 光學表面粗糙度,這些知識你都了解嗎?
光學表面粗糙度,這些知識你都了解嗎?
介紹
表面粗糙度是描述表面形狀如何偏離其理想形式的一種方式,其中較高的值對應于較粗糙的表面,而較低的值表示表面是光滑的。粗糙度描述高空間頻率誤差,意味著埃量級(10-10m)的非常小的偏差。理解光學表面粗糙度對于控制光散射是至關重要的,因為散射與光學器件的表面粗糙度成比例。來自表面粗糙度的光散射和吸收對諸如高功率激光系統的應用具有顯著的影響,這會對效率和激光損傷閾值產生負面影響。除了影響損壞閾值之外,散射的高功率激光輻射對系統附近的任何人都可能構成安全隱患,因為光會被重定向到非預期的方向。目前用于表面粗糙度的標準是ISO 10110-8,它定義了如何分析和規范表面粗糙度。
表面粗糙度標注
符合ISO 10110-8標準的圖紙將列出以下規格,以給出光學表面的完整描述。
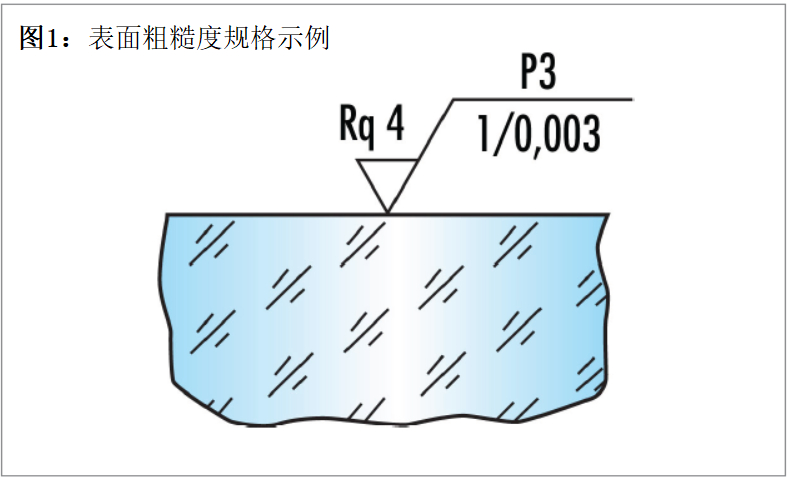
表面光潔度,如圖1中的“P3”所示:
該變量表示表面光潔度。對于簡單的拋光規格,它可以是G(表示磨削表面)或P(表示光學拋光)。拋光的等級將根據光滑度從1-4指定,光滑度以每10mm掃描的微缺陷表示,如下表1所示:
| 拋光等級標識 |
每10 mm取樣長度的 微缺陷數N |
| P1 | 80 ≤ N < 400 |
| P2 | 16 ≤ N < 80 |
| P3 | 3 ≤ 16 |
| P4 | N < 3 |
表1:用微缺陷表示光潔度
所使用的統計方法,如圖1中的“Rq 4”所示:
顯示用于測量表面粗糙度的統計方法。
空間帶寬,如圖1所示為“1/ 0.003”:
指定了從上邊界到下邊界的空間頻率。
空間頻率
當量化光學元件的表面紋理時,確定測量的空間分辨率水平是很重要的。表面紋理,或表面的完整形狀,可以分解成三個主要的空間頻率組:粗糙度,波紋度和面形。
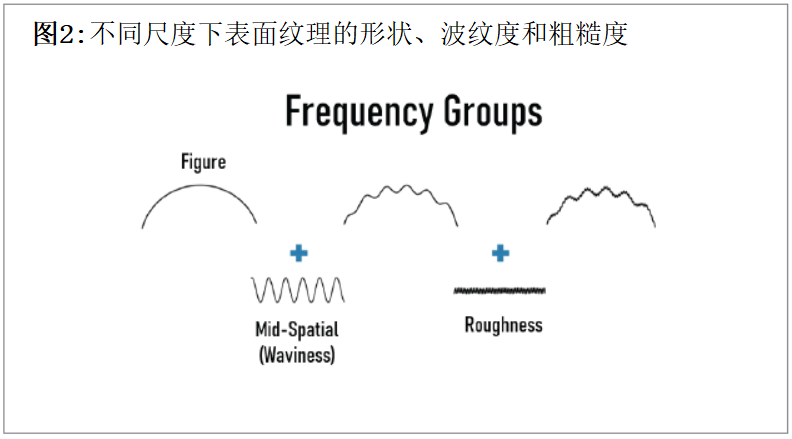
圖2顯示了面形、波紋度和粗糙度如何共同表征表面偏離理想形狀的方式。面形描述了表面的整體形狀,是將被分析的最大尺度或最大空間頻率。面形描述的誤差在十分之幾毫米到厘米的數量級。波紋度測量中等空間頻率誤差,描述μm到mm數量級的特征。粗糙度是最小的誤差形式,描述表面紋理中間隔很近的異常,約為十分之一埃至數十微米。
ISO 10110-8表面粗糙度參數
ISO 10110-8的目標是為如何定義表面質量制定規則。根據ISO,“表面質量是可以用統計方法有效描述的表面特征”。ISO標準概述了用于描述表面光滑度的5種統計方法。定義空間頻率的上限和下限對于獲得準確的結果至關重要。如果沒有定義空間頻率,ISO 10110-8標準規定了0.0025 mm–0.08 mm的假設范圍。
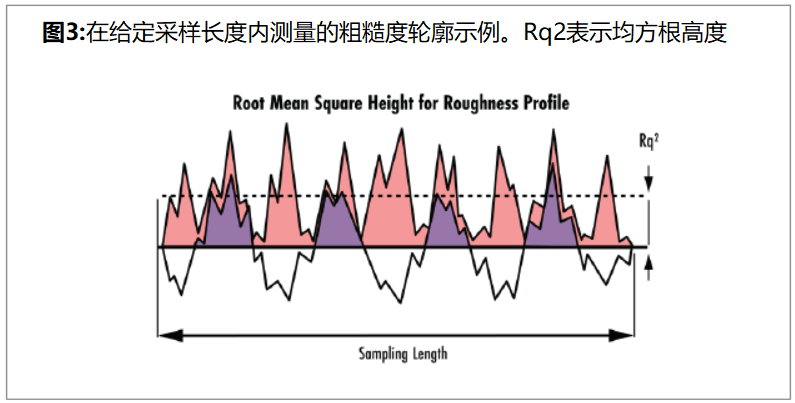
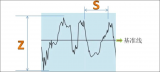
RMS粗糙度和波紋度:均方根(RMS)法是在美國規范表面光滑度最常用的方法,而在歐洲更常用絕對粗糙度。輪廓高度偏離平均線的RMS平均值用于統計分析光學表面的平滑度。均方根粗糙度Rq指的是粗糙度輪廓,而均方根波紋度Wq指的是波紋度輪廓。兩者都是用相同的均方根方法測量的,但空間頻率不同。
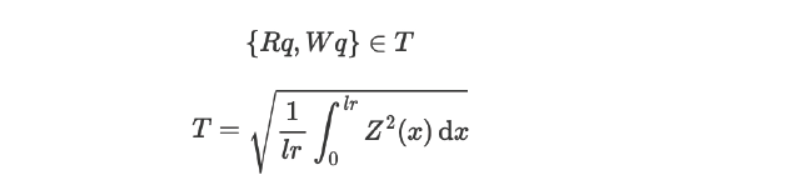
其中: Rq:表面粗糙度(均方根偏差) Wq:表面波紋度(均方根偏差) T:廣義表面質量(粗糙度或波紋度;均方根偏差) lr:采樣長度 Z(x):沿x軸的曲面輪廓
RMS斜率:與RMS粗糙度和波紋度相似,表面平滑度可以使用沿著給定采樣長度的表面的局部傾斜的RMS斜率dZ(x)/dx來規范。
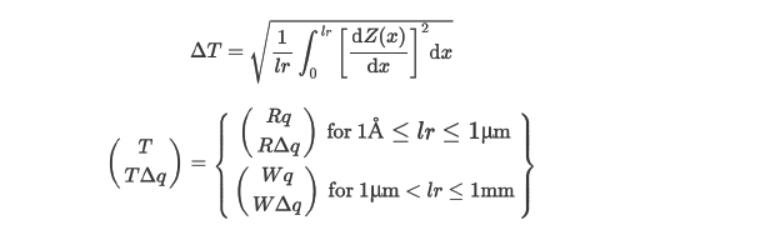
其中:
RΔq:表面粗糙度斜率(均方根斜率) WΔq:表面波紋斜率(均方根斜率)
微缺陷密度:微缺陷是可以在光學光滑表面上發現的凹坑和劃痕。它們通常使用光學輪廓儀、顯微鏡或顯微圖像比較儀進行量化。ISO 10110-8表示,“微缺陷的數量N被認為是在分辨率為3μm的10毫米線掃描上,或者在相同分辨率下為300μm×300μm的區域。”
功率譜密度(PSD)函數:PSD函數是測量表面粗糙度的最全面的統計方法之一。它通過提供每個粗糙成分的相對強度作為空間頻率的函數,從而允許對表面質量特征進行完整的描述。

這是用于計算二維曲面PSD的一般通用方程。 fx和fy是表面紋理z(x,y)的空間頻率,其被定義在邊長為L的正方形區域上。
測量表面粗糙度的計量學
有一系列專門適用于不同空間頻率的計量技術。最常見的是傳統干涉測量法、白光干涉測量法和原子力顯微鏡。下圖4展示了哪些區域和波長最適合這些技術。
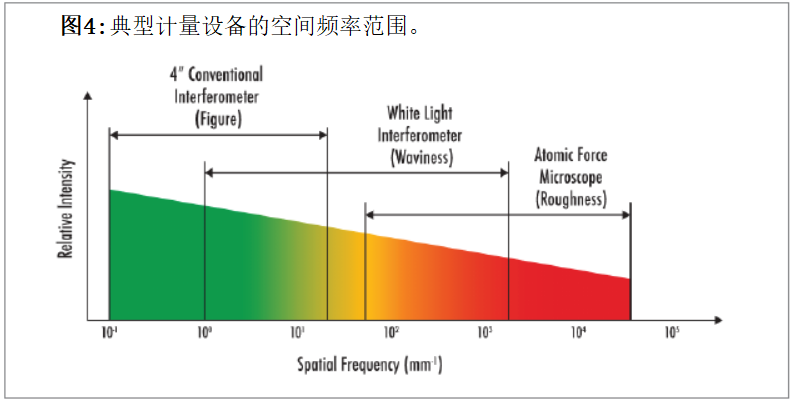
傳統的干涉測量法是測量低空間頻率誤差的理想方法。這類表面誤差被稱為面形誤差,與典型的Zernike多項式有關。Zernike多項式描述了光學元件偏離理想形狀時由波前像差引起的誤差。白光干涉儀最適合測量波紋度或中等空間頻率誤差。波紋通常被認為是產生了諸如模糊和對比度降低的效果。最后,原子力顯微鏡為表征光學表面粗糙度的高頻空間誤差提供了最佳分辨率。由于白光干涉儀和原子力顯微鏡都可以用來測量粗糙度,所以這兩組之間有一些重疊。設備的正確選擇部分取決于應用的波長。例如,白光干涉儀是測量可見或紅外光譜的理想選擇,因為它們通常在低于2.000cycles/mm的頻率下進行分析。
超快光學元件表面質量規范
當分析超快光學器件時,制造商必須根據情況審度表面質量規范,因為目前并沒有相關標準。 為超快應用而制造的光學器件通常具有厚的特種涂層,這需要長時間的濺射過程。由于這一過程長度,缺陷可能被濺射到涂層中,導致“灰塵”或其他不規則表面質量的外觀。而更甚于灰塵,一些缺陷是由被濺射的材料流中的小波動造成的。在整個涂覆過程中,濺射速率會有變化,這會導致涂層的局部微沉積。
盡管有這些缺陷,但它們對光學元件的整體性能影響很小。由于這些缺陷的尺寸相對較小,當考慮到膜整體性質時,例如群延遲色散和反射率,光束的受影響部分變得不明顯。雖然在大多數情況下可以忽略不計,但在要求小光束尺寸或超低損耗的應用中,這些缺陷可能會增加系統的散射。為了滿足更嚴格的規范,可以采取特殊措施來減少整體散射,例如使用超拋光基板。
注:本文譯自Victoria Marcune, Shawn Iles (Edmund Optics)文章
編輯:黃飛
-
紅外光譜
+關注
關注
0文章
79瀏覽量
11994 -
干涉儀
+關注
關注
0文章
86瀏覽量
10126 -
激光系統
+關注
關注
0文章
151瀏覽量
9389 -
光學器件
+關注
關注
1文章
139瀏覽量
11899
原文標題:??解析光學表面粗糙度
文章出處:【微信號:vision263com,微信公眾號:新機器視覺】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
白光干涉儀可以測曲面粗糙度嗎?
100個表面粗糙度問與答題
什么是表面粗糙度?如何測量表面粗糙度?
什么是表面粗糙度?
什么是表面粗糙度?

表面粗糙度您了解多少?

表面粗糙度儀有哪些?

怎么用輪廓儀測量表面粗糙度?

光學輪廓儀測粗糙度怎么測?
什么是表面粗糙度?表面粗糙度形成因素
表面粗糙度的評選及測量詳解





 工商網監
工商網監
評論