 MACH3脈沖的工作與輸出(四)
MACH3脈沖的工作與輸出(四)
近段來本人的簡易CNC控制器有小小突破,也基本上完工了,整理控制器資料時順手整理了"MACH3脈沖輸出",感覺還有兩篇沒有貼出就接著續篇(基本是按照自問自答的方式出現).....
圖片資料可以說是比效珍貴的,請珍惜(最少本人是這么認為的,因為這是MACH3實際輸出的波形,并無半點人工干涉,真正想返原它成圖并非是一件易事)
上幾單元說過了,MACH3控制步進電機是按脈沖方向來完成的,但實際上是怎一回事呢???
最常見的是G0 G1,而G0到底是怎走的呢?? 查閱G指令表: G0是點到點運動的,這在機器是如何運作的呢???
G0 測試
假如從A點到達B點情況是如何呢??
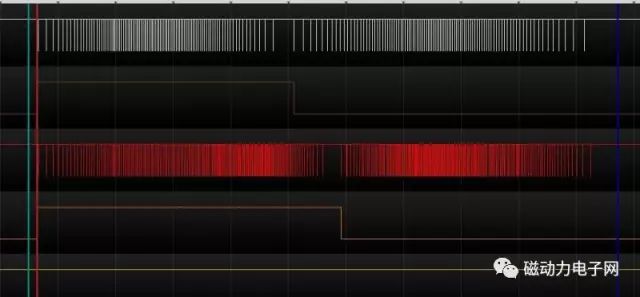
為此本人在通過自己寫的軟件進行分析MACH3波形實際輸出,從而清楚地解決了G0的實際運行方式:
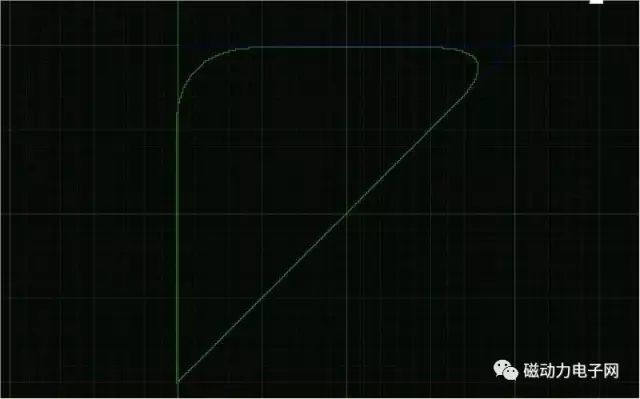
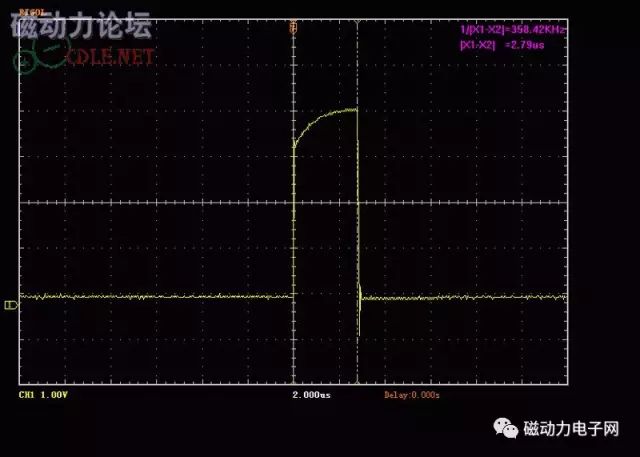
如圖所示(G0X1Y1)
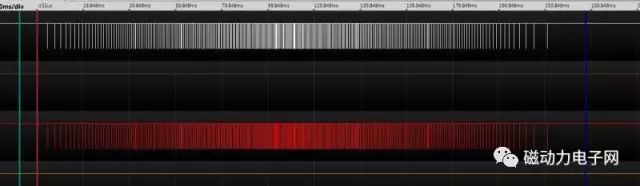
從這個波形來看,可以清楚地知道從A到B有三個過程,一加速過程,二均速過程,三減速過程,這三個過程中對XY來說是完全相同的,清認真看清下圖的直線,實際上并非是真正的直線,而是曲線,XY是你一步我一步.你走,我走,你走,我再走,從而在失量合成時就成了一條與X坐標系成45度角的類直線實際效果如圖
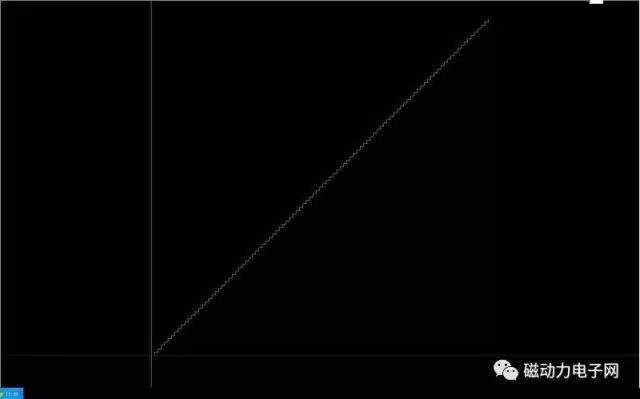
從圖中可能清楚地反應:速度從零開始,最后以零結速,加減速度過程并沒有改變直線的形狀,!!!
這個就是插補的奧妙了!!
有人會說這個簡單了,其實本人認為一點也不簡單,此過程中所包函的知識太多太多了,各位看官要是想了解更多找渡娘.
G1 測試
接著就是在CNC中起了結定性關鍵的G1了,
G1到底是什么一個過程呢? 測試兩個不同的圖形
{
G0x0y0
g1x1y1f1200
g1x1y2
x0y0
}
{
G0x0y0
g1x0y2f1200
x2y2
x0y0
}
直接看圖
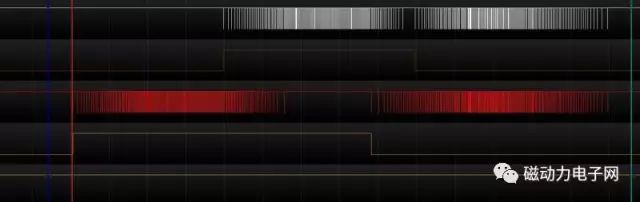
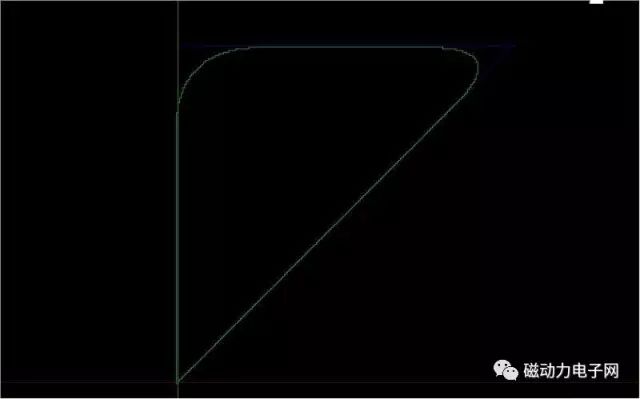
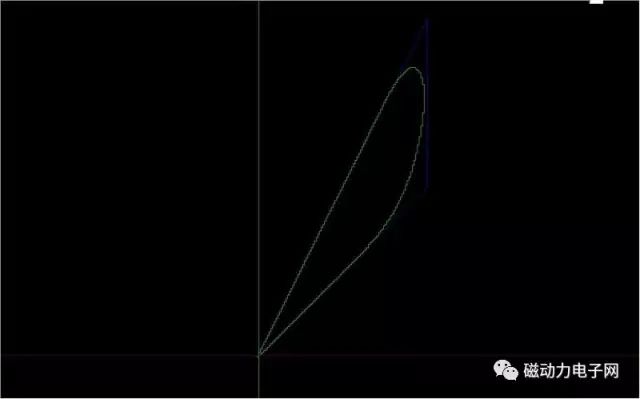
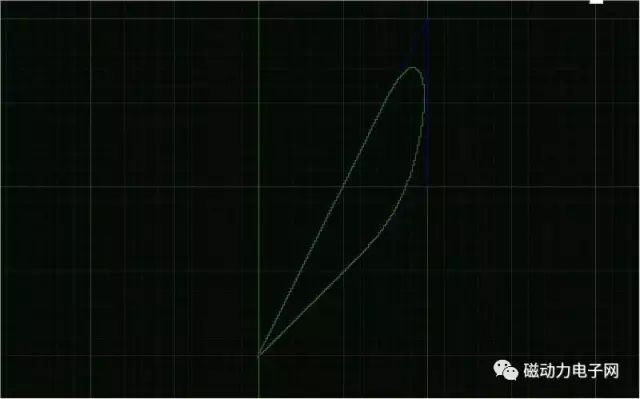
好奇怪的圖形啊,為什么會拐彎呢?? 是誰偷了我的銳角呢??
其實一點也不奇怪,因為有牛頓的慣性定侓存在一切物體運動都不能突變,對此MACH3做了一個非常強的拐角過程,以前有網友問過,為什么我的MACH3會出現圓角呢?這個就是給予最好的解答了.
而這個過程是衡量一個CNC好壞的一個關健.為什么會拐得這么漂亮呢?這個拐角方程式又是什么呢? 對于多軸多微線段中,此拐角還可以這么順嗎??此精度又會是多少呢?? 對此本人花了整整二年時間去解讀它,也算是有的小成!!
在眾多的文獻中,很多地方提到插補,而插補的本質是什么? 插補簡單來說: 根據給定的數學函數,在理想的軌跡式輪廓上的已知點之間,確定一些中間點的一種方法。直線插補這是車床上常用的一種插補方式,在此方式中,兩點間的插補沿著直線的點群來逼近,沿此直線控制刀具的運動。
注意兩個字"逼近" 為因為計算機并口輸出是脈沖方式,再者步進電機按每步進位一定的距離運行的,所以最后所得到的是一個非標準直線.只能逼近它.
脫離MACH3,假如我們用單片機或自己做的并口輸控制,我們有沒有方法去實現這個過程呢? 找渡娘后,所知有一種方式比較直接也比較有效那就是"比較法" 如下
直線插補就是零件程序提供直線段的起點、終點坐標,數控裝置將這兩點之間的空間進行數據密化,用一個個輸出脈沖把空間填補起來,從而形成要求的直線軌跡。
(一).偏差計算公式
直線方程 : yi/xi = ye/xe ; 把標準方程變換一下 xeyi - xiye = 0 ,令 實際偏差值是FI 側實際偏差值 FI = xeyi-xiye
進給方向的選取:使誤差減小的方向
當P點在直線上方時;
則:Xeyi - xiYe>0
當P點在直線下方時;
則:Xeyi - xiYe<0
因此:
由F可判別動點P與理想軌跡的相對位置,從而決定下一步移動方向。
F>0,點P在直線上方,應向+X 移動。
F<0,點P在直線下方,應向+Y 移動。
F=0,點P在直線上,為方便,將 F=0 歸F>0。
為便于計算機編程計算,將F的計算予以簡化。
設第I象限中動點P(xi, yi)的F值為Fi, Fi=Xeyi-xiYe
1.若沿+x向走一步,即
于是有 Fi+1 = Fi -Ye
2.若沿+y向走一步,即
于是有:Fi+1 = Fi +Xe
(二)終點判別的方法有兩種:
1.每走一步,判斷動點P(xi, yi)的坐標值是否與終點坐標相同,即
Xi-Xe =0且 Yi-Ye=0
若兩式同時滿足,插補結束。
2.求程序段總步數n=Xe+Ye,每走一步,n-1->n,直到 n=0,插補結束。
知道方法,那程序如何編寫呢?? 假如運行至(4,3)坐標:
#include "XXOO.h" //頭文件(XXOO笑吧)
void main()
{ int xe,ye,f,j;
xe=4; ye=3; //把常數4寫入變量xe;把常數3寫入變量ye;
f=0; //把常數0寫入f;
j=xe+ye; //讀出xe和ye的值,相加后結果寫入j;
do {if (f>=0)
{if(ye>=xe) //判斷直線是否大于45度;
{cout<<"同時走+x,+y"< f=f+xe-ye; //讀出f、xe和ye的值,計算后結果寫入f;
j=j-2;} //讀出j的值,減2后結果寫入j;
else{cout<<"向+x走一步"< f=f-ye; j=j-1;}}
else {if (ye>xe)
{cout<<"向+y走一步"< f=f+xe; j=j-1;}
else {cout<<"同時走+x,+y"< f=f+xe-ye; j=j-2;}}}
while (j!=0);}
是不是很簡呢?實際這個是理論上的.而真正的運行是比這個復雜得多得多!!!!!!
此方法中只考慮到象限一,能不能用到四個象限之中呢??
對于第二象限,只要去| x |代替x即可,至于輸出驅動,應使x軸步進電機方向旋轉,而y軸步進電機仍為正向旋轉。
同理,第三、四象限的直線也可以變換到第一象限。插補運算時,取| x |和| y |代替x、y。輸出驅動原則是:在第三象限,點在直線上方,向-y方向步進;點在直線下方,想-x方向步進。在第四象限,點在直線上方,想-y方向步進;點在直線下方,想+x方向步進。4個象限各軸插補運動方向如上圖所示。由圖中看出,F>=0時,都是在x方向步進,不管+x向還是-x向,| x |增大。走+x或-x可由象限標志控制,第一、第四象限走+x,第二、三象限走-x。同樣,F<0時,總是走y方向,不論-y向還是+y向,| y |增大。走+y或-y由象限標志控制,第一、二象限走+y,第三、四象限走-y。
假如再加兩軸Z+Z-,A+A-,那么問題就大條了.所考慮到的就不是簡簡單單的比較了,更別說加上速度限定了.
看來"比較法"只能算是初等的算法了,有沒有更加高明的手段或算法呢?
-
控制器
+關注
關注
112文章
16203瀏覽量
177413 -
步進電機
+關注
關注
150文章
3095瀏覽量
147347 -
CNC系統
+關注
關注
0文章
16瀏覽量
6243 -
Mach3
+關注
關注
0文章
13瀏覽量
4290
發布評論請先 登錄
相關推薦
怎樣用市面上賣的20元左右的接口卡 連接臺達伺服驅動器
mach3雕銑創建
如何將電機驅動器與光隔離輸入連接
深入Mach3內核(中文)

MACH3軟件輸入設置
mach3安裝和設置
如何為mach3 bsmce04u連接傳感器LJ12A3 4Z/BX





 工商網監
工商網監
評論