") PLC順序控制實(shí)例
PLC順序控制實(shí)例
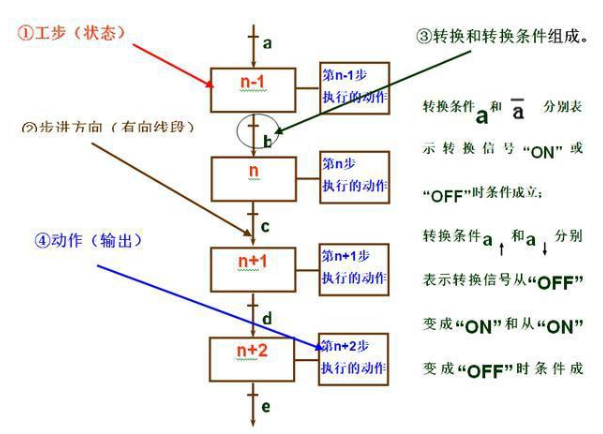
一、問題引出
PLC程序經(jīng)常會(huì)遇到程序按照12345的方式一步步順序控制,這種情況我們叫做順序控制,也比較符合PLC面向過程的控制模式。
在以往的項(xiàng)目經(jīng)驗(yàn)中常用到的順序控制編程方式有三種,分別是SCL指令case...of,西門子自帶的Graph,通過傳送步號(hào)順序控制。
二、案例演示
本案例介紹的是基于第三種方式實(shí)現(xiàn)程序的順序控制,可以先看下程序控制下設(shè)備運(yùn)行時(shí)的情況。
在圖片的右側(cè)是西門子HMI觸摸屏,主要是設(shè)備的啟動(dòng)、暫停、復(fù)位,以及設(shè)備運(yùn)行的步驟顯示。
左側(cè)是仿真設(shè)備的運(yùn)行演示,設(shè)備按照程序的設(shè)定從取料到放料再到返回一步步順序執(zhí)行,實(shí)現(xiàn)程序的順序控制。
看完以上運(yùn)行演示肯定有小伙伴問能不能實(shí)現(xiàn)雙邊或者更多邊的順序控制呢,答案是肯定的,看下圖。
三、程序講解
那么程序是怎么實(shí)現(xiàn)順序控制以及選擇分支運(yùn)行的呢?下邊展示了程序的編寫過程。
先看下程序概覽,是不是非常符合我們面向過程的編程方式。
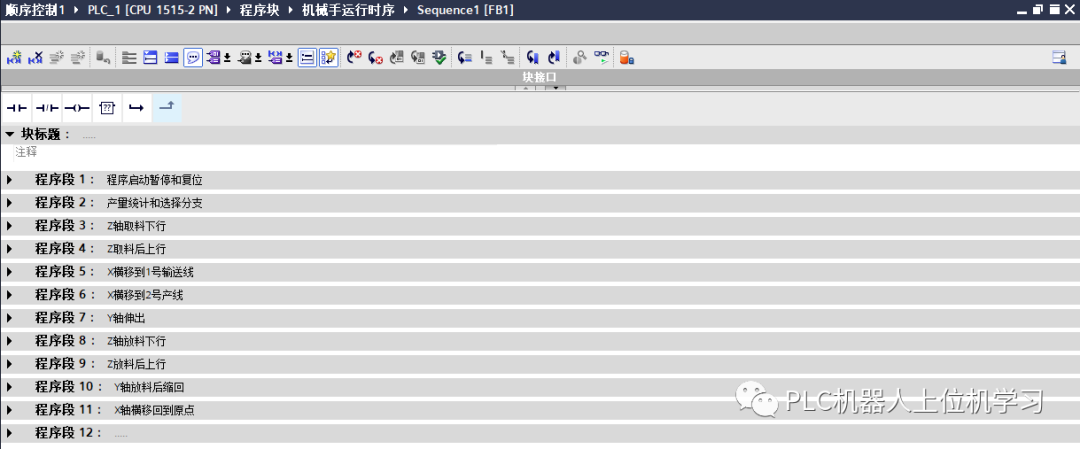
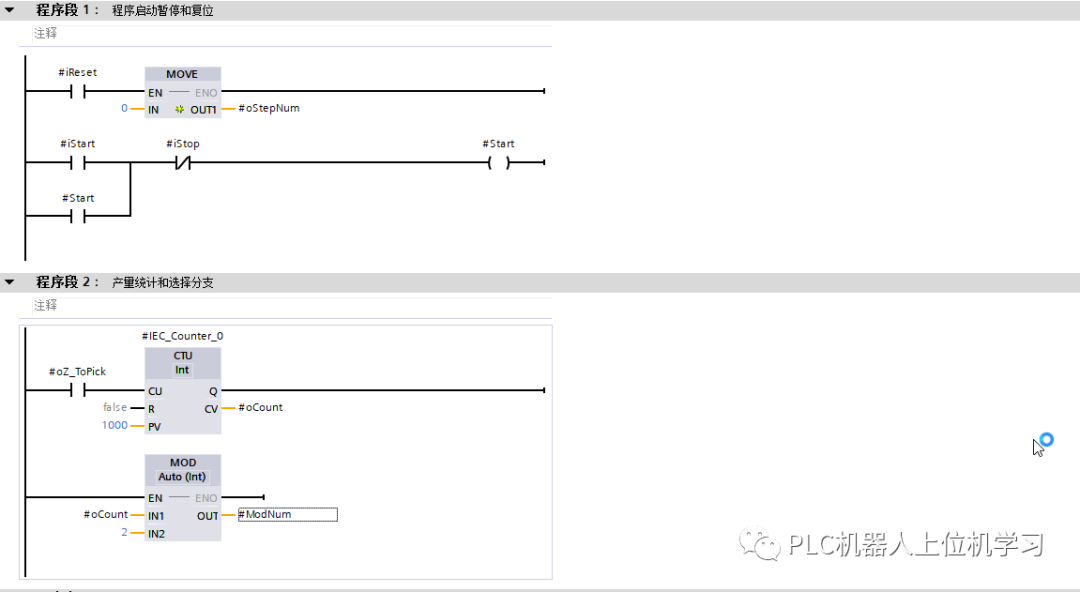
程序段1和2分別是程序的啟停和產(chǎn)品計(jì)數(shù),其中程序段2還用了MOD指令用來計(jì)算產(chǎn)品數(shù)除以2的余數(shù),用于選擇程序的分支。余數(shù)是0運(yùn)行到1線,余數(shù)是1運(yùn)行到2線。
程序段3是啟動(dòng)程序。程序段4是對(duì)程序的運(yùn)行分支進(jìn)行選擇。機(jī)械手去往1號(hào)線選擇步號(hào)30,去往2號(hào)線選擇步號(hào)35.
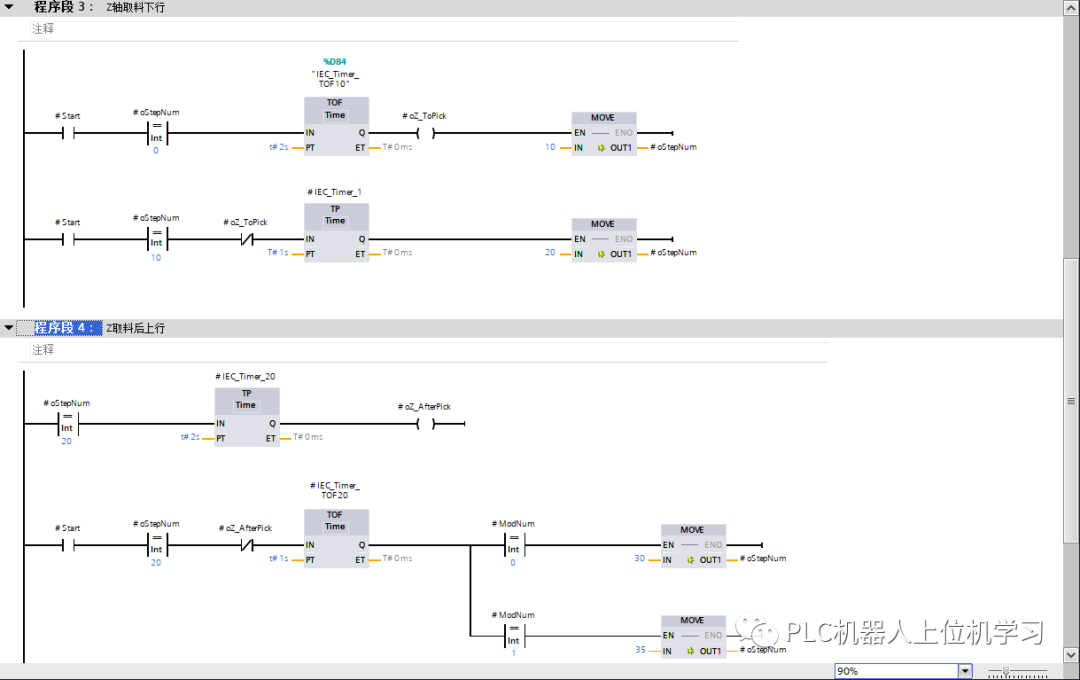
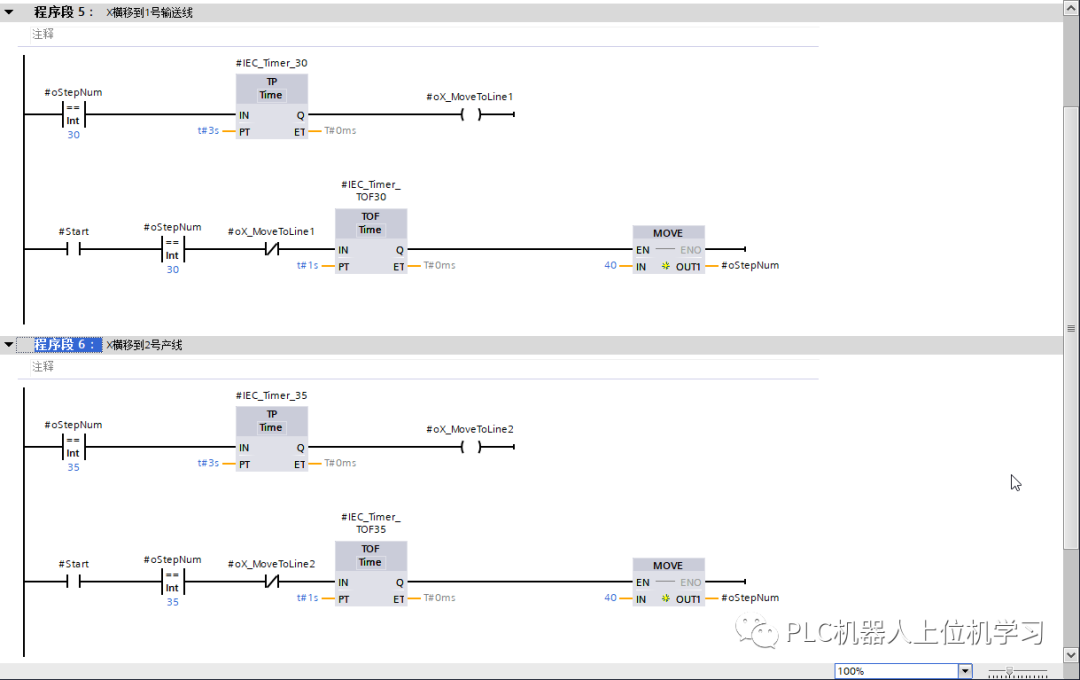
程序段5是機(jī)械手運(yùn)行到1號(hào)產(chǎn)線上方,程序段6是機(jī)械手運(yùn)行到2號(hào)線上方。接著是兩條分支再合流,都會(huì)選擇制定步驟40.
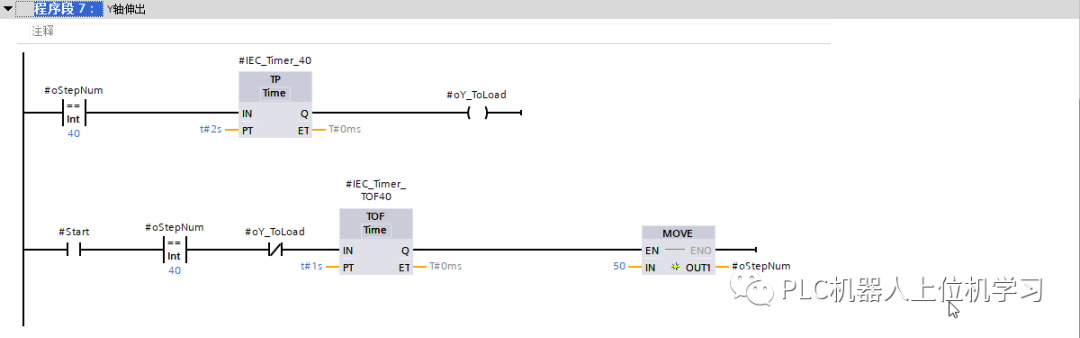
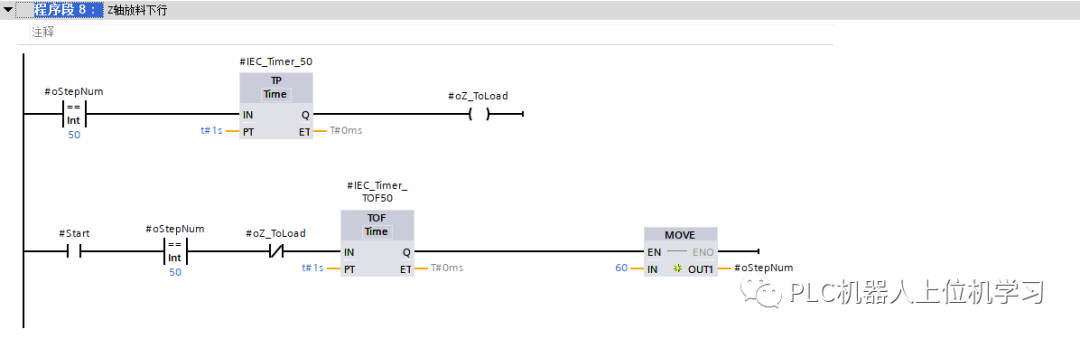
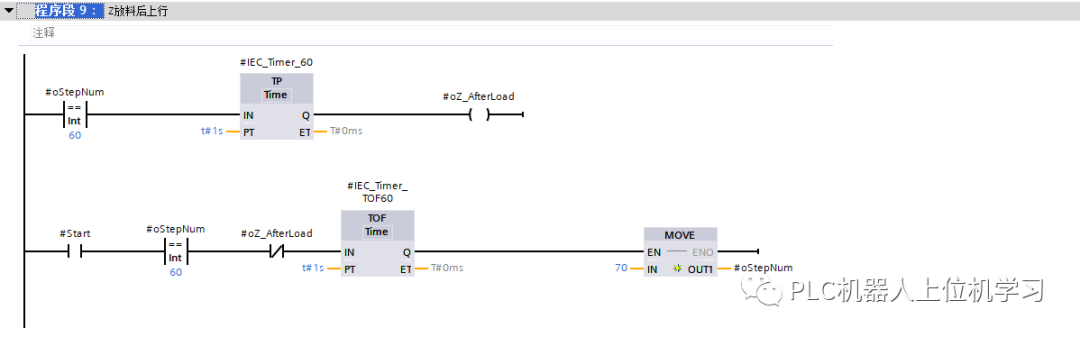
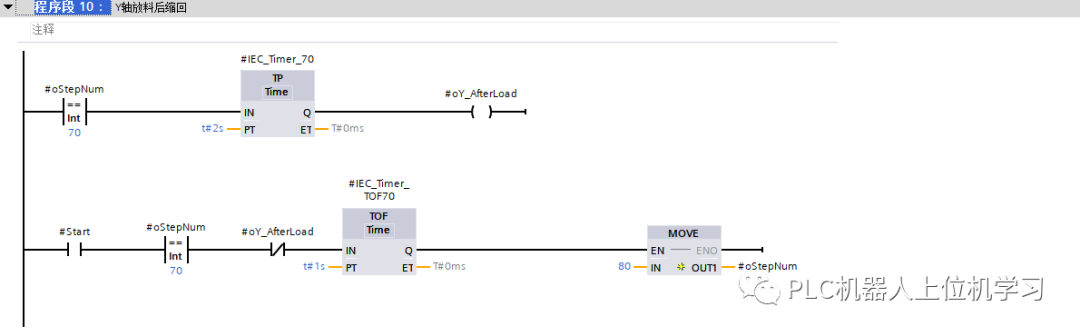
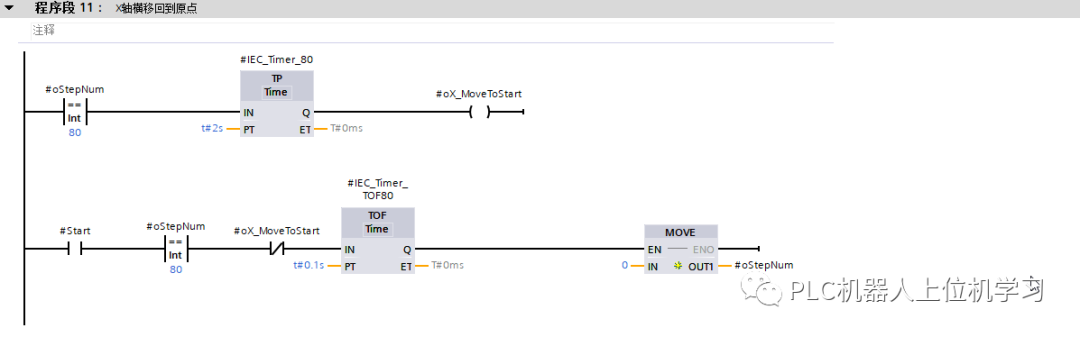
以下是機(jī)械手放料和返回起始點(diǎn)的程序。
Y軸伸出
Z軸放料位置下行
Z軸放料以后上行
Y軸放料后退出
X軸橫移回到起始點(diǎn)
審核編輯:湯梓紅
-
plc
+關(guān)注
關(guān)注
5008文章
13167瀏覽量
462193 -
西門子
+關(guān)注
關(guān)注
94文章
3009瀏覽量
115664 -
編程
+關(guān)注
關(guān)注
88文章
3596瀏覽量
93610 -
程序
+關(guān)注
關(guān)注
116文章
3778瀏覽量
80860 -
順序控制
+關(guān)注
關(guān)注
2文章
26瀏覽量
10724
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
PLC編程實(shí)例集錦
PLC控制伺服電機(jī)應(yīng)用實(shí)例
一個(gè)順序控制,急停保持當(dāng)前步,復(fù)位后繼續(xù)當(dāng)前步運(yùn)行的程序
海為PLC在順序控制上的應(yīng)用

三菱plc如何實(shí)現(xiàn)順序控制_四種三菱plc順序控制編程方式實(shí)例
PLC順序控制正反轉(zhuǎn)控制按鈕開關(guān)沖孔加工等原理動(dòng)圖大全
PLC編程算法,模擬量的順序控制方法
什么是plc順序控制?plc順序控制設(shè)計(jì)方法
plc順序控制的編程方式有哪些
PLC控制系統(tǒng)的設(shè)計(jì)與應(yīng)用實(shí)例詳細(xì)資料概述
PLC編程控制入門常用到的實(shí)例
探究VASS的PLC順序控制程序到底該如何使用
順序控制PLC控制系統(tǒng)和順序功能圖
PLC實(shí)例:順序控制指令,實(shí)現(xiàn)搬運(yùn)動(dòng)作






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論