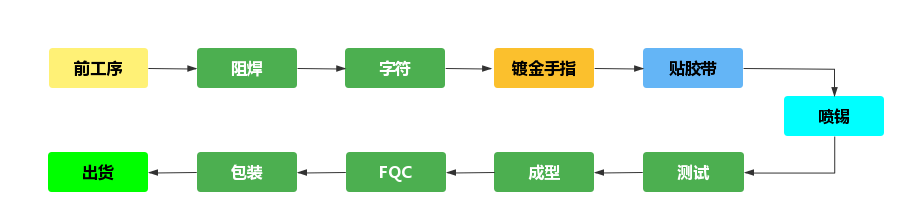
噴錫+電長短金手指
采用剝引線的方式制作外層線路和阻焊,金手指阻焊開窗與最近焊盤距離保證在1mm以上,防止金手指上錫。

噴錫+碳油
噴錫+可剝膠

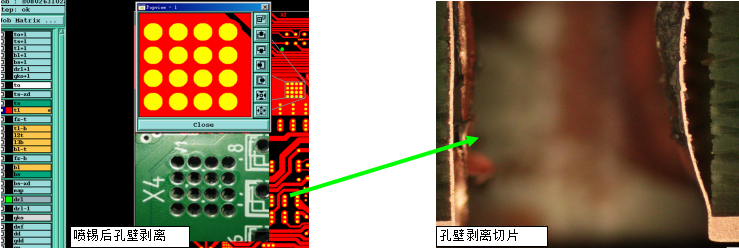
噴錫缺陷孔銅剝離解決辦法
當板厚>2.0mm,孔徑>1.0mm,孔距較小的情況下,金屬化槽壁及孔壁的銅受熱容易剝離,多層板在內層增加連接環,寬度≥8mil可解決此問題,雙面板當設計滿足可能出現孔銅剝離的情況下建議不做噴錫。
推薦使用 華秋DFM軟件 ,用于輔助校驗生產工藝是否標準,其PCB裸板分析功能,包括 19大項52小項檢查 ,PCBA裝配分析功能,包括 10大項234小項分析 。
還可結合單板的實際情況來進行物理參數的設定,盡量增加PCB生產的工藝窗口,采用最成熟的加工工藝和參數,降低加工難度,提高成品率, 減少后期PCB制作的成本和周期 。
-
pcb
+關注
關注
4317文章
23004瀏覽量
396236 -
DFM
+關注
關注
8文章
461瀏覽量
28143
發布評論請先 登錄
相關推薦
揭秘PCB板的八種神秘表面處理工藝

PCB可靠性測試:開啟電子穩定之旅
PCB高可靠性化要求與發展——無源元件與激光焊錫技術(下)

PCB高可靠性化要求與發展——PCB高可靠性的影響因素(上)

PCB噴錫工藝板:提升電子電路可靠性的關鍵

太陽誘電高可靠性元件工業設備用途
指定和使用 VFD 電纜以提高可靠性和安全性并減少碳排放





 工商網監
工商網監
評論