") 316和316L有什么區(qū)別
316和316L有什么區(qū)別
我們大家都知道316L是一種不銹鋼材料牌號,AISI 316L是對應(yīng)的美國標號,sus 316L 是對應(yīng)的日本標號。我國的標準牌號為022Cr17Ni12Mo2(新標),舊牌號為00Cr17Ni14Mo2,表示主要含有Cr,Ni,Mo數(shù)字表示大概含有的百分比。
那么你知道316和316L有什么區(qū)別,你造嗎? 首先看一看材料的化學成分

我們可以看出:兩者碳含量不同,316L的碳含量更低,具有更好的耐腐蝕性。這里面“L”就是Low的意思。 打個通俗易懂的比方好了,當今以純素萌為美,你偏偏弄個了殺馬特的發(fā)型,那你就LOW了。 當大家都在討論莎士比亞的時候,你偏偏要談趙本山,那你就LOW了。 當小伙伴們都愛琴棋詩畫的時候,你偏偏喜歡和社區(qū)的大媽們打麻將,那你就LOW了。 當大家都愛清潔愛衛(wèi)生的時候,你偏偏隨地吐痰亂丟垃圾,那你就LOW了。 Low在英文里是“低”的意思。這回您知道他們的不同了吧!現(xiàn)在你可知道304和304L,317和317L有什么不同了嗎?
1、焊接方法 由于現(xiàn)場多數(shù)為不銹鋼管道且大小不一,根據(jù)不銹鋼的焊接特點,盡可能減小熱輸入量,故采用手工電弧焊、氬弧焊兩種方法。 管徑大于159 mm 的采用氬弧焊打底,手工電弧焊蓋面。管徑小于159 mm 的全用氬弧焊。焊機采用手工電弧焊/氬弧焊兩用的WS7 一400 逆變式弧焊機。
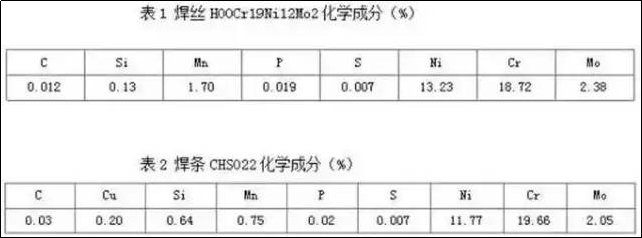
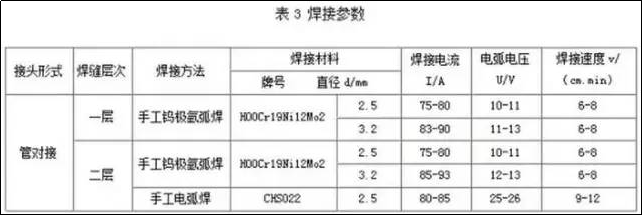
2、焊接材料 奧氏體不銹鋼是特殊性能用鋼,為滿足接頭具有相同的性能,應(yīng)遵循“等成分”原則選擇焊接材料,同時為增強接頭抗熱裂紋和晶間腐蝕能力,使接頭中出現(xiàn)少量鐵素體,選擇H00Cr19Ni12Mo2氬弧焊用焊絲,手弧焊用焊條CHSO22 作為填充材料,其成分見表1 和表2。
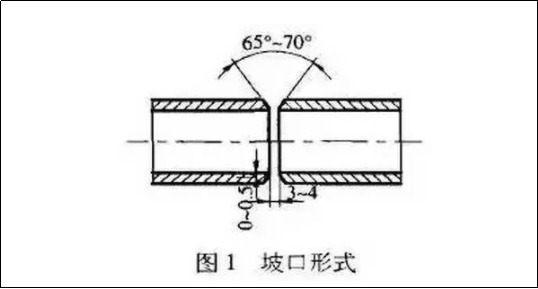
3、焊接參數(shù) 奧氏體不銹鋼的突出特點是對過熱敏感,故采用小電流、快速焊,多層焊時要嚴格控制層間溫度,使層間溫度小于60 ℃ 。具體參數(shù)見表3 。
4、坡口形式及裝配定位焊 坡口形式采用V形坡口,由于采用了較小的焊接電流,熔深小,因而坡口的鈍邊比碳鋼小,約為0-0.5mm,坡口角度比碳鋼大,約為65°-700°,其形式見圖1 。
因不銹鋼熱膨脹系數(shù)較大,焊接時產(chǎn)生較大的焊接應(yīng)力,要求采用嚴格的定位焊。對于d≦Φ89mm的管采用兩點定位,d=Φ89-Φ219mm采用三點定位,d≧219mm的采用四點定位;定位焊縫長度6-8mm。
5、焊接技術(shù)要求 ①手工電弧焊時焊機采用直流反接,氬弧焊時采用直流正接; ②焊前應(yīng)將焊絲用不銹鋼絲刷刷掉表面的氧化皮,并用丙酮清洗;焊條應(yīng)在200-250℃烘干1h,隨取隨用; ③焊前將工件坡口兩側(cè)25mm范圍內(nèi)的油污等清理干凈,并用丙酮清洗坡口兩側(cè)25mm范圍; ④氬弧焊時,噴嘴直徑Φ2mm , 鎢極為鈰鎢極,規(guī)格Φ2.0mm ; ⑤氬弧焊焊接不銹鋼時,背面必須充氬氣保護,才能保證背面成形。采用在管道內(nèi)局部充氬的方法,流量為5-14L/min,正面氬氣流量為12一13L/min 。
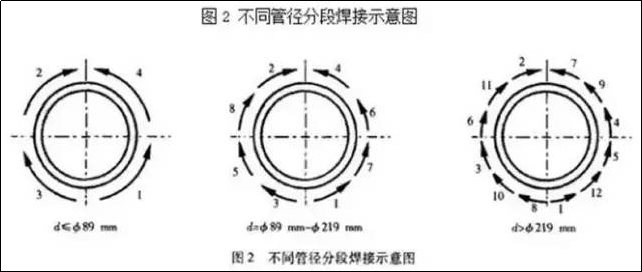
注意 ①打底焊時焊縫厚度應(yīng)盡量薄,與根部熔合良好,收弧時要成緩坡形,如有收弧縮孔,應(yīng)用磨光機磨掉。必須在坡口內(nèi)引弧熄弧,熄弧時應(yīng)填滿弧坑,防止弧坑裂紋。 ②由于該不銹鋼為奧氏體不銹鋼,為防止碳化物析出敏化及晶間腐蝕,應(yīng)嚴格控制層間溫度和焊后冷卻速度,要求焊接時層間溫度控制在60℃以下,焊后必須立即水冷,同時采用分段焊接。具體分段方法見圖2。這種對稱分散的焊接順序,即可增大接頭的冷卻速度,又可減小焊接應(yīng)力。
6、結(jié)果 ①外觀檢查無氣孔、焊瘤、凹陷及咬邊等缺陷,成形良好。 ②對試件進行拉伸、彎曲試驗,各項力學性能指標均滿足要求,未發(fā)現(xiàn)未熔合和裂紋等缺陷。 ③宏觀金相檢驗,發(fā)現(xiàn)焊道熔合良好,熔深為1-1.5mm。微觀金相檢驗,其母材及熱影響區(qū)都是全奧氏體組織,焊縫金屬為奧氏體十鐵素體(4%)組織,完全滿足抗晶間腐蝕和抗脆化的要求,經(jīng)煤化公司現(xiàn)場施工保證了焊接工程質(zhì)量。
編輯:黃飛
-
焊接技術(shù)
+關(guān)注
關(guān)注
2文章
150瀏覽量
17540 -
不銹鋼
+關(guān)注
關(guān)注
1文章
74瀏覽量
12212 -
氬弧焊
+關(guān)注
關(guān)注
6文章
33瀏覽量
11009 -
電弧焊機
+關(guān)注
關(guān)注
0文章
15瀏覽量
7677
原文標題:316和316L有什么不同,別再一問三不知!
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
316L不銹鋼網(wǎng)套,臭氧不銹鋼屏蔽網(wǎng)套
臭氧316L不銹鋼針織網(wǎng)套,耐腐蝕過濾網(wǎng)套
不銹鋼編織帶軟連接304和316材質(zhì)的區(qū)別是什么?
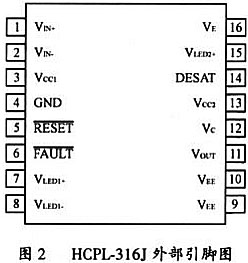
HCPL-316J內(nèi)部結(jié)構(gòu)及工作原理
TLV316 TLVx316 10MHz、低噪聲、RRIO、CMOS 運算放大器






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論