") 機器視覺的光源選型及打光方案分析
機器視覺的光源選型及打光方案分析
機器視覺的光源選型及打光方案分析
2.2.1 光源選擇標準
光源的選擇標準如下:
(1)光源均勻性要好,在有效的照射范圍內,灰度值標準差要小;
(2)具有較寬的光譜范圍,可以對不同材料的物體進行檢測;
(3)光照強度要足夠,提高信噪比,利于圖像處理;
(4)具有較長的使用壽命及較高的穩(wěn)定性,要保障光源在長時間運行狀態(tài)下能夠持續(xù)穩(wěn)定的提供照明環(huán)境;
(5)成本低,易根據現(xiàn)場情況定制特殊形狀光源。
2.2.2 光源的分類
光源從大類上可分為普通自然光和人造光源,由光照強度、色溫及光源的幾何形狀來描述。在不銹鋼表面缺陷檢測系統(tǒng)中,為使采集到的圖像達到高質量的要求,需要依據待檢測目標的顏色、材質和形狀,考慮所需光源的強度、光路和光譜等特性。在實際應用中,應優(yōu)先選擇明場照明方式,從而可以抑制自然光源及外界環(huán)境的干擾。
常用光源及相關特性如表2.1所示。
表2.1 主要光源類型及其特性
| 類型 | 光效(lm/W) | 平均壽命/(h) | 色溫/K | 特點 |
| 鹵素燈 | 12~24 | 1000 | 2800~3000 | 發(fā)熱量大,價格便宜,形體小 |
| 熒光燈 | 50~120 | 1500~3000 | 3000~6000 | 價格便宜,適用于大面積照射 |
| LED燈 | 110~250 | 100000 | 全系列 | 功耗低,發(fā)熱小,使用壽命長,價格便宜,使用范圍廣 |
| 氙燈 | 150~330 | 1000 | 5500~12000 | 光照強度高,可連續(xù)快速點亮 |
| 激光 | 50000 | 全系列 | 具有良好的方向性、單色性與相干性 |
其中,LED光源具有發(fā)熱少、功耗低、壽命長、光譜范圍寬、發(fā)光強度高等優(yōu)點,且可組合多樣化的外形。因此,常使用LED作為照明光源。
2.2.3顏色相關檢測
在某些特定的檢測場合下,光源顏色的不同會對最后的成像結果產生不同的影響。光源的顏色特性主要體現(xiàn)在以下兩個方面:
色表:人眼直接觀察光源所看到的顏色,即光源發(fā)出光的顏色。
顯色性:光源發(fā)出的光照到物體上后,反(透)射光顯現(xiàn)物體顏色的能力。
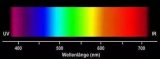
根據光源的顏色特性,可以依據具體的檢測目標來選擇最合適的光源,不同顏色的光是由其波長決定的,光譜特性圖如圖2.1所示。
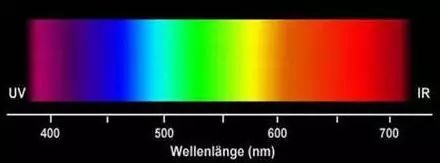
圖2.1 光譜特性圖
下表2.2介紹了幾種常用顏色光源的特性及其適用領域:
表2.2 不同顏色光源的特點
| 顏色類型 | 特點 |
| 白色光源 | 白色光源通常用色溫來界定,色溫高的顏色偏藍色(冷色,色溫>5000K),色溫低的顏色偏紅(暖色,色溫<3300K),界于3300與5000K之間稱之為中間色,白色光源適用性廣,亮度高,特別是拍攝彩色圖像時使用更多。 |
| 藍色光源 | 波長范圍在430-480之間,廣泛用于金屬材質的產品,如鋼軌,冷軋帶鋼,船舶加工件、手機外殼等。 |
| 紅色光源 | 紅色光源的波長通常在600-720之間,其波長比較長,可以透過一些比較暗的物體,例如底材黑色的透明軟板孔位定位、綠色線路板線路線路檢測,透光膜厚度檢測等,采用紅色光源更能提高對比度。 |
| 綠色光源 | 綠色光源波長510-530,界于紅色與藍色之間,主要針對產品:紅色背景產品,銀色背景產品(如鈑金,車加工件等)。 |
| 紅外光 | 紅外光的波長一般為780-1400,大多采用940波長的紅外光,紅外光屬于不可見光,其透過力強。一般LCD屏檢測、視頻監(jiān)控行業(yè)應用比較普遍; |
| 紫外光 | 紫外光的波長一般為190-400,主要采用385波長的紫外光,其波長短,穿透力強,主要應用于證件檢測、觸摸屏ITO檢測、布料表面破損、點膠溢膠檢測等方面,金屬表面劃痕檢測等; |
光源在使用過程中除了具有波長特性,還與物體具有色相性。在光學中,將兩種色光以適當?shù)谋壤旌隙墚a生白光時,則稱這兩種顏色為“互補色”。補色并列時,將會引起視覺上更強烈的對比感受,會感到紅的更紅、綠的更綠。如果希望提高缺陷顏色上的對比度來突出缺陷特征,則可以通過選擇色環(huán)上相對應的互補顏色(圖2.2),這樣可以明顯地提高缺陷與背景的對比度。
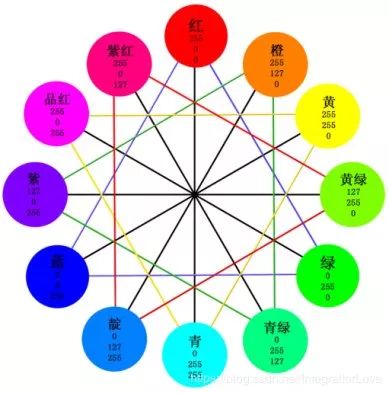
圖2.2 互補色環(huán)圖
對易拉罐罐頂表面進行劃痕檢測,如圖2.3(a)所示。由于罐頂表面印有大量紅色的文字,所以如果采用白色光源,文字的存在會對表面檢測產生干擾,大大增加了檢測的難度。如果對白底紅字的罐頂采用紅色光源照明,則可以過濾掉紅色的文字,如圖2.3(b)所示。
 ?
?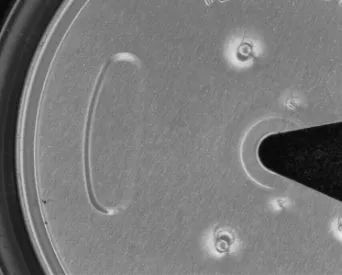
(a)白底紅字罐頂 (b)紅色光源照射
圖2.3 顏色相關性檢測
因此,根據光源與物體顏色相關性原理,合理運用互補色可以過濾掉干擾項的影響。當圖像采集設備為黑白相機時,對于特定顏色的背景,可以采用與特定顏色相近或者相遠的光源來提高或者降低背景的亮度。例如表面背景為紅色時,在明視場,若要凸顯出缺陷與背景的差異,可以選擇與紅色相近的紫紅色或橙色光源。暗視場拍攝圖像,就需要選擇與紅色相差較遠的青色光源。如果被測目標顏色背景比較復雜,且需要獲取目標的顏色信息,則需要選擇白色光源。不管選擇何種顏色的光源,其根本目的都是提高待檢測物體表面缺陷與背景的對比度。
2.2.4光照方式
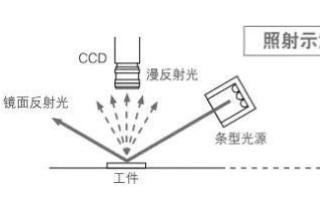
光源是影響機器視覺圖像質量的重要因素,照明對輸入數(shù)據的影響至少占到30 %。好的打光方式可以準確捕捉物體特征,提高物體與背景的對比度。常見的打光方式有以下幾種:
前面打光法
后面打光法
結構光打光法
混合多方式照明
特殊式
(1)高角度照射
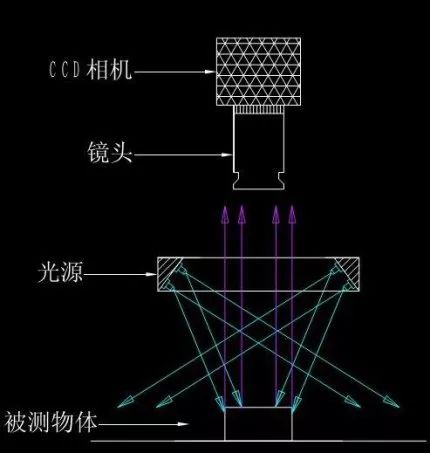
圖2.4 高角度照射方式效果圖
特點:在一定工作距離下,光束集中、亮度高、均勻性好、照射面積相對較小。常用于液晶校正、塑膠容器檢查、工件螺孔定位、標簽檢查、管腳檢查、集成電路印字檢查等(30、45、60、75等角度環(huán)光)。
(2)低角度照射
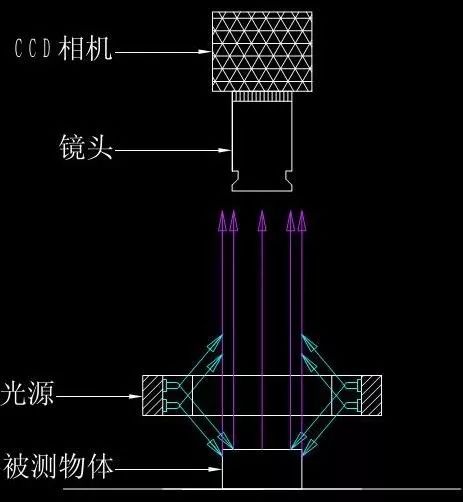
圖2.5 低角度照射方式效果圖
特點:對表面凹凸表現(xiàn)力強。適用于晶片或玻璃基片上的傷痕檢查(90度環(huán)光,90度條光)
(3)垂直照射
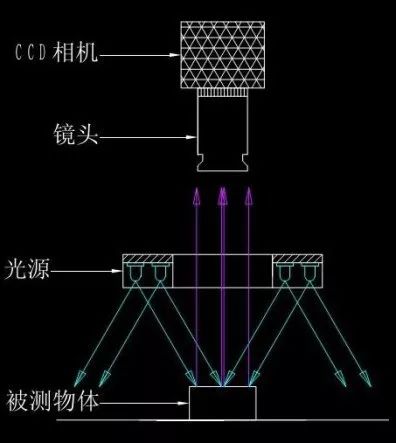

圖2.6 垂直照射方式效果圖
特點:照射面積大、光照均勻性好、適用于較大面積照明。可用于基底和線路板定位、晶片部件檢查等(0角度環(huán)光、面光源)。
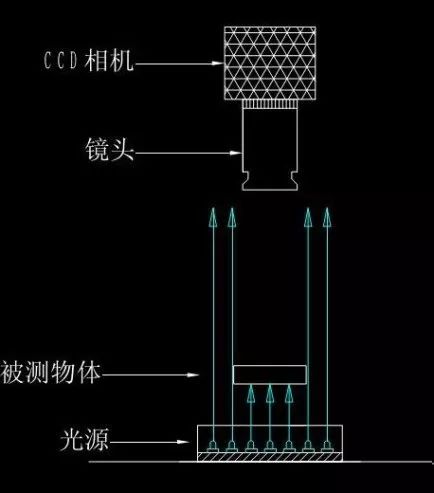
(4)背光照射
 ?
?
圖2.7 背光照射方式效果圖
特點:光源安置在與相機同軸且位于被測物體的后面。背光方式用來突出顯示不透明物體的外形輪廓,所以這種照明方式只適用于待測目標需要的信息可以從其輪廓中獲得的場合。例如尺寸測量、形狀判斷等。(背光源、平行背光源)
(5)多角度照射
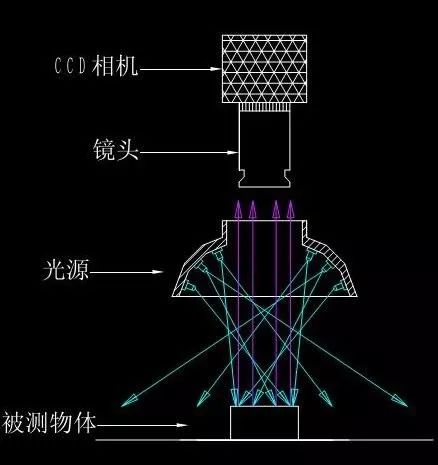

圖2.8 多角度照射方式效果圖
特點:RGB三種不同顏色不同角度光照,可以實現(xiàn)焊點的三維信息的提取。適用于組裝機板的焊錫部份、球形或半圓形物體、其它奇怪形狀物體、接腳頭(AOI光源)
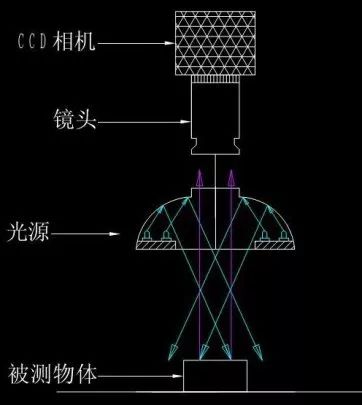
(6)半球積分照明
 ???
???
圖2.9 球積分光源射方式效果圖
特點:360度底部發(fā)光,通過碗狀內壁發(fā)射,形成球形均勻光照。用于檢測曲面的金屬表面文字和缺陷。(球積分光源,通常也叫圓頂光)
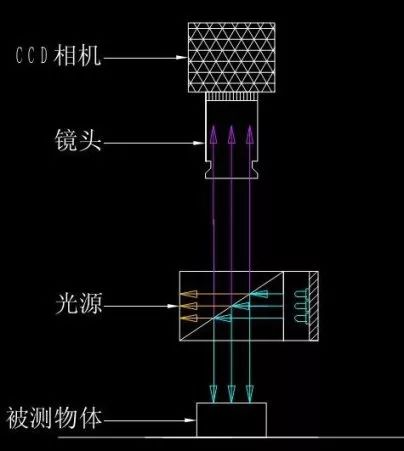
(7)同軸光照明
 ?
?
圖2.10 同軸光源射方式效果圖
特點:類似于平行光的應用,光源前面帶漫反射板,形成二次光源,光線主要趨于平行。用于半導體、PCB板、以及金屬零件的表面成像檢測,微小元件的外形、尺寸測量。(同軸光源,平行同軸光源)
(8)其他光源及其照射方式
護照檢測:同軸光,條形光,環(huán)形光,組合使用,以適應各種缺陷

對位裝置:環(huán)形光,同軸光,既能實現(xiàn)Mark點定位,又能實現(xiàn)檢測功能

多色組合光源:應輕松應對不同顏色的工件
2.2.5輔助手段
機器視覺系統(tǒng)是一門應用性很強的系統(tǒng)工程,不同的工廠,不同的生產線,不同的工作環(huán)境對光源亮度,工作距離,照射角度等的要求差別很大。有時受限于具體的應用環(huán)境,不能直接通過光源類型或照射角度的調整而獲取良好的視覺圖像,我們就常常需要借助于一些特殊的輔助光學器件。
常見的輔助光學器件有:
反射鏡:反射鏡可以簡單方便的改變優(yōu)化光源的光路和角度,從而為光源的安裝提供了更大的選擇空間。
分光鏡:分光鏡通過特殊的鍍膜技術,不同的鍍膜參數(shù)可以實現(xiàn)反射光和折射光比例的任意調節(jié)。機器視覺光源中的同軸光就是分光鏡的具體應用。
棱鏡:不同頻率的光在介質中的折射率是不同的,根據光學的這一基本原理可以把不同顏色的復合光分開,從而得到頻率較為單一的光源。
偏振片:光線在非金屬表面的反射是偏振光,借助于偏振片可以有效的消除物體的表面反光。同時,偏振片在透明或半透明物體的應力檢測上也有很好的應用。
漫射片:漫射片是機器視覺光源中比較常見的一種光學器件,它可以使光照變得更均勻,減少不需要的反光。
光纖:光纖可以將光束聚集于光纖管中,使之想水流一樣便于光線的傳輸,為光源的安裝提供了很大的靈活性。
2.2.6光源選型要領
條光選型:
1、條光照射寬度最好大于檢測的距離,否則可能會照射距離遠造成亮度差,或者是距離近而幅射面積不夠;
2、條光長度能夠照明所需打亮的位置即可,無須太長造成安裝不便,同時也增加成本,一般情況下,光源的安裝高度會影響到所選用條光的長度,高度越高,光源長度要求越長,否則圖像兩側亮度比中間暗;
3、如果照明目標是高反光物體,最好加上漫射板,如果是黑色等暗色不反光產品,也可以拆掉漫射板以提高亮度;
環(huán)光選型:
1、了解光源安裝距離,過濾掉某些角度光源;例如要求光源安裝尺寸高,就可以過濾掉大角度光源,選擇用小角度光源,同樣,安裝高度越高,要求光源的直徑越大;
2、目標面積小,且主要特性在表面中間,可選擇小尺寸0角度或小角度光源;
3、目標需要表現(xiàn)的特征如果在邊緣,可選擇90度角環(huán)光,或大尺寸高角度環(huán)形光;
4、檢測表面劃傷,可選擇90度角環(huán)光,盡量選擇波長短的光源;
條形組合光選型:
1、條形組合光在選擇時,不一定要按照資料上的型號來選型,因為被測的目標形狀、大小各不一樣,所以可以按照目標尺寸來選擇不同的條形光源進行組合;
2、組合光在選擇時,一定要考慮光源的安裝高度,再根據四邊被測特征點的長度寬度選擇相對應的條形光進行組合;
背光源/平行背光源選型:
1、選擇背光源時,根據物體的大小選擇合適大小的背光源,以免增加成本造成浪費;
2、背光源四周一條由于的外殼遮擋,因此其亮度會低于中間部位,因此,選擇背光源時,盡量不要使目標正好位于背光源邊緣;
3、背光源一般在檢測輪廓時,可以盡量使用波長短的光源,波長短的光源其衍射性弱,圖像邊緣不容易產生重影,對比度更高;
4、背光源與目標之間的距離可以通過調整來達到最佳的效果,并非離得越近效果越好,也非越遠越好;
5、檢測液位可以將背光源側立使用;
6、圓軸類的產品,螺旋狀的產品盡量使用平行背光源;
同軸光選型:
1、選擇同軸光時主要看其發(fā)光面積,根據目標的大小來選擇合適發(fā)光面積的同軸光;
2、同軸光的發(fā)光面積最好比目標尺寸大1.5~2倍左右,因為同軸光的光路設計是讓光路通過一片45度半反半透鏡改變,光源靠近燈板的地方會比遠離燈板的亮度高,因此,盡量選擇大一點的發(fā)光面避免光線左右不均勻;
3、同軸光在安裝時盡量不要離目標太高,越高,要求選用的同軸光越大,才能保證才均勻性;
平行同軸光選型:
1、平行同軸光光路設計獨特,主要適用于檢測各種劃痕;
2、平行同軸光與同軸光表現(xiàn)的特點不一樣,不能替代同軸光使用;
3、平行同軸光檢測劃傷之類的產品,盡量不要選擇波長長的光源;
其他光源選型要領:
1、了解特征點面積大小,選擇合適尺寸的光源;
2、了解產品特性,選擇不同類型的光源;
3、了解產品的材質,選擇不同顏色的光源;
4、了解安裝空間及其他可能會產生障礙的情況,選擇合適的光源;
案例分析
酒瓶蓋條碼檢測
檢測的內容主要有條碼識別、條碼打標位置是否偏離;使用光源:204mm、60度藍光。
 ??
??
單個瓶蓋

要求裝在包裝箱里檢測
選型分析:
1、了解產品特性:
瓶蓋上面是黑色,另有紅黑交錯背景圖案,條碼為激光刻印顯灰色,為了顯現(xiàn)出條碼,應該將字符打亮,背景與字符分辨明顯;我們如果選用紅色光源的話,背景中的紅色會濾掉打白,會干擾同為白色的字符,所以,我們應該利用光源的互補原理,采用藍色光源,將紅色背景盡量打黑;

白色光源效果

藍色光源效果
2、了解產品形狀選擇合適光源
瓶蓋為圓形,直徑為25MM,一般此情況可以選擇同軸光或者環(huán)形光比較合適;
3、了解產品材質特性選擇合適光源
瓶蓋為金屬材料,表面有印刷圖案,比較光滑,反光度很強,選用同軸光或帶角度的環(huán)形光比較合適;
4、模擬現(xiàn)場打光選擇能用的光源
由于酒瓶必須裝在包裝紙箱里,瓶蓋離紙箱上頂部的距離有80MM,考慮需要留一定的空間,因此,瓶蓋離光源需要的距離為100MM或以上,如此高的距離,小同軸光跟小環(huán)光以及低角度光就不能滿足要求,必須選用大同軸光跟大環(huán)光。
5、打光試驗
根據以上情況選擇大致的光源后,再進行性價比對比,選擇性價比高的光源進行實際打光測試(同軸光如果提到110MM距離的話,需要用到120左右的光,單位價值比較高,所以選擇環(huán)形光比較經濟)

采用180mm、30度藍色環(huán)光在110MM高度打光周邊亮帶反光強,不利于找中心位。

采用204mm、60度藍色環(huán)光在110MM高度不會將光源LED亮斑影投射到瓶蓋上。
6、最終確定光源
根據打光效果圖進行軟件處理,在得到可靠性及準確性的條件下選擇正確的光源。
以上述案例可以看出:
1、產品的顏色影響光源的顏色;
2、產品的特性可以確定光源的照射方式,從而確定光源的類型;
3、產品的安裝空間及相機、鏡頭、傳感器的位置等障礙可以摒棄一些不方便安裝的光源;
4、光源的安裝高度影響光源的類型及大小;
-
光源
+關注
關注
3文章
696瀏覽量
67741 -
機器視覺
+關注
關注
161文章
4348瀏覽量
120134 -
光譜
+關注
關注
4文章
798瀏覽量
35090
發(fā)布評論請先 登錄
相關推薦
機器視覺光源的照明方式例舉
機器視覺光源選型技術要點
機器視覺光源選擇問題
深圳機器視覺led光源有什么優(yōu)勢
機器視覺硬件——光源是什么
上海機器視覺光源照明設計的影響因素
機器視覺光源led的應用
機器視覺中光源選型的基本要素
機器視覺光源如何打光?機器視覺光源的打光教程資料免費下載
機器視覺系統(tǒng)中光源的作用
在機器視覺系統(tǒng)中光源的作用及各種光源的特點
行業(yè)知識 | 在機器視覺應用中為什么一定要用專用的光源控制器?

機器視覺打光技巧與應用場景






 工商網監(jiān)
工商網監(jiān)
評論