 半導體器件鍵合失效模式及機理分析
半導體器件鍵合失效模式及機理分析
來源:航天科工防御技術研究試驗中心
摘要:
本文通過對典型案例的介紹,分析了鍵合工藝不當,以及器件封裝因素對器件鍵合失效造成的影響。通過對鍵合工藝參數以及封裝環境因素影響的分析,以及對各種失效模式總結,闡述了鍵合工藝不當及封裝不良,造成鍵合本質失效的機理;并提出了控制有缺陷器件裝機使用的措施。
引言
半導體封裝內部芯片和外部管腳以及芯片之間的連接起著確立芯片和外部的電氣連接的重要作用。半導體器件的封裝中,多采用引線鍵合的方式實現內部芯片和外部管腳以及芯片之間的互聯技術;引線鍵合以工藝實現簡單、成本低廉、適用多種封裝形式而在連接方式中占主導地位,目前所有封裝管腳的90 %以上采用引線鍵合連接。鍵合是半導體器件生產過程中的關鍵工序,對半導體器件的產品合格率有很大影響。
在半導體器件的使用過程中,只要其中一個鍵合點損壞,將導致器件失效,輕者造成器件部分功能喪失,嚴重者則完全功能喪失。半導體器件的本質失效約有1/3~1/4是由引線鍵合引起的,故其對半導體器件長期使用的可靠性影響很大。
鍵合失效表現出來的失效模式主要為開路(包括阻抗增大),個別情況為短路。分析其本質失效的原因,有些是與器件鍵合工藝有關,有些與器件的封裝有關,下面結合具體案例分析介紹。
1 鍵合工藝不良造成失效
鍵合焊接時,劈刀壽命達到期限,磨損過多,以及焊接參數(時間、壓力)設置不當,都可能導致鍵合點在以后器件使用過程中產生失效。
1.1 鍵合壓力大造成鍵合點失效
某型號檢波二極管在隨組合完成振動試驗后,發現兩只器件失效,失效模式均為開路。用體視鏡對兩只失效器件外觀進行觀察,未發現明顯異常。啟封器件,置于顯微鏡下觀察,發現兩只失效器件內部芯片鍵合點脫鍵。從開路鍵合點的形貌看,鍵合點金絲變形非常嚴重,邊緣已經變得非常薄且有明顯的開裂現象,說明鍵合焊接時,壓力過大。鍵合壓力大,鍵合點根部損傷嚴重,容易開路,另外,由于鍵合點非常薄且很容易出現“壓裂”情況,受機械力的沖擊,很容易出現開路失效。
1.2 鍵合壓力小引發開路
鍵合時壓力小,有可能造成鍵合點“未壓牢”,鍵合絲與焊盤之間“融合”面積較小,受到機械沖擊力作用,或者是溫度應力作用(尤其是被塑封材料包封的鍵合點),鍵合點很容易與焊盤分離而開路失效。
某型號多絲發光二極管隨整機進行試驗時失效。對失效二極管外引腳進行測試,發現二極管開路失效。對器件進行X射線檢查,鍵合絲未見明顯斷絲現象。對發光二極管外殼進行解剖,采用化學方法去除環氧樹脂包封料,并對暴露出來的8個二極管的各個連接端進行測試,發現1#二極管開路。采用體視顯微鏡和掃描電鏡進行觀察,發現1#二極管內鍵合點與芯片焊盤脫鍵,與正常鍵合點比較,失效鍵合點變形較小。對器件內部所有鍵合絲進行非破壞鍵合拉力試驗,1#二極管內鍵合點脫鍵,“零克力”失效,其它鍵合絲合格。使用掃描電鏡對1#鍵合脫鍵位置進行觀察,發現1#鍵合焊接面積較小。
1.3 鍵合絲塌絲引發短路失效
鍵合絲塌絲觸及器件內部裸露的導體即造成短路失效。引起鍵合絲塌絲的原因很多,有些是因為鍵合絲的長短控制不當引起的,有些是因為鍵合絲走向不合適導致的,還有些是因為鍵合之后人為失誤造成的。由于鍵合絲搭接處于一種不穩定狀態,有時器件的失效現象很難復現,給失效分析工作帶來困難,下面的案例充分說明了這一點。
某型號隔離放大器隨整機進行振動試驗時,發生失效。常溫下,對失效器件進行綜合電性能測試,結果為合格。之后,分別進行低溫(-18 ℃,保溫0.5 h后持續加電20 min)、高溫(+60 ℃環境下,持續加電20 min)、常溫(持續加電20 min) 測試,器件功能正常。又對器件進行5次溫沖試驗(-55 ℃,125 ℃,0.5 h保溫,轉換時間小于1 min)后,常溫持續加電20分鐘測試,高溫(+85 ℃環境下,持續加電50 min)測試,以及恒定加速度試驗(條件為:3 000 g、Y1方向,1 min)后,常溫持續加電20 min測試,結果均為合格。
將失效件返生產廠家進行振動試驗。首先進行兩次不加電振動試驗,X、Y、Z方向各5 min。在每個方向的振動完成后,對器件加電510 min進行測試,結果為合格。第二次振動試驗功率譜密度(PSD)比第一次增加50 %,X、Y、Z方向各5 min。同樣在每個方向的振動完成后,對器件加電510 min進行測試,結果為合格。之后再對失效樣品按第二次振動條件進行加電振動試驗。首先進行Z向(器件最長邊方向)振動,剛剛起振,樣品的正負隔離電壓輸出異常。停止振動并斷電,重新加電后測試也正常。以上試驗結果表明,振動試驗可以激勵器件故障復現。將樣品從振動臺上取下,再次進行加電測試,樣品的正負隔離電壓不正常。說明器件故障現象已處于穩定狀態。
接下來對器件進行X射線檢查,發現器件內部管腳31鍵合金絲與附近獨石電容端頭間無明顯間隙。開封器件,通過顯微鏡觀察發現,器件內部+15 V電源(Pin 31)鍵合金絲與附近獨石電容一端頭搭接。可以看出,該鍵合絲明顯過長。
隔離放大器失效機理為:器件內部管腳31(+15 V)鍵合金絲與附近獨石電容一端頭搭接,造成+15 V電源跳過限流電阻,直接加在內部振蕩器芯片的正電源,導致器件內部振蕩器不能正常供電,產品功耗增大,隔離電壓降低,最終導致器件無輸出。
以上介紹的是鍵合絲塌絲觸及電容端頭造成失效案例;有些案例是塌絲觸及芯片邊緣引起失效。
2 封裝原因引起器件內部鍵合失效
因封裝原因引發器件鍵合失效的情況包括:器件腔體內水汽含量高并有腐蝕性元素,造成鍵合點腐蝕開路失效,玻璃熔封DIP器件玻璃熔封料擠壓外鍵合點開路失效,塑封器件分層造成內鍵合點脫鍵失效等。下面分別給予介紹:
2.1 內部鍵合點腐蝕開路失效
某型號三極管隨組合進行試驗過程中出現失效。對失效器件外部進行觀察,發現:器件殼體表面存在熏黑跡象;底座管腳間藍色橡膠墊局部存在過熱、熔融現象。
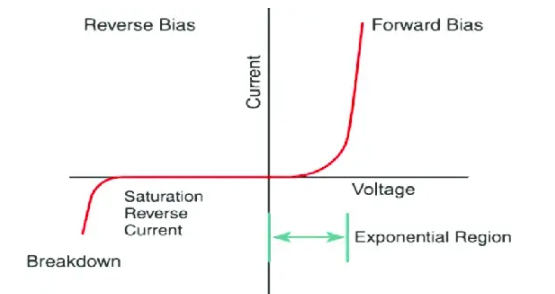
對失效器件管腳間V-I特性進行測試,結果為:E、B及E、C極間正、反向均呈開路,B、C極間呈二極管特性。
對失效器件進行氣密封檢測,發現管殼與底座焊接區域存在微泄露,細檢不合格。對失效器件進行粒子碰撞噪聲檢測,結果為合格。
啟封器件,置于顯微鏡下觀察,發現:發射極E極外合區及鍵合絲表面嚴重腐蝕,存在一層白色絮狀腐蝕產物;E極外鍵合區附近鍵合絲熔斷;底座及芯片表面靠近E極鍵合區附近區域存在變色發黑現象;B極鍵合絲未發現明顯異常。
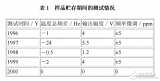
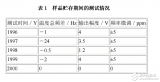
用掃描電鏡觀察,發現E極外鍵合區及鍵合絲表面腐蝕嚴重,存在一層白色絮狀、似松球狀腐蝕產物;E極外鍵合區附近鍵合絲已熔斷。對E極外鍵合區附近進行能譜分析,發現除含有Al、Si、Fe、Ni等主元素外,還含有O、P等元素;對鍵合絲表面腐蝕物進行能譜分析,發現除有Al、Si、Fe、Ni等元素外,還有O、P、Cl等元素;對B極外鍵合區進行能譜分析,只有Ni元素。因此得出:失效器件由于密封不合格,導致使用過程中水汽進入器件內部,同時E極鍵合區殘存P等腐蝕元素,使鍵合區及鍵合絲外表面形成腐蝕產物堆積,在電應力的作用下,進一步過流燒毀、熔斷。
2.2 玻璃熔封料擠壓外鍵合點開路失效
某型號玻璃熔封DIP器件在隨整機進行溫度沖擊試驗時,發現輸出異常。對器件進行X射線檢查,發現管腳11~14一側玻璃熔封料較多。
對器件管腳間V-I特性進行測試,發現1Cext端口(管腳14)與地間開路,而正常器件則呈低阻特性。
啟封器件,置于顯微鏡下觀察,芯片表面未見明顯的擊穿燒毀及其它異常現象,但管腳1114一側玻璃熔封料較多,致使管腳1114外鍵合焊盤已完全被玻璃熔封料覆蓋。器件封蓋與基座分開后,測試管腳14與焊盤間電連接無異常,管腳14焊盤上鍵合絲下面有一明顯玻璃熔封料凸起部位。封蓋上殘留的玻璃熔封料粘連部分與管腳35、管腳1114相連鍵合絲。管腳14內鍵合絲出現兩個斷點,一個斷點位于外鍵合頸縮部位,另一斷點位于鍵合絲中部,芯片一側仍殘留一段管腳14的內鍵合絲。用萬用表測試該段鍵合絲與地間電阻,呈低電阻特性。
用掃描電鏡及EDX對芯片一側1Cext端口殘留鍵合絲進行形貌觀察與檢測,發現斷口為斜斷口,斷裂部位有明顯的頸縮現象,具有明顯的受力塑性斷裂特征。EDX檢測發現含有Al、Si、C、O等元素,未發現腐蝕性元素。此處斷裂為開封過程造成的。用掃描電鏡及EDX對封蓋上殘留的1Cext端口外鍵合頸縮斷裂部位進行形貌觀察與檢測,并與1Q端口(管腳13)外鍵合頸縮斷裂部位進行比較,發現1Cext端口外鍵合斷裂部位存在玻璃熔封料,而1Q端口外鍵合頸縮斷裂部位呈明顯的受力斷裂特征,能譜分析顯示主要為Al元素。因此得出:器件失效是由于1Cext端口在管腳鍵合點頸縮部位開路造成的。導致該部位開路的原因為:封蓋時1Cext端口管腳鍵合根部下面滲入了玻璃熔封料,對鍵合絲形成了“翹起”作用,并造成應力集中部位-外鍵合頸縮處-損傷。器件裝機使用后,在各種環境應力試驗過程中,受到熱應力和機械應力的作用,造成該部位損傷程度進一步惡化,最終開路失效。
2.3 塑封器件分層造成內鍵合點脫鍵失效
塑封器件膜塑材料與芯片的熱膨脹系數不同,如果塑封包封料與芯片間存在分層,溫度變化將在塑封材料與芯片表面產生熱機械剪切應力,芯片中心處的應力可以忽略,向外角或邊緣延伸時應力成指數級增加;由于鍵合部位一般位于芯片邊緣,很容易產生鍵合點脫鍵失效。
某型號集成電路在隨整機進行試驗時出現失效。對失效器件進行掃描超聲顯微鏡檢查,芯片表面及部分外鍵合部位呈現分層現象。
采用化學方法啟封失效器件,置于顯微鏡下觀察,發現器件內部部分與芯片基座相連的內鍵合絲已經脫落;多根內鍵合絲在芯片上的鍵合發生移位,說明鍵合與焊盤已經脫鍵。器件封裝后,金絲球被塑封材料包裹,而塑封包封料與芯片間存在分層,芯片與塑封材料熱漲系數差別較大,溫度變化(如溫度循環試驗)將在塑封材料與芯片表面產生熱機械剪切應力,加之鍵合點部位應力集中,造成部分鍵合點脫鍵失效。
3 預防措施
對于上述因制作工藝不當引起的鍵合失效,除了采取加強工藝控制的措施外,還可以通過相關的DPA試驗項目或者篩選試驗項目予以發現并剔除。下面詳細介紹。
對于因鍵合壓力大或壓力小造成的鍵合缺陷,DPA試驗中的內部目檢可以發現鍵合點的異常形貌,DPA鍵合拉力試驗也可以檢測出鍵合力偏小(甚至“零克力”)的鍵合點。對于鍵合絲偏移、塌絲等缺陷,通過DPA試驗中X射線檢查(對Au絲),以及內部目檢可以及早發現。對于鍵合點腐蝕缺陷,DPA試驗中氣密性檢測可以發現器件密封問題,內部氣體成份分析可以檢測出器件內部水汽含量是否超標,內部目檢可以及早發現腐蝕缺陷。恒定加速度的篩選試驗也可以一定程度地暴露及剔除上述缺陷。
通過DPA試驗中X射線檢查,以及內部目檢可以及早發現玻璃熔封料擠壓外鍵合點缺陷。通過DPA試驗中超聲掃描檢查,可以及早發現塑封器件分層缺陷。另外,溫度循環試驗也可以一定程度地暴露及剔除上述缺陷。
4 結束語
前面通過典型案例介紹,分析了鍵合工藝不當,以及器件封裝因素對器件鍵合本質失效造成的影響。對以上分析進行總結,得出鍵合工藝不當,對元器件失效產生的影響主要體現在以下幾方面:鍵合壓力大造成鍵合點損傷,導致鍵合開路失效。鍵合時壓力小,鍵合絲與焊盤之間“融合”面積較小,導致鍵合開路失效。鍵合絲的長短控制不當,或者走向不合適,導致短路失效。因封裝原因引發器件鍵合失效的情況包括:空封器件腔體內氣氛不良,造成鍵合點腐蝕開路失效,陶瓷玻璃熔封料擠壓外鍵合點開路失效,以及塑封器件分層造成內鍵合點開路失效等。通過相關的DPA試驗項目或者篩選試驗項目可以及早暴露缺陷并予以剔除。
審核編輯:湯梓紅
-
芯片
+關注
關注
450文章
49636瀏覽量
417153 -
半導體
+關注
關注
334文章
26324瀏覽量
209997 -
封裝
+關注
關注
125文章
7593瀏覽量
142145 -
鍵合
+關注
關注
0文章
51瀏覽量
7831
原文標題:半導體器件鍵合失效模式及機理分析
文章出處:【微信號:wc_ysj,微信公眾號:旺材芯片】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
元器件失效了怎么分析? 如何找到失效原因?
MEMS慣性器件典型失效模式及失效機理研究







 工商網監
工商網監
評論