") PLC基本工作狀態(tài)
PLC基本工作狀態(tài)
1、PLC有兩種基本工作狀態(tài),即運(yùn)行(RUN)狀態(tài)和停止(STOP)狀態(tài)。PLC在STOP 狀態(tài)下一般進(jìn)行程序的編制、修改和下載;PLC在RUN行狀態(tài)下執(zhí)行程序。
2、PLC是采用“順序掃描,不斷循環(huán)”的方式進(jìn)行工作的,即在PLC運(yùn)行時,CPU根據(jù)用戶按控制要求編制好并存放于用戶程序存儲器中的程序,按指令步序號(或地址號)做周期性循環(huán)掃描,在無中斷或跳轉(zhuǎn)的情況下,按存儲地址號遞增的方向順序逐條執(zhí)行用程序,直至程序結(jié)束。然后重新返回第一條指令,開始下一輪新的掃描。在每次掃描過程中,還要完成對輸入信號的采樣和對輸出狀態(tài)的刷新等工作。PLC 的工作原理概括起來是:集中輸入,集中輸出,采用周期性循環(huán)掃描的工作方式。
3、PLC的一個掃描周期可分為內(nèi)部處理階段、通信服務(wù)階段、輸入采樣階段、程序執(zhí)行階段和輸出刷新階段。
1)輸入采樣階段
PLC在開始執(zhí)行程序之前,首先以掃描方式將所有輸入端的通斷狀態(tài)轉(zhuǎn)換成電平的高低狀態(tài)(1或0)并存入輸入鎖存器,然后將其寫入各自對應(yīng)的輸入映像寄存器,即刷新輸入。隨即關(guān)閉輸入端口,進(jìn)入程序執(zhí)行階段。
需要注意的是只有采樣時輸入映像寄存器中的內(nèi)容才與輸入信號一致,而其他時間范圍內(nèi)輸入信號的變化是不會影響輸入映像寄存器中的內(nèi)容的,輸入信號的變化狀態(tài)只能在下一個掃描周期的輸入處理階段被讀入。
2)程序執(zhí)行階段
PLC按順序從首地址開始的程序進(jìn)行逐條掃描執(zhí)行,并分別從輸入映像寄存器、輸出映像寄存器以及輔助繼電器中獲得所需的數(shù)據(jù)進(jìn)行運(yùn)算處理,再將程序執(zhí)行的結(jié)果寫入輸出映像寄存器,但這個結(jié)果在全部程序未被執(zhí)行完畢之前不會送到輸出端口。
3)輸出刷新階段
輸出刷新階段又稱為輸出處理階段。在此階段,當(dāng)程序執(zhí)行到 END指令,即在執(zhí)行完用戶所有程序后,PLC將輸出映像寄存器中的內(nèi)容送到輸出鎖存器,并通過一定的驅(qū)動裝置(繼電器、晶體管或晶閘管)驅(qū)動相應(yīng)的輸出設(shè)備工作。
-
繼電器
+關(guān)注
關(guān)注
132文章
5321瀏覽量
148642 -
寄存器
+關(guān)注
關(guān)注
31文章
5325瀏覽量
120053 -
plc
+關(guān)注
關(guān)注
5008文章
13167瀏覽量
462195 -
鎖存器
+關(guān)注
關(guān)注
8文章
905瀏覽量
41448 -
程序
+關(guān)注
關(guān)注
116文章
3778瀏覽量
80861
發(fā)布評論請先 登錄
相關(guān)推薦
labview與plc通信實(shí)現(xiàn)方式和注意事項
求:基恩士PLC KV-7500與LABVIEW通過以太網(wǎng)通信例程
Labview與PLC通訊的方法及具體實(shí)現(xiàn)
什么是集散控制系統(tǒng)PLC?如何使用它呢?
PLC串口設(shè)備遠(yuǎn)程控制技術(shù)

數(shù)碼管的PLC工作狀態(tài)監(jiān)視
一文看懂PLC編程器的作用
基于PLC的實(shí)時測量技術(shù)對設(shè)備監(jiān)控點(diǎn)數(shù)據(jù)采集
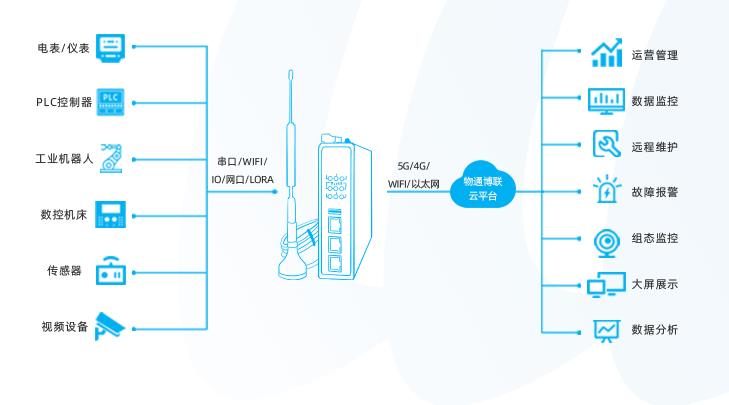
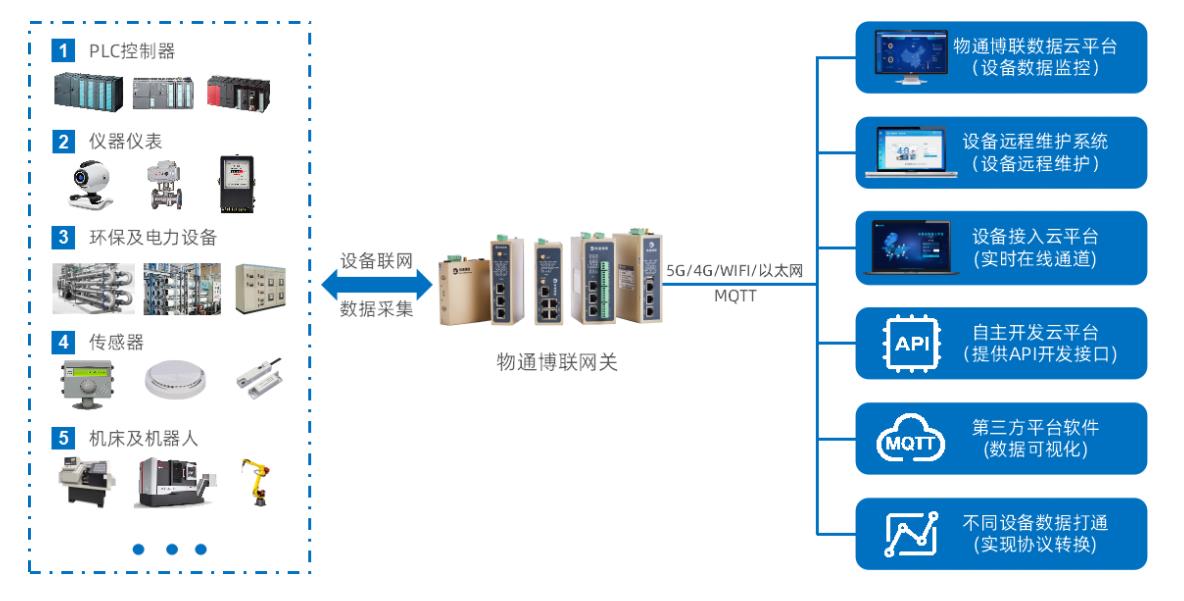
工業(yè)物聯(lián)網(wǎng)解決方案:PLC數(shù)據(jù)上云
plc有哪兩種工作狀態(tài) plc處理的是什么信號
鑄件打磨設(shè)備PLC如何監(jiān)控工作狀態(tài)并及時預(yù)警

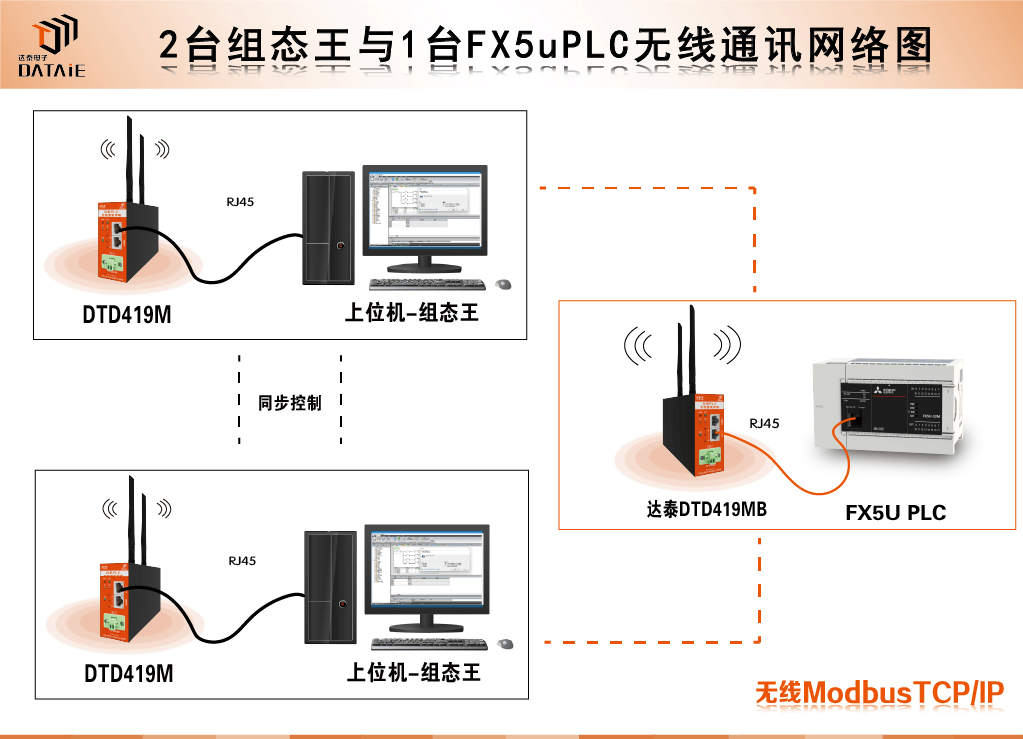
2臺組態(tài)王與1臺FX5u以太網(wǎng)無線MODBUS TCP/IP通信

PLC如何工作?如何遠(yuǎn)程監(jiān)控PLC的工作狀態(tài)?
兩臺組態(tài)王與一臺FX5u之間無線通信你見過嗎?快速了解





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論