") 焊錫絲焊接時(shí)不粘錫的原因有哪些?
焊錫絲焊接時(shí)不粘錫的原因有哪些?
焊錫絲焊接時(shí)不粘錫是手工烙鐵焊接時(shí)常見的現(xiàn)象,造成不粘錫的原因主要有兩大方面,一是焊錫絲方面的原因,另一方面是焊接時(shí)烙鐵及操作方法方面的原因,下面由佳金源錫線廠家為大家總結(jié)如下:
一、烙鐵頭的溫度設(shè)置得過高,如果焊錫絲焊接溫度超過400度極易使粘錫面氧化,從而使電子元器件和電路板焊接不上或出現(xiàn)灰色焊點(diǎn)。最好是在進(jìn)行焊錫絲作業(yè)時(shí)調(diào)好烙鐵頭的溫度,推薦使用恒溫烙鐵焊接焊錫絲。
二、使用手工烙鐵焊接前烙鐵頭未將沾錫面吃錫。在進(jìn)行焊錫絲焊接時(shí)未將粘錫面全部加錫,焊錫面和電子元器件加的錫不夠多,導(dǎo)致焊錫絲焊接不穩(wěn)。最好是在進(jìn)行焊錫絲焊接時(shí)先對(duì)員工進(jìn)行培訓(xùn),以減少不良焊點(diǎn)的出現(xiàn)。
三、使用不正確或是有缺陷的清理方法。擦烙鐵頭用的海綿太臟或者是含硫量過高,使得烙鐵頭被損壞,導(dǎo)致焊錫絲焊接時(shí)不粘錫.
四、操作不當(dāng)導(dǎo)致不粘錫:當(dāng)工作溫度超過350℃,而且停止焊接超過1小時(shí),烙鐵頭上錫量過少時(shí)不粘錫,另一方面“干燒”電烙鐵頭,如焊臺(tái)開著不使用,而電烙鐵頭表面無上錫,會(huì)引起電烙鐵頭快速氧化而不粘錫;如果烙鐵頭接觸到有機(jī)物如塑料、潤(rùn)滑油或其它化合物時(shí)也會(huì)不粘錫。
所以常用的處理方法:一是用刀刮去烙鐵頭的氧化層,然后,放入松香盒中蘸一蘸,再蘸上錫,即可。但是用這種方法不能完全清除,同時(shí),長(zhǎng)時(shí)間刮下,烙鐵咀會(huì)變細(xì),影響傳熱,導(dǎo)致溫度下降,甚至損壞烙鐵咀。
另外一種方法是:手握電烙鐵木柄,把氧化了的烙鐵咀浸入盛有酒精的容器中,經(jīng)1~2分鐘取出,氧化物就徹底、干凈地除掉了,烙鐵咀煥然一新,對(duì)電烙鐵頭沒有腐蝕作用。
五、以上的操作如果得當(dāng)還是不粘錫的話,就要用排除法來看是否是焊錫絲的問題,方法為:
手工烙鐵正常焊接過程中如果出現(xiàn)不粘錫時(shí)可換一卷焊錫絲焊接或是將現(xiàn)用的焊錫絲扯掉一段,用排除法排除看是否是焊錫線的問題,有可能出現(xiàn)的問題是焊錫絲在生產(chǎn)過程中注入松香助焊劑時(shí)不均勻或是換線時(shí)助焊劑缺少一段而導(dǎo)致的。
六、焊錫絲焊接時(shí)使用的助焊劑問題也會(huì)引起不粘錫,如果使用的助焊劑是高腐蝕性的,會(huì)引起電烙鐵頭快速氧化,而導(dǎo)致不粘錫;使用中性活性的助焊劑,沒有常常清理烙鐵頭上的氧化物時(shí)也會(huì)導(dǎo)致不粘錫;在焊接焊錫絲時(shí)助焊劑加得過少,也會(huì)導(dǎo)致不粘錫的情況。
另外建議最好是不要使用水溶性助焊劑,在進(jìn)行高溫焊接時(shí)會(huì)腐蝕損傷烙鐵頭;焊接焊錫絲推薦使用松香助焊劑,目前大部分的焊錫絲為松香型焊錫絲,可直接用來焊接,選用助焊劑盡量選擇品質(zhì)好的、無腐蝕性的助焊劑。
深圳佳金源科技工業(yè)科技有限公司是專業(yè)焊錫絲廠家,15年專注焊錫絲研發(fā)生產(chǎn),提供不同規(guī)格焊錫絲批發(fā)和直供,詳情可咨詢一下。
-
焊接
+關(guān)注
關(guān)注
38文章
3062瀏覽量
59594 -
焊錫
+關(guān)注
關(guān)注
0文章
253瀏覽量
18066
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
激光焊錫和激光焊接的原理區(qū)別

點(diǎn)錫膏激光焊接和送錫絲激光焊接如何選擇
不同錫絲的激光焊錫使用

smt錫膏上錫不飽滿的原因有哪些?

FPC焊接PCB:錫絲 vs 錫膏激光焊接該如何選擇?
SMT貼片加工,上錫不飽滿是什么原因導(dǎo)致的?如何解決?
焊接時(shí)出現(xiàn)炸錫現(xiàn)象的原因有哪些?

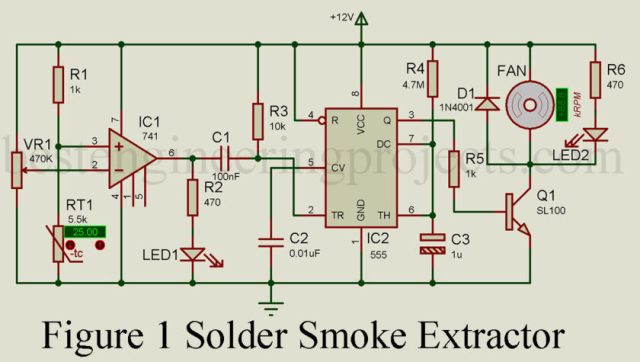
構(gòu)建一個(gè)自動(dòng)焊錫排煙器的教程
電路板焊接方法與技巧
烙鐵頭不粘錫的現(xiàn)象怎么解決?

焊接材料對(duì)焊點(diǎn)有什么基本要求?

如何選擇合適的焊錫絲?

淺析一下含銀焊錫絲的優(yōu)缺點(diǎn)

SMT貼片時(shí)錫膏上錫不飽滿的原因有哪些?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論