") 高速走絲線切割機床斷絲原因和處理方法
高速走絲線切割機床斷絲原因和處理方法
高速走絲線切割機床適合加工各種復(fù)雜形狀的沖模及單件齒輪、花鍵、尖角窄縫類零件,具有速度快、周期短等優(yōu)點,應(yīng)用非常普及。高速走絲的線切割機床的電極絲主要是采用鉬絲,電極絲運動速度快通常為8~12米/秒,而且是雙向往返循環(huán)運行,在加工過程中很容易發(fā)生斷絲。如果在切割工件過程中多次斷絲,不僅會造成一定的經(jīng)濟損失,而且會帶來重新繞絲的麻煩;不僅耽誤時間,而且會在工件上產(chǎn)生斷絲痕跡,影響加工質(zhì)量,嚴重的會造成工件報廢。本文詳細的總結(jié)了高速走絲線切割機床在工作中經(jīng)常出現(xiàn)的斷絲原因及解決辦法:
1 鉬絲
鉬絲的松緊程度。如果鉬絲安裝太松,則鉬絲抖動厲害,不僅會造成斷絲,而且由于鉬絲的抖動直接影響工件表面粗糙度。但鉬絲也不能安裝得太緊,太緊內(nèi)應(yīng)力增大,也會造成斷絲,因此鉬絲在切割過程中,其松緊程度要適當,新安裝的鉬絲,要先緊絲再加工,緊絲時用力不要太大。鉬絲在加工一段時間后,由于自身的拉伸而變松。當伸長量較大時,會加劇鉬絲振動或出現(xiàn)鉬絲在貯絲筒上重疊。使走絲不穩(wěn)而引起斷絲。應(yīng)經(jīng)常檢查鉬絲的松緊程度,如果存在松弛現(xiàn)象,要及時拉緊。
鉬絲安裝。鉬絲要按規(guī)定的走向繞在貯絲筒上,同時固定兩端。繞絲時,一般貯絲筒兩端各留10mm,中間繞滿不重疊,寬度不少于貯絲筒長度的一半,以免電機換向頻繁而使機件加速損壞,也防止鉬絲頻繁參與切割而斷絲。
機床上鉬絲引出處有擋絲棒,擋絲棒是由兩根紅寶石制成的導(dǎo)向立柱,擋絲棒不像導(dǎo)輪那樣作滾動運動,他們直接與鉬絲接觸,作滑動摩擦。因此磨損很快,使用不久柱體與鉬絲接觸的地方就會形成深溝,必須及時檢查并進行翻轉(zhuǎn)和更換,否則會出現(xiàn)疊絲斷絲。
2 運絲機構(gòu)
線切割機的運絲機構(gòu)主要是由貯絲筒、線架和導(dǎo)輪組成。當運絲機構(gòu)的精度下降時(主要是傳動軸承),會引起貯絲筒的徑向跳動和軸向竄動。貯絲筒的徑向跳動會使電極絲的張力減小,造成絲松,嚴重時會使鉬絲從導(dǎo)輪槽中脫出拉斷。貯絲筒的軸向竄動會使排絲不勻,產(chǎn)生疊絲現(xiàn)象。貯絲筒的軸和軸承等零件常因磨損而產(chǎn)生間隙,也容易引起絲抖動而斷絲,因此必須及時更換磨損的軸和軸承等零件。貯絲筒換向時,如沒有切斷高頻電源,會導(dǎo)致鉬絲在短時間內(nèi)溫度過高而燒斷鉬絲,因此必須檢查貯絲筒后端的行程開關(guān)是否失靈。要保持貯絲筒、導(dǎo)輪轉(zhuǎn)動靈活,否則在往返運動時會引起運絲系統(tǒng)振動而斷絲。繞絲后空載走絲檢驗鉬絲是否抖動,若發(fā)生抖動要分析原因。貯絲筒后端的限位擋塊必須調(diào)整好,避免貯絲筒沖出限位行程而斷絲。擋絲裝置中擋塊與快速運動的鉬絲接觸、摩擦,易產(chǎn)生溝槽并造成夾絲拉斷,因此也需及時更換。導(dǎo)輪軸承的磨損將直接影響導(dǎo)絲精度,此外,當導(dǎo)輪的V型槽、寶石限位塊、導(dǎo)電塊磨損后產(chǎn)生的溝槽,也會使電極絲的摩擦力過大,易將鉬絲拉斷。這種現(xiàn)象一般發(fā)生在機床使用時間較長、加工工件較厚、運絲機構(gòu)不易清理的情況下。因此在機床使用中應(yīng)定期檢查運絲機構(gòu)的精度,及時更換易磨損件。
3 工件
工件材料:對不經(jīng)鍛打、不淬火材料,在線切割加工前最好采用低溫回火消除內(nèi)應(yīng)力,因為如果工件的內(nèi)應(yīng)力沒有得到消除,在切割時,有的工件會開裂,把鉬絲碰斷;有的會使間隙變形,把鉬絲夾斷或彈斷。如淬火后T8鋼在線切割加工中及易引起斷絲盡量少用。切割厚鋁材料時,由于排屑困難,導(dǎo)電塊磨損較大,注意及時更換。
工件裝夾:雖然線切割加工過程中工件受力極小,但仍需牢固夾緊工件,防止加工過程中因工件位置變動造成斷絲。同時要避免由于工件的自重和工件材料的彈性變形造成的斷絲。在加工厚重工件時,可在加工快要結(jié)束時,用磁鐵吸住將要下落的工件,或者人工保護下落的工件,使其平行緩慢下落從而防止斷絲。
4 電參數(shù)
電參數(shù)選擇不當也是引起斷絲的一個重要原因,所以要根據(jù)工件厚度選擇合理的電參數(shù),將脈沖間隔拉開一些,有利于熔化金屬微粒的排出,同時峰值電流和空載電壓不宜過高,否則使單個脈沖能量變大,切割速度加快,容易產(chǎn)生集中放電和拉弧,引起斷絲。一般空載電壓為100V左右。在電火花加工中,電弧放電是造成負極腐蝕損壞的主要因素,再加上間隙不合適,容易使某一脈沖形成電弧放電,只要電弧放電集中于某一段,就會引起斷絲。
根據(jù)工件厚度選擇合適的放電間隙:放電間隙不能太小,否則容易產(chǎn)生短路,也不利于冷卻和電蝕物的排出;放電間隙過大,將影響表面粗糙度及加工速度。當切割厚度較大的工件時,應(yīng)盡量選用大脈寬電流,同時放電間隙也要大一點,長而增強排屑效果,提高切割的穩(wěn)定性。
5 結(jié)束語:
以上對高速走絲線切割機斷絲原因的分析以及提到的解決辦法,是根據(jù)長期工作經(jīng)驗總結(jié)出來的。在實際操作過程中,由于設(shè)備、加工工藝、材料造成斷絲的原因還會有很多,需要在工作中不斷的總結(jié)和提高。
-
機床
+關(guān)注
關(guān)注
1文章
571瀏覽量
30224 -
切割機
+關(guān)注
關(guān)注
4文章
295瀏覽量
18616
發(fā)布評論請先 登錄
相關(guān)推薦
激光切割機床身是什么結(jié)構(gòu)好
激光切割機床的基本操作步驟
激光切割機床的基本組成及其作用
激光切割機3000w能割多厚啊

6000W激光切割機能夠切割的具體厚度由什么來確定

激光切割機型號參數(shù)
數(shù)控精密激光切割機可用于切割哪些材料以及厚度

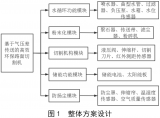
基于氣壓差傳送的高效環(huán)保路面切割機設(shè)計方案
光纖精密激光切割機在工業(yè)制造的新篇章
機器人激光切割機和管道切割設(shè)備可以切割哪些材料
為何管材板材類材料更適合選用圓管激光切割機來切呢






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論