 淺談高功率激光復合焊
淺談高功率激光復合焊
激光復合焊是結合激光束和電弧進行焊接的一種激光焊接方式,雜交效果顯示出其焊接速度,熔深和工藝穩定性的顯著提高。自80年代末以來,依靠高功率激光器的不斷發展進而推動了激光復合焊技術的發展,使得材料厚度、材料反射率、間隙橋接能力等問題不再是阻礙。已成功應用于中厚材料零件的焊接中。
一、激光復合焊接技術
1、激光復合焊接特點
在激光復合焊接過程中,激光束和電弧在一個共同的熔池中相互作用[1](如圖1),它們的協同作用產生了深而窄的焊縫,從而提高了生產率。
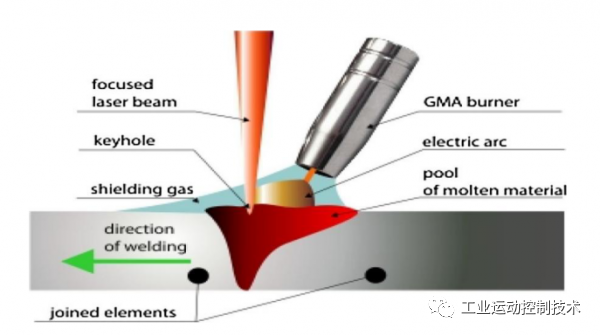
圖1. 激光電弧復合焊工藝方案
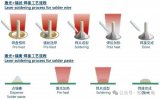
2、激光復合焊接基本原理
激光焊接因熱影響區非常窄,其激光束可以聚焦在很小的區域上,產生狹窄而深的焊縫而著稱,能夠實現更高的焊接速度,從而減少了熱量輸入并降低了焊接零件的熱變形幾率。然而,激光焊接的縫隙橋接能力差,因此在工件裝配和邊緣準備中要求很高的進動[1]。激光焊接對于鋁,銅,金等高反射率材料焊接也非常困難。與此相反,電弧焊工藝具有出色的間隙橋接能力,高電效率,并且可以有效地焊接具有高反射率的材料。但是,電弧焊過程中的低能量密度會使該過程變慢,從而在焊接區域產生大量的熱量輸入,并導致焊接零件的熱變形。因此使用高功率激光束進行深熔焊的同時使用具有高能量效率的電弧協同作用于焊接[2](如圖2),混合效應彌補了工藝的缺陷,并補充了其優勢。
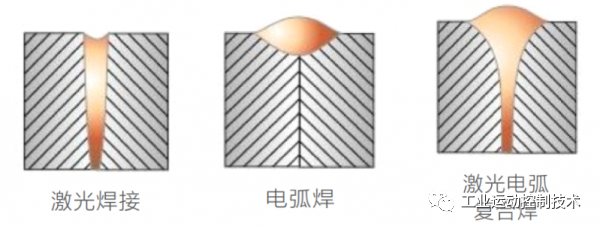
圖2.分別是激光焊接,電弧焊和激光電弧復合焊期間焊縫的形成模式
3、激光復合焊接工藝優勢
激光焊接的缺點是縫隙橋接能力差,對工件裝配要求較高;電弧焊接的缺點是在焊接厚板時,低能量密度,熔深淺,在焊接區域產生大量的熱量輸入,會導致焊接零件的熱變形。而二者的結合能相互影響和支持彌補了彼此焊接工藝的缺陷(如圖3),充分發揮激光深熔和弧焊蓋面優勢,達到熱輸入量小,焊縫變形量小,焊接速度快且焊接強度高的優點[3]。
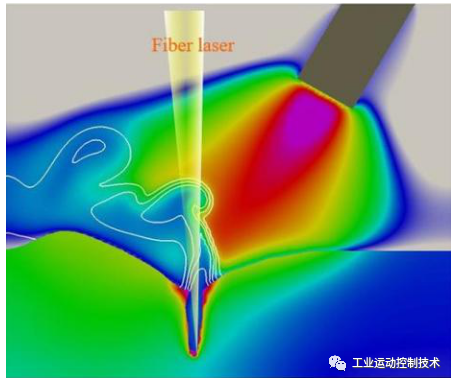
圖3.激光復合焊接過程圖
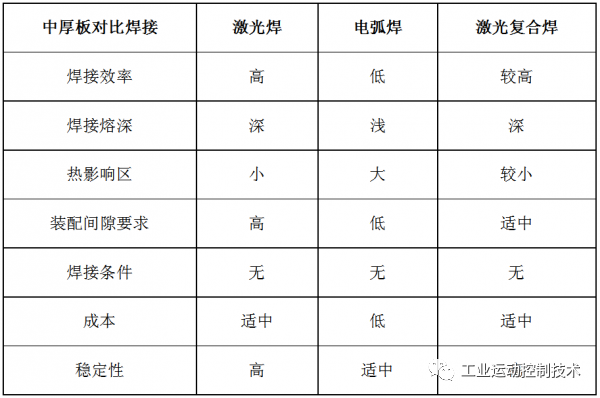
4、激光復合焊接對比
二、激光復合焊案例
1、激光復合焊結構

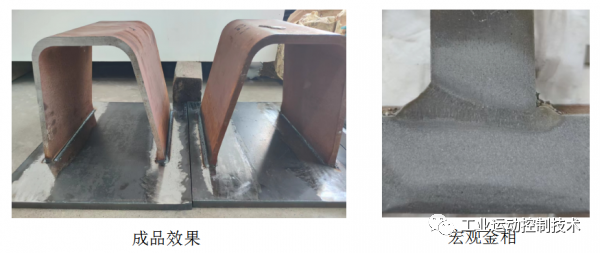
2、案例1
產品介紹:復合型蒸發式冷卻(凝)裝備。
焊接要求:管材對接,16mm外角焊,特殊材質板材拼焊。

成品效果

宏觀金相
3、案例2
產品介紹:船體夾板U肋鋼。
焊接要求:8,10,16mm外角焊縫需要全熔透,單面焊接,背面成型。
三、激光復合焊行業應用及發展
1、應用行業
隨著高功率激光器技術的逐漸成熟,激光復合焊于各個領域中得到普遍應用,有著較高的焊接效率、較高的間隙容忍度和較深焊接熔深等優點,是中厚板焊接的優選焊接方法,同樣也是能夠在大型裝備制造領域替代傳統焊接的焊接方式。適用于工程機械,橋梁,容器,管道,船舶,鋼構,重工等工業領域[4]。
2、發展趨勢
根據新思界產業研究中心發布的《2022-2026年中國激光電弧復合焊行業市場行情監測及未來發展前景研究報告》顯示,我國是激光設備生產大國,2021年,我國激光設備行業產量在20萬臺以上,其中激光焊接設備約占激光設備市場的27.3%,是市場主流設備之一。而激光復合焊是激光焊接的新型設備之一,隨著各個行業對中厚度板材焊接需求不斷釋放,激光復合焊的需求市場不斷擴大,但就目前而言大功率激光復合焊還是依賴于進口的較大,被德國、意大利、英國、美國等國家企業所壟斷,大功率激光復合焊國產替代空間廣闊。
為打破這一僵面,我國企業在技術、人才、應用等方面不斷創新,推動替代進口大功率激光復合焊的步伐,大功率激光復合焊國產替代的發展趨勢越發明顯。
-
激光
+關注
關注
19文章
3120瀏覽量
64363 -
激光器
+關注
關注
17文章
2485瀏覽量
60254 -
焊接
+關注
關注
38文章
3059瀏覽量
59588
發布評論請先 登錄
相關推薦
高功率半導體激光器的散熱秘籍:過渡熱沉封裝技術揭秘

激光錫焊與電烙鐵錫焊的區別
高壓放大器在高功率固體板條激光器光束實驗中的應用
迅鐳激光高功率切割設備中標山東高速
松盛光電恒溫激光錫焊系統解決方案
革新傳統焊接:激光錫焊技術在微電子領域的突破
臺銘光電808nm高功率激光芯片技術取得重大突破
如何實現激光功率和光束焦距的精確控制

華光光電808nm高功率半導體激光芯片研究取得重大技術突破
激光拼焊如何提高汽車制造工藝?

手持激光焊接機能焊5.0厚的鋁板嗎





 工商網監
工商網監
評論