 CRT-雙工位全自動八軸激光焊接示教系統操作說明
CRT-雙工位全自動八軸激光焊接示教系統操作說明
第一章·系統概述
CRT-DMC640ML-8Ax 八軸激光焊機系統是基于雙四軸運動控制器 DMC640MD 的硬件平臺,在公司八軸激光焊機系統成熟的技術和廣泛的市場應用的基礎上,根據市場需求,采納了廣大客戶的寶貴意見,經深圳市科瑞特自動化全體同仁的共同努力,推出的一款高端運動控制系統。

1.1 系統組成
CRT-DMC640ML-8Ax 系統主要由雙運動控制器(DMC640MD)和手持盒(LeaderST)三個部分組成。
?雙 DMC640MD 控制器為系統核心,可以儲存 500 組不同產品加工數據;
?LeaderST 手持盒,為手持控制端,通過標準 ModBus 協議與雙 DMC640MD 控制器進行實時通訊;手持盒采用坐標信息采集和功能編輯同屏式設計,使編程更加清晰、方便;
? 開關量輸入:
輸入電壓:5~30V;高電壓>4.5V;低電壓<1.0V;
?脈沖輸出:
通道:雙控制器各 4 脈沖+4 方向,全部光電隔離;
輸出類型:24V 輸出,內含 1.0K 限流電阻,直接接 5V 驅動器;
實際最高脈沖頻率:200KHz/軸。
?開關量輸出
通道:12,全部光電隔離;
輸出類型:NPN 集電極開路輸出,最大峰值電流 3000mA,最大持續電流 500mA。
?應用環境
電源要求:20~28V DC(50W);
功 耗:< 4W
工作溫度:0~60 攝氏度;工作濕度:20%~95%;
儲存溫度:-20~80 攝氏度;儲存濕度:0%~95%;
第二章·快速入門
2.1 示教基礎知識
在工業控制領域,示教系統是一種通過示教編程存儲運動動作,然后將存儲的動作重現出來的一種非常流行的人機交互式的控制系統。一個完整的示教系統由機械結構部分,驅動部分,控制系統,示教盒等部分組成。一般而言示教系統,仿形系統,教導式系統的含義大致相同。
1. 能保存圖形,掉電后數據不會丟失。
2. 操作簡單,功能多樣的示教編輯功能,能編輯加工復雜圖形。
3. 系統有較高的加工生產效率。
4. 系統有足夠的記憶空間滿足多種產品和規格的生產需求。
根據以上要求,本系統的功能特點簡單說明如下:能保存圖形,掉電后不會丟失,操作簡單,多種定位及高級功能,能方便高效的編輯圖形。控制器和手持盒兼容性強,可獨立工作,多達 500 個圖形存儲,能滿足加工不同工件的要求。
對于本系統,示教的基本步驟如下:
1. 預先規劃需要運動的軌跡(包括點焊、拖焊、圓弧焊、主機移動、工位激動、輸出控制、輸入檢測跳轉等動作)。
2. 根據第一步的設想編輯出加工的工藝程序,注意,此時的參數都是待定的。
3. 通過手持盒系統中的示教編輯功能,通過手動移動或坐標輸入將參考點移動到目標位置,記錄這些點的位置信息以及相關參數。一系列的點組合起來即為所規劃的加工軌跡。
4. 設置加工相關的運行參數(各軸速度、系數等)。
5. 運行指定編號的圖形。即可將編輯的圖形通過控制系統重現,達到一次示教即可進行多次自動加工的目的。
2.2 示教編輯入門
2.2.1 移動例程
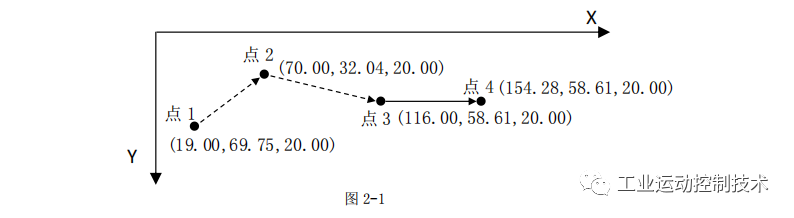
例程要求(左工位):如圖 2-1 所示:(1)移動到“點 1”,點焊時間 1s,激光功率 60%;(2)移動至“點 2”,點焊時間 2s,激光功率 80%;(3)移動至“點 3”,激光功率 90%,從“點 3”拖焊至“點 4”。
操作步驟如下:
1. 開機:上電開機后畫面如圖 2-2 所示;
2. 輸入工件編號:在“開機界面”下選擇“4.工件編號”,再按“確認”鍵,彈出“請輸入工件編號”窗口,以本例 1 號加工文件為例,在窗口輸入“1”后,按“確認”鍵確認。
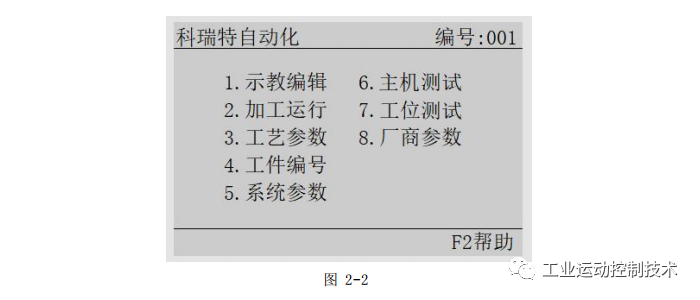
3. 進入示教編輯:在“開機界面”下按“1”,再按“確認”鍵進入“圖形瀏覽”界面,如圖 2-3 所示。
4. 設計工藝流程:根據例程要求設定工藝流程為(1)移動到點 1;(2)點焊時間為 1s、激光功率為 60%;(3)移動至點 2;(4)點焊時間為 2s,激光功率為 80%;(5)移動至點 3;(6)由點 3 開始拖焊至點 4,同時進行激光焊接動作;(7)結束。
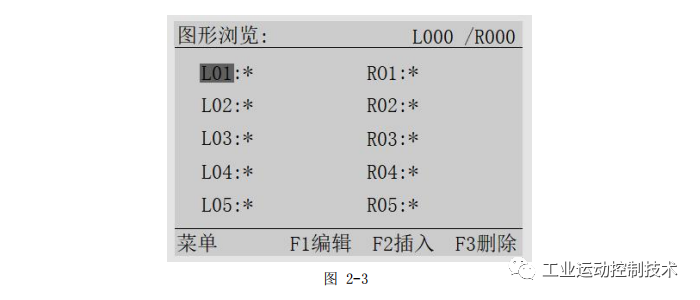
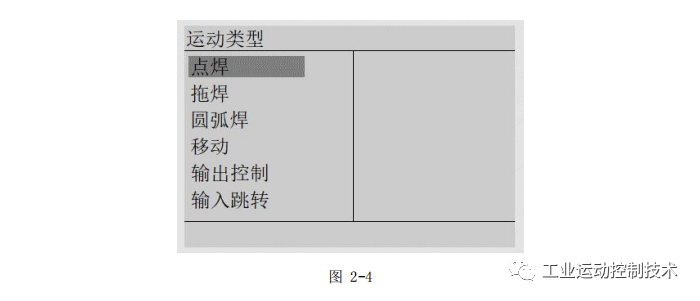
5. 編輯工藝程序 1:光標選中序號“L01”,按“F1”鍵,彈出二級窗口“運動類型”,運動類型窗口如圖 2-4 所示,移動光標選中“點焊”,按“確認”鍵進入“點焊編輯界面”,點焊功能編輯如圖 2-5 所示,設置完點焊參數后,按“L-In”鍵保存對序號“L01”選定功能“點焊”的編輯。第一個圖元編輯完畢,如圖 2-6 所示。

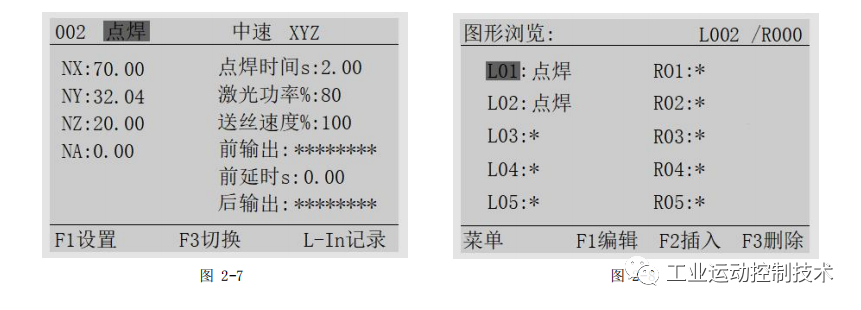
6. 編輯工藝程序 2:移動光標選中序號“L02”,彈出二級窗口“運動類型”,移動光標選中“點焊”,按“確認”鍵進入“點焊編輯界面”,點焊功能編輯如圖 2-7 所示,設置完點焊參數后,按“L-In”鍵保存對序號“L02”選定功能“點焊”的編輯。第二個圖元編輯完畢,如圖 2-8 所示。
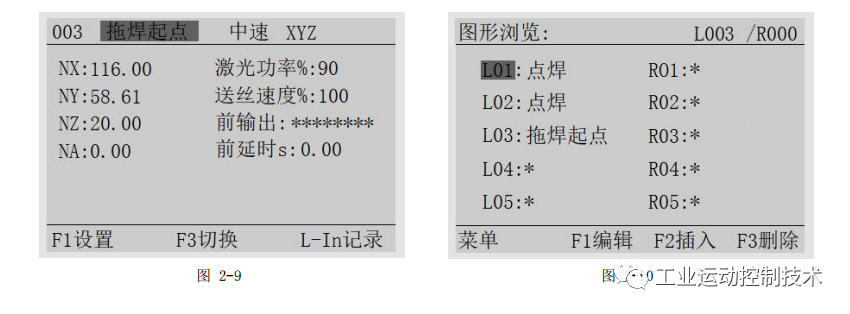
7. 編輯工藝程序 3:移動光標選中序號“L03”,彈出二級窗口“運動類型”,移動光標選中“拖焊起點”,按“確認”鍵進入“拖焊起點編輯界面”,拖焊起點功能編輯如圖 2-9 所示,設置完點焊參數后,按“L-In”鍵保存對序號“L03”選定功能“拖焊起點”的編輯。第三個圖元編輯完畢,如圖 2-10 所示。
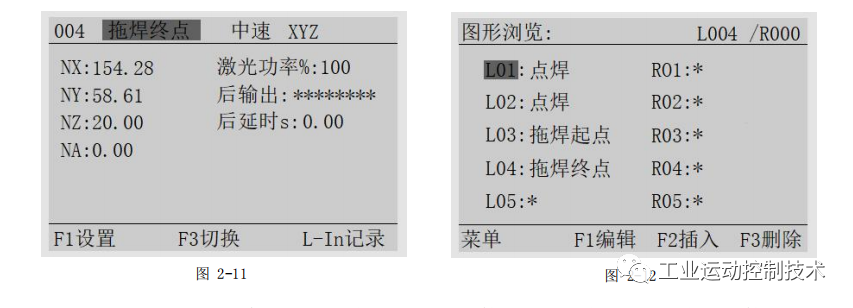
8. 編輯工藝程序 4:移動光標選中序號“L04”,彈出二級窗口“運動類型”,移動光標選中“拖焊終點”,按“確認”鍵進入“拖焊終點編輯界面”,拖焊終點功能編輯如圖 2-11 所示,設置完點焊參數后,按“L-In”鍵保存對序號“L04”選定功能“拖焊終點”的編輯。第四個圖元編輯完畢,如圖 2-12 所示。
9. 運行驗證:返回到“開機界面”,點擊“RUN(外接按鍵)”,點擊“左工位(外接按鍵)”(注意:運行前先要確保“各軸系數”和“運行速度”已經設置,且在合理的范圍內),可以看到系統依次加工所編輯的四個點。
-
激光
+關注
關注
19文章
3129瀏覽量
64363 -
焊接
+關注
關注
38文章
3066瀏覽量
59602 -
全自動
+關注
關注
0文章
87瀏覽量
26038
發布評論請先 登錄
相關推薦
什么是拖動示教?機器人拖動示教方式分析

創想智控激光焊縫跟蹤系統協同焊接專機自動化焊接滅火器罐的應用

鋼帶卷圓連續激光焊接全自動流水線

創想智控激光焊縫跟蹤傳感器在海底抽淤管道全自動焊接的應用

全自動平臺焊接機:從汽車制造到航空航天的全方位焊接解決方案

六軸焊接機器人的操作流程

激光焊接手持盒示教系統和激光焊接電腦操作系統,哪個更好用?






 工商網監
工商網監
評論