 鈑金件中的壓死邊如何加工出來的?
鈑金件中的壓死邊如何加工出來的?
鈑金工藝一般來說基本設備包括剪板機(Shear Machine)、數控沖床(CNC Punching Machine)/激光、等離子、水射流切割機(Cutting Machine)、折彎機(Bending Machine)、鉆床以及各種輔助設備如:開卷機、校平機、去毛刺機、點焊機等。
通常,鈑金工藝最重要的四個步驟是剪、沖/切/、折/卷,焊接,表面處理等。
鈑金件中的壓死邊如何加工出來的?
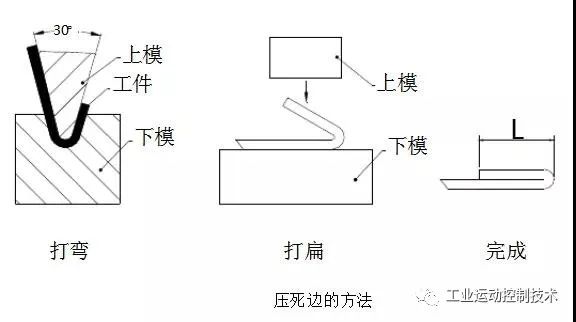
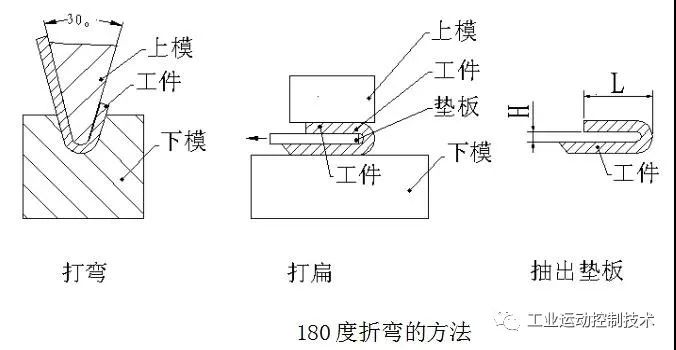
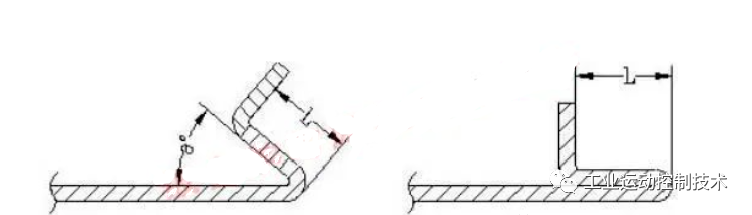
這是一種常見的鈑金褶邊形式,鈑金褶邊需要有專用的模具來加工,一般步驟如下: 即先用銳角折彎模具(常用角度為30°的模具)將鈑金折彎成大于90度的折彎,再用壓平模將鈑金壓平,完成鈑金褶邊加工。
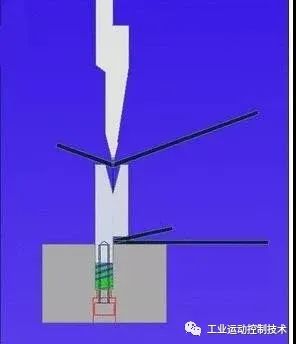
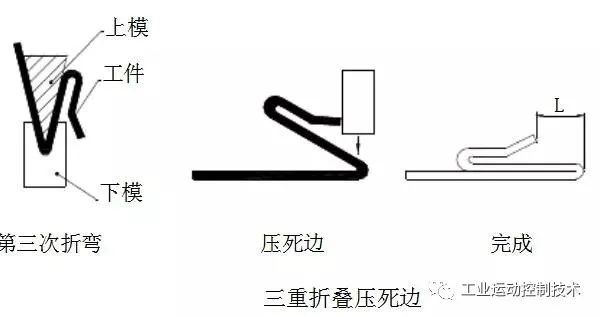
這種方法可以看出,需要用兩套模具,效率低下。現在的鈑金廠常用這種復合模具,可以一次性完成鈑金褶邊加工。如下圖:
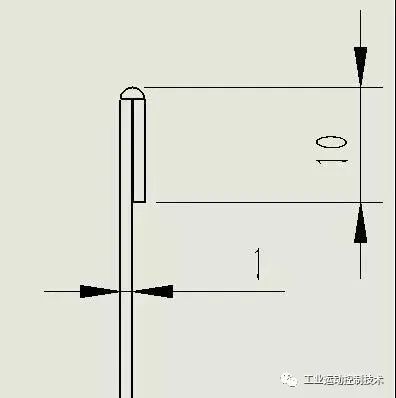
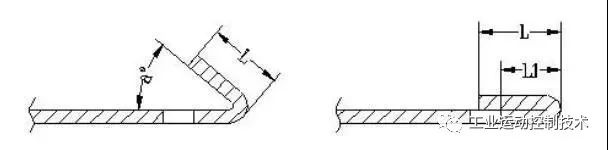
那么這種鈑金褶邊有沒有人能做到呢?需要用什么特殊模具將褶邊折彎出來?如果做不到中間的間隙需要怎么修改呢?
這種鈑金褶邊在鈑金加工中經常遇到,其實方法也不難。不需要專用的模具來加工,用銳角折彎模具折彎大于90度后,在壓平步驟中,在里面墊個1.5毫米的板就可以了。實際操作中,因為有折彎回彈的存在,需要墊薄一些的板就可以了,比如1.4的,多試幾次就好了。以此類推,中間有一定厚度的鈑金折彎用這個方法就好了。如果需要折彎圓角好看的話,跟圖紙相符,在折彎銳角時,下模寬度大些就好了。或者用符合圖紙的折彎上模來折彎銳角就好了。
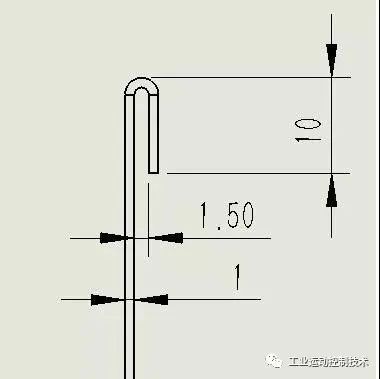
還有如何折彎這種鈑金褶邊?這種尾部帶圓弧的褶邊怎么折?
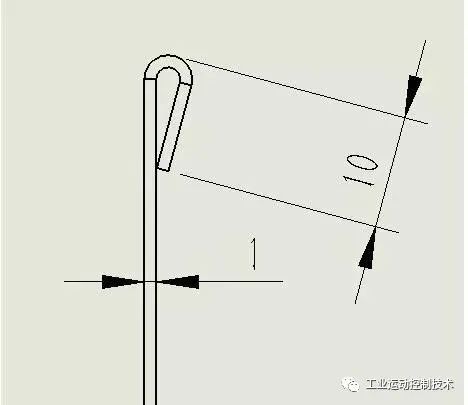
如果不想開模具的話,有兩種方法。一種是:在鈑金褶邊壓平時,折彎壓力調的小一些,不要讓尾部的圓弧壓平。因為需要將尾部壓平需要很大壓力的。第二種是:找找有沒有對應的焊絲,在壓平時穿入孔內,壓平后取出,完成褶邊。
壓死邊極限尺寸
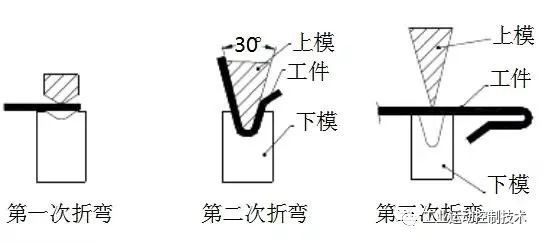
a)壓死邊需進行兩次折彎加工,首先利用30°尖刀與插深V槽折彎30°~45°,然后再利用壓平模壓平,不同材料板厚壓死邊的范圍:0.5
b)壓死邊的長度(L)與材料厚度、插深V槽有關,當0.55T+R(即Lmin>6);當2.0<T<2.5選用V10插深槽,Lmin≥5T+R(即Lmin>9);以上兩者的死邊長度Lmax≤14mm。
c)反折彎后再壓死邊的長度L受插深V槽的限制,Lmin≥11mm。
d)壓死邊孔到折彎邊的距離不宜太小,否則孔會受折彎過程中角度的變化而變形:L1min>0.7V。
-
焊接
+關注
關注
38文章
3057瀏覽量
59588 -
鈑金
+關注
關注
0文章
16瀏覽量
8012
發布評論請先 登錄
相關推薦
pcb沒有工藝邊怎么貼片
六邊形壓接 VS B型壓接

PCB設計有必要去掉死銅嗎?死銅能帶來什么問題?
H橋中的高邊低邊是什么意思?有什么區別?
不銹鋼鈑金件焊接機上海廠商哪家值得推薦


SMT貼片加工中的印刷和點膠是什么?

如何處理SMT貼片加工中的錫膏缺陷?

過壓保護電路原理深度解析與優勢探討

線束加工的基礎步驟講解
3D掃描儀助力大尺寸汽車鈑金件模具加工檢測
如何減少LED透明屏死燈的問題?
PCB設計有必要去除死銅嗎?





 工商網監
工商網監
評論