") 晶圓常用的切割手段
晶圓常用的切割手段
晶圓常用的切割手段有很多,根據(jù)不同的材質(zhì)和芯片設(shè)計(jì)采用不同的方式。常見(jiàn)的有砂輪切割、激光切割、金剛刀劃片劈裂、還有隱形切割等等。其中激光切割應(yīng)用是越來(lái)越廣,激光切割也分為激光半劃、激光全劃、激光隱形劃切和異形芯片的劃切等工藝方法的特點(diǎn)。
1 激光半劃
1.1 激光開(kāi)槽+砂輪切割
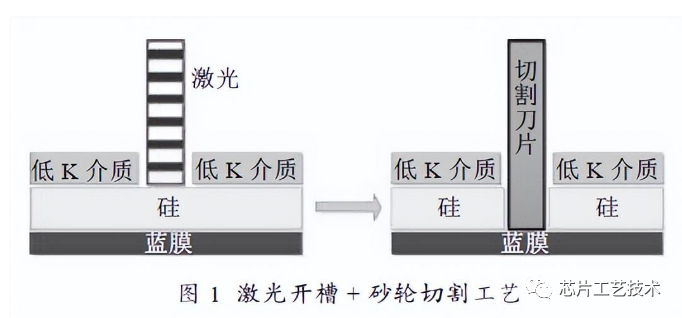
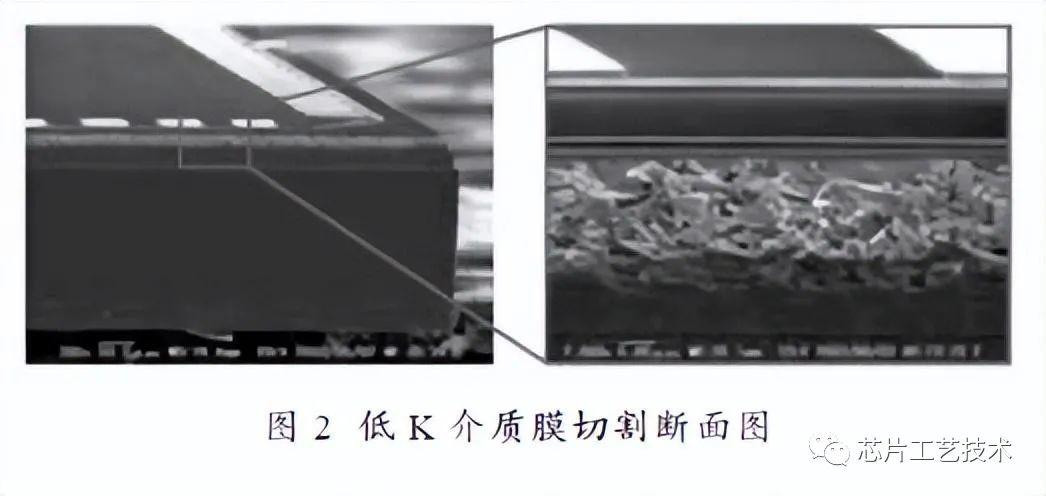
隨著芯片特征尺寸的不斷縮小和芯片集成度的不斷提高,為提高芯片速度和降低互聯(lián)電阻電容(RC)延遲,低電介常數(shù)(低k)膜及銅質(zhì)材料逐步應(yīng)用在高速電子元器件上。采用砂輪刀具切割低k 膜一個(gè)突出的問(wèn)題是膜層脫落,通過(guò)使用無(wú)機(jī)械負(fù)荷的激光開(kāi)槽,可抑制脫層,實(shí)現(xiàn)高品質(zhì)加工并提高生產(chǎn)效率,激光開(kāi)槽完成后,砂輪刀具沿開(kāi)槽完成硅材料的全切割,工藝過(guò)程如圖1 所示,切割效果如圖2 所示。
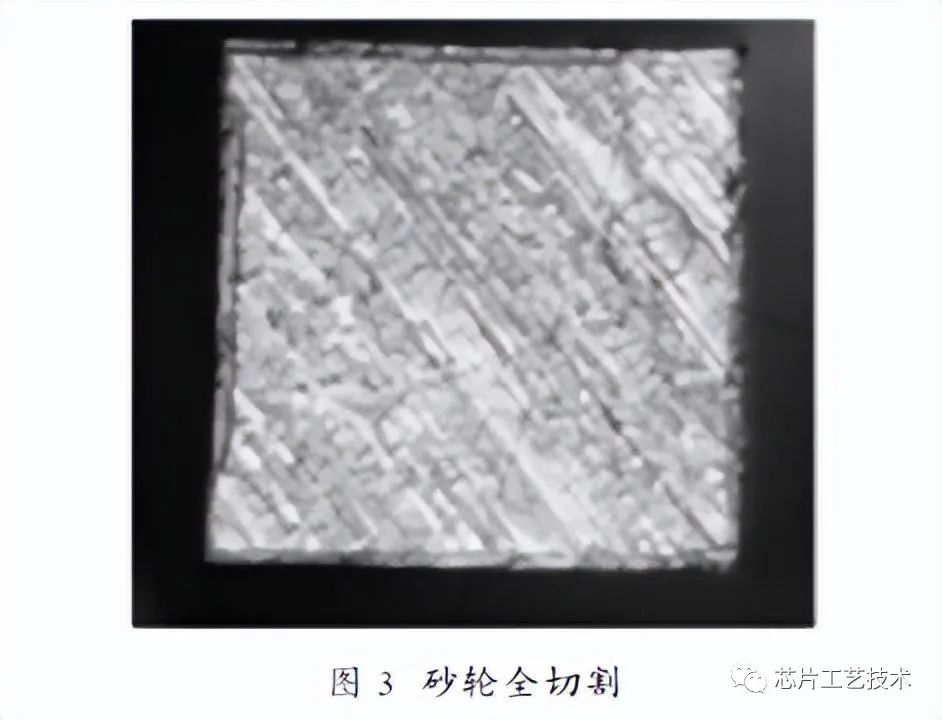
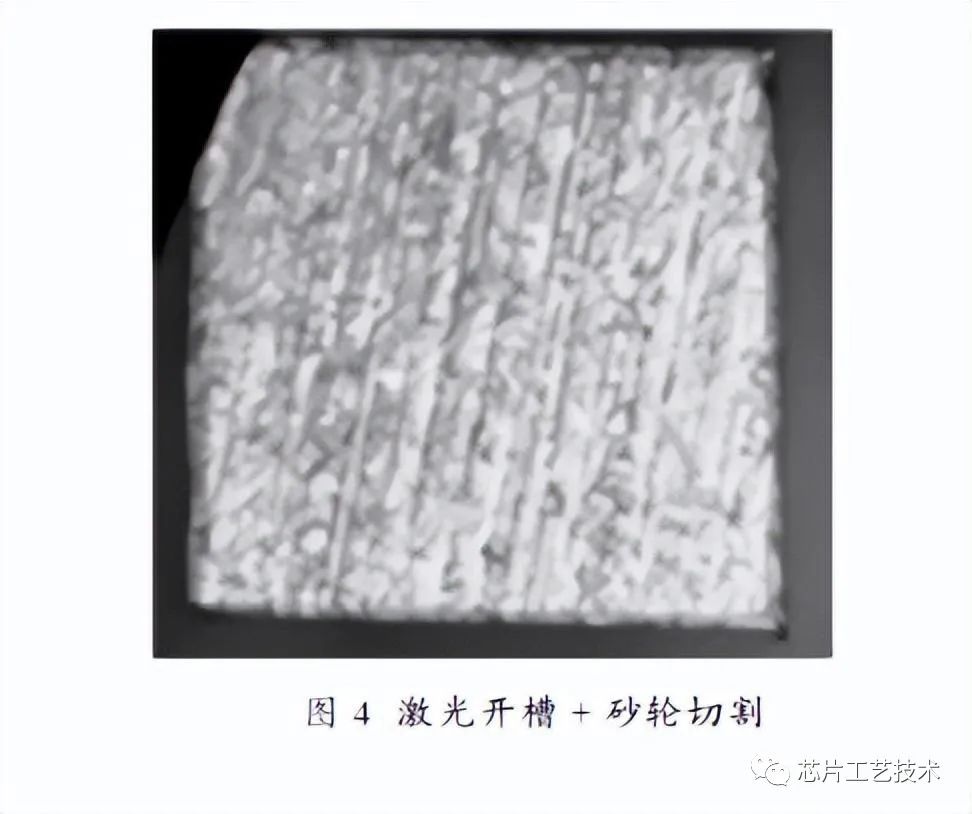
此外,激光開(kāi)槽也可用于去除硅晶圓表面的金屬層。當(dāng)切割道表面覆蓋金、銀等金屬層時(shí),直接采用砂輪切割易造成卷邊缺陷,切割效果如圖3 所示。可行的方法是通過(guò)激光開(kāi)槽去除切割道的金屬覆蓋層,再采用砂輪切割剩余的硅材料,邊緣整齊,芯片質(zhì)量顯著提升,切割效果如圖4 所示。
1.2 激光半切+裂片
激光半切適用于解理性較好的材料加工,激光劃切至一定深度,然后采用裂片方式,沿切割道產(chǎn)生縱向延伸的應(yīng)力實(shí)現(xiàn)芯片分離。這種加工方式效率高,省掉了貼膜去膜工序,加工成本低。
以GPP(玻璃鈍化二極管)工藝為代表的分立器件硅晶圓是半導(dǎo)體器件的一大類(lèi)(如圖5 所示),主要應(yīng)用在二極管、三極管、可控硅、整流橋等器件領(lǐng)域,隨著相關(guān)產(chǎn)業(yè)需求的急劇增長(zhǎng),對(duì)器件的生產(chǎn)效率、產(chǎn)品質(zhì)量都提出了更高要求。目前,行業(yè)內(nèi)都采用了激光半切+ 裂片方式進(jìn)行芯片分割,由于晶圓正面的切割道有玻璃鈍化層,工藝要求從晶圓背面劃切,為了簡(jiǎn)化工藝流程,晶圓背面一般不做光刻圖形,這就要求設(shè)備具備底部對(duì)準(zhǔn)功能,對(duì)位晶圓正面,激光從晶圓背面劃切(如圖6 所示)。常規(guī)的硅晶圓厚度280 nnnm,采用光纖激光劃切,速度150~200 mm/s,一次劃切至2/3 到3/4 深度,然后采用碾壓式裂片方式,一次完成整個(gè)晶圓的芯片分離,是一種高性?xún)r(jià)比的工藝方法。切割效果如圖7 所示。
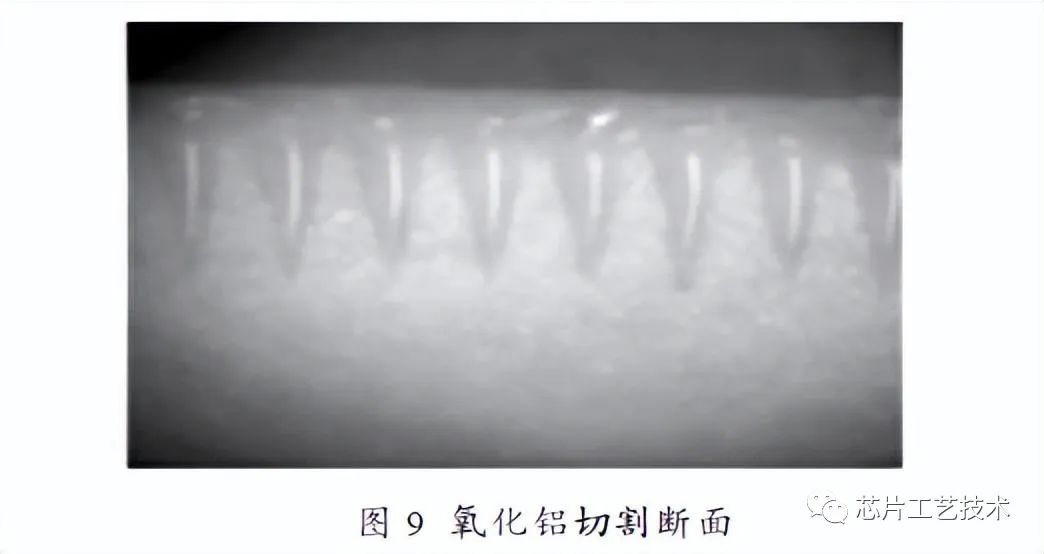
氧化鋁、氮化鋁、碳化硅等硬脆材料,由于莫氏硬度高,采用砂輪刀具切割效率非常低,且容易產(chǎn)生崩邊,切割1 mm 厚的氧化鋁陶瓷,速度僅為0.5~1 mm/s。采用激光全切割會(huì)產(chǎn)生大量熔渣,影響器件性能。利用這種材料解理性較好的特點(diǎn),采用激光半切后,通過(guò)裂片的方式依次沿切割道分離芯片。以1 mm 厚的氧化鋁陶瓷為例,采用波長(zhǎng)1 064 nm 的脈沖光纖激光切割至1/3 深度,速度200 mm/s,裂片后芯片斷面干凈無(wú)熔渣。切割形貌如圖8、圖9 所示。
1.3 激光半切+背面減薄
對(duì)厚度小于100 nm 的薄型硅晶圓切割過(guò)程中易產(chǎn)生破裂,生產(chǎn)中可以調(diào)整工藝順序,先切割再減薄,采用激光半切割后再進(jìn)行背面研磨,去除掉多余厚度的材料,采用該技術(shù)可以降低背面崩缺,提高芯片抗折強(qiáng)度,減小薄型晶圓破損的風(fēng)險(xiǎn)。
2 激光全切割
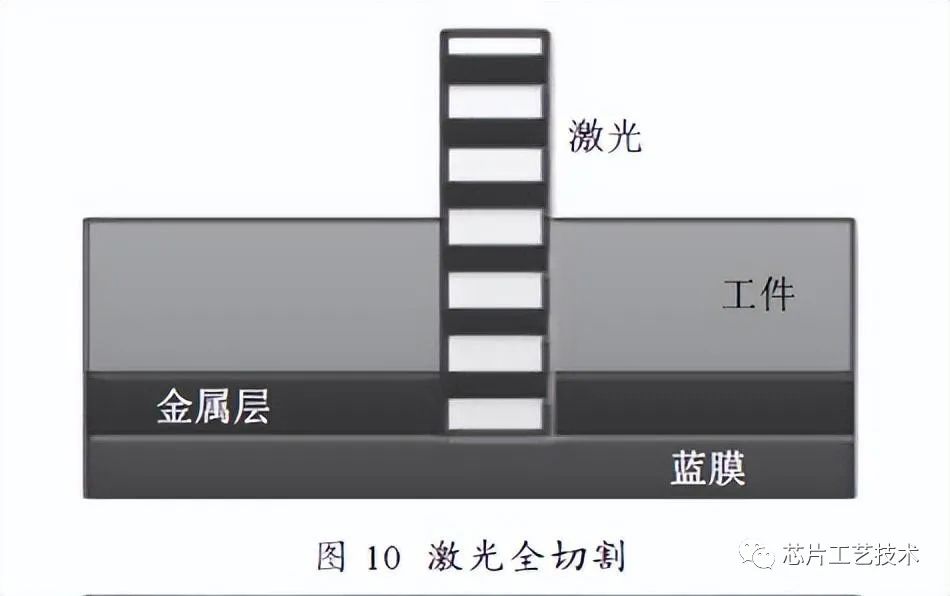
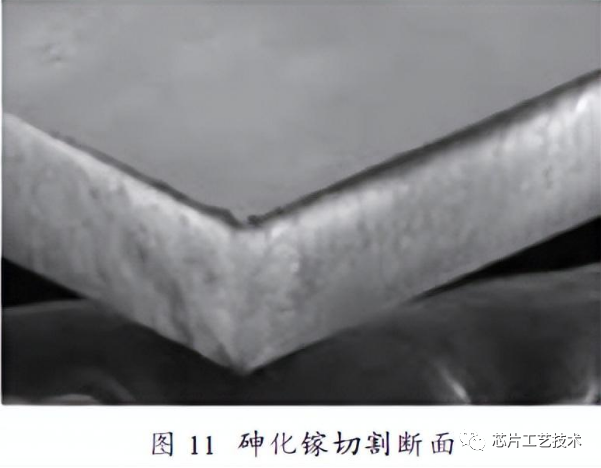
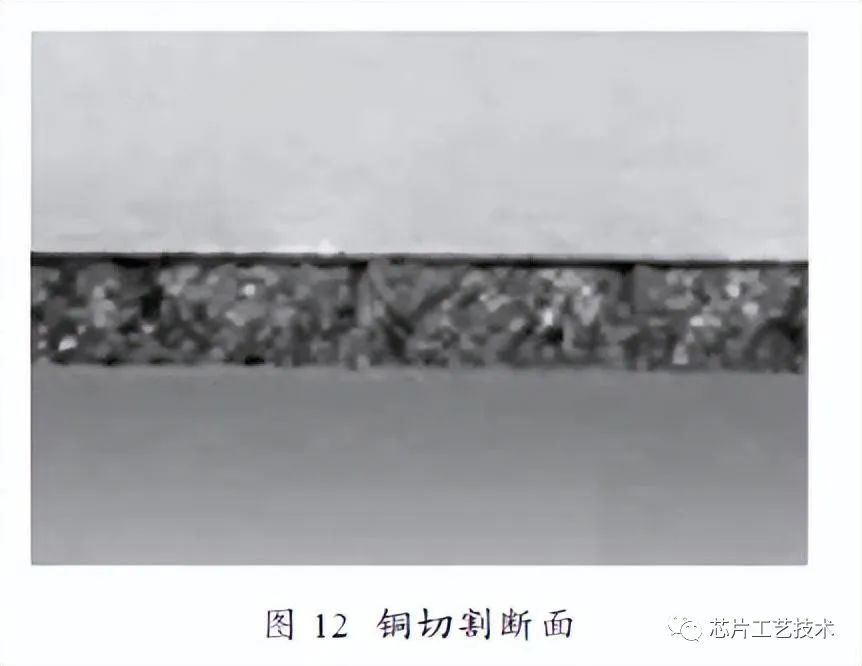
激光全切割是采用激光一次或多次完全切透晶圓,如圖10 所示,主要應(yīng)用在薄硅晶圓、化合物半導(dǎo)體、背面附金屬膜的晶圓、金屬銅、鉬等,切割斷面如圖11、圖12 所示。該方法工藝流程簡(jiǎn)單,可以實(shí)現(xiàn)高速高品質(zhì)切割。由于激光聚焦光斑的有效焦深范圍內(nèi)都能夠進(jìn)行切割,在保證完全切透晶圓的時(shí)候,藍(lán)膜也會(huì)被劃傷,影響后續(xù)的擴(kuò)膜。因此,選擇高損傷閾值的切割膠帶非常重要。
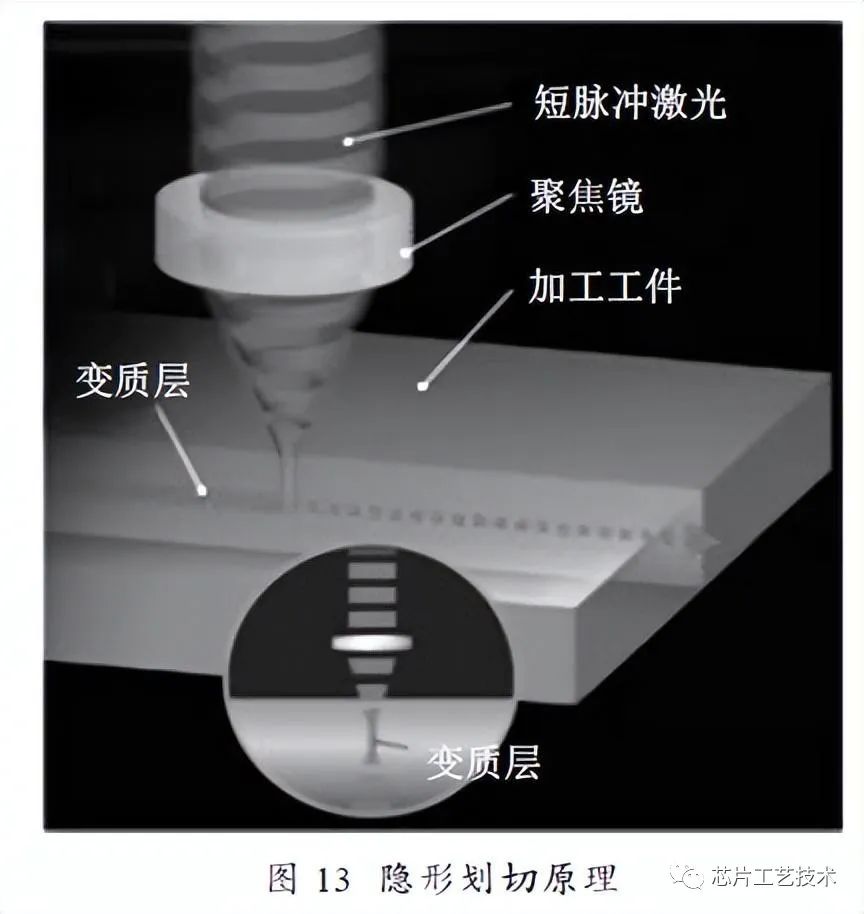
3 激光隱形劃切
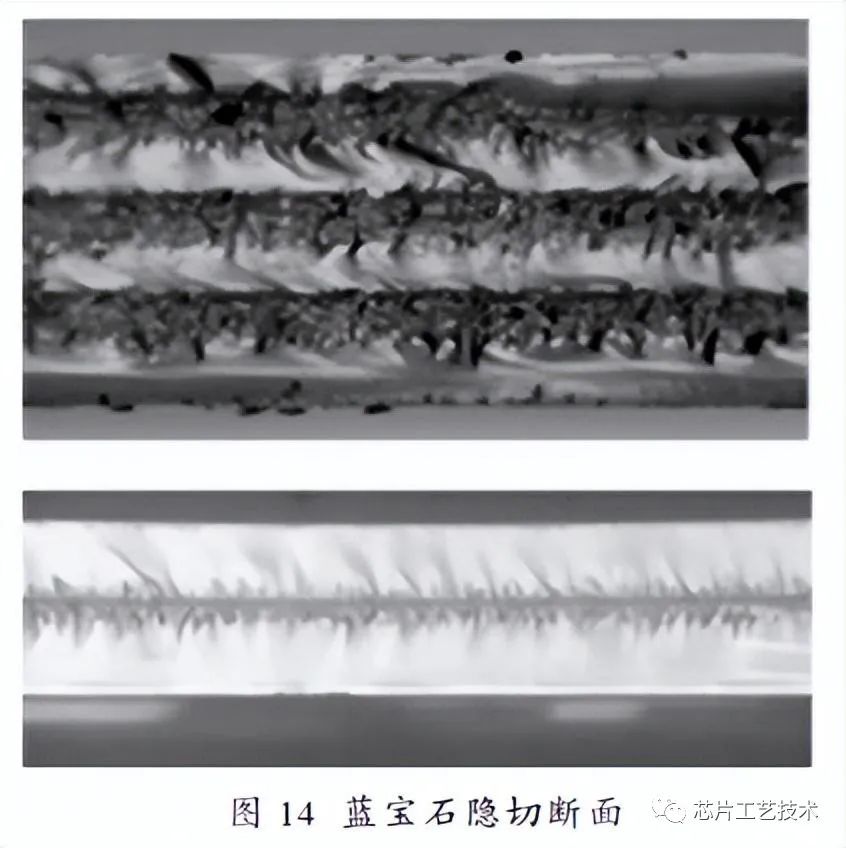
激光隱形劃切是將激光聚焦作用在材料內(nèi)部形成改質(zhì)層,然后通過(guò)裂片或擴(kuò)膜的方式分離芯片。表面無(wú)劃痕、無(wú)粉塵污染,幾乎無(wú)材料損耗,加工效率高,適合于材料昂貴、抗污染能力差的器件生產(chǎn),劃切完后無(wú)需清洗。能夠進(jìn)行隱形劃切的材料有藍(lán)寶石、玻璃、砷化鎵、碳化硅、鉭酸鋰、薄硅晶圓、硅基MEMS 器件等。典型的案例是采用砂輪切割一片100 mm(4 英寸)碳化硅晶圓(芯片1.5 mm×1.3 mm)需6 h 左右,而且切割槽較寬,造成嚴(yán)重的材料浪費(fèi)和刀具磨損。而采用激光隱形劃切方式,僅需20 min,切割線寬小于5 nm,芯片設(shè)計(jì)中切割道預(yù)留可以更窄。根據(jù)材料的解理特性和厚度不同,結(jié)合裂片工藝,進(jìn)行單層或多層劃切。比如對(duì)90 nm 厚的藍(lán)寶石晶圓,一層改質(zhì)層即可裂開(kāi),對(duì)90 nm 厚的碳化硅晶圓,需要7-11 層改質(zhì)層才可以裂開(kāi),如圖13、圖14 所示。
4 異形芯片切割
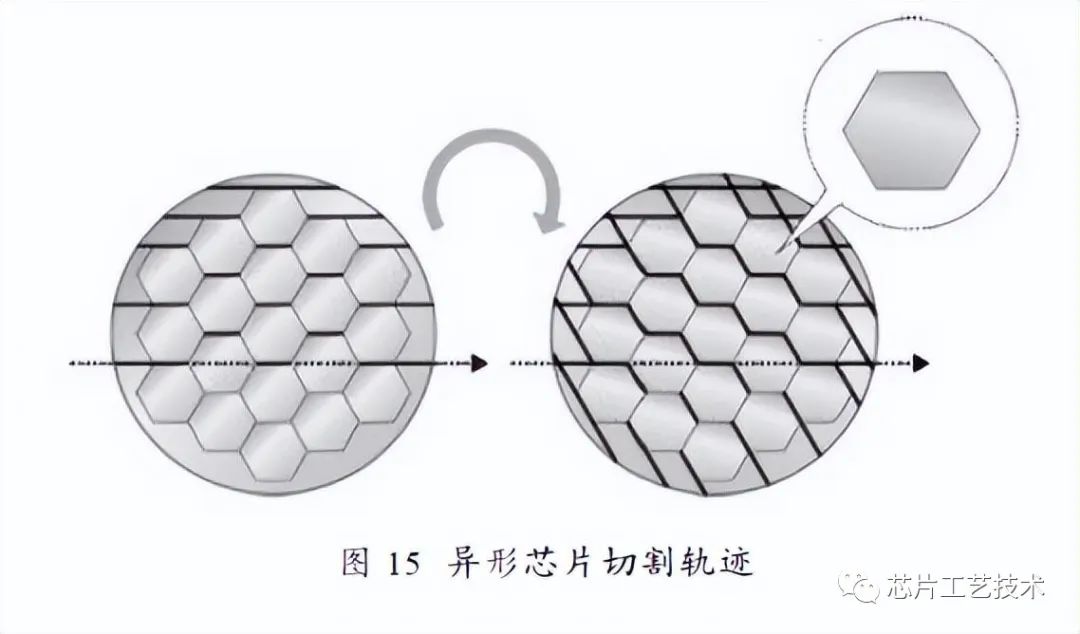
當(dāng)前,在半導(dǎo)體產(chǎn)業(yè)較低利潤(rùn)率的壓力下,為提高競(jìng)爭(zhēng)力,芯片設(shè)計(jì)工程師不斷追求更高的材料利用率。切割線總長(zhǎng)越短,晶圓面積浪費(fèi)越小,在芯片面積一定的情況下,周長(zhǎng)最短的是正六邊形密排。一個(gè)晶圓上能生產(chǎn)六邊形芯片數(shù)量比同樣尺寸的四邊形芯片數(shù)量多15%,對(duì)于大功率LED 芯片,設(shè)計(jì)成六邊形還會(huì)產(chǎn)生更大的光能輸出量。但多邊形結(jié)構(gòu)給晶圓劃切帶來(lái)挑戰(zhàn),加工中首先通過(guò)圖像識(shí)別定位和位置計(jì)算,將切割道解析成夾角為60° 的三組直線段,劃完一組,工作臺(tái)旋轉(zhuǎn)60° 再劃第二組,依次劃完整個(gè)晶圓,如圖15 所示。
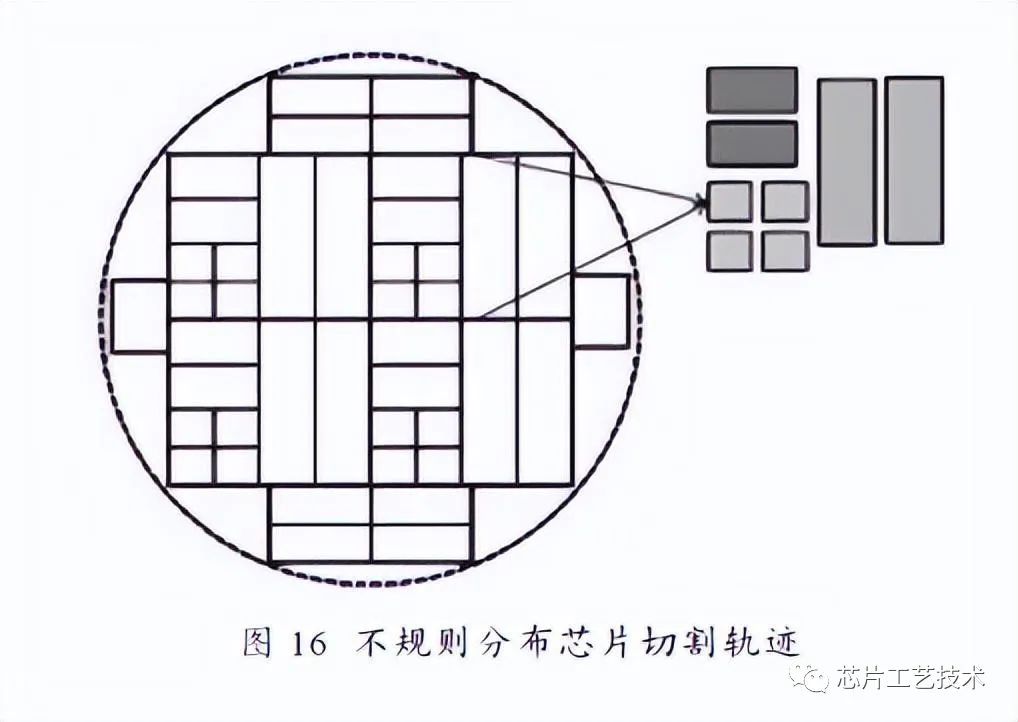
在芯片樣品設(shè)計(jì)階段,為降低試驗(yàn)成本,往往在一個(gè)晶圓上混合排列多種尺寸規(guī)格的芯片,一般成周期性單元分布。劃切時(shí)需要設(shè)定晶圓尺寸、街區(qū)寬度、單元周期、每個(gè)單元中的街區(qū)間隔等參數(shù),確定從某個(gè)單元的第一道街區(qū)開(kāi)始劃,對(duì)同批次晶圓,可直接調(diào)用該參數(shù)進(jìn)行加工,如圖16 所示。
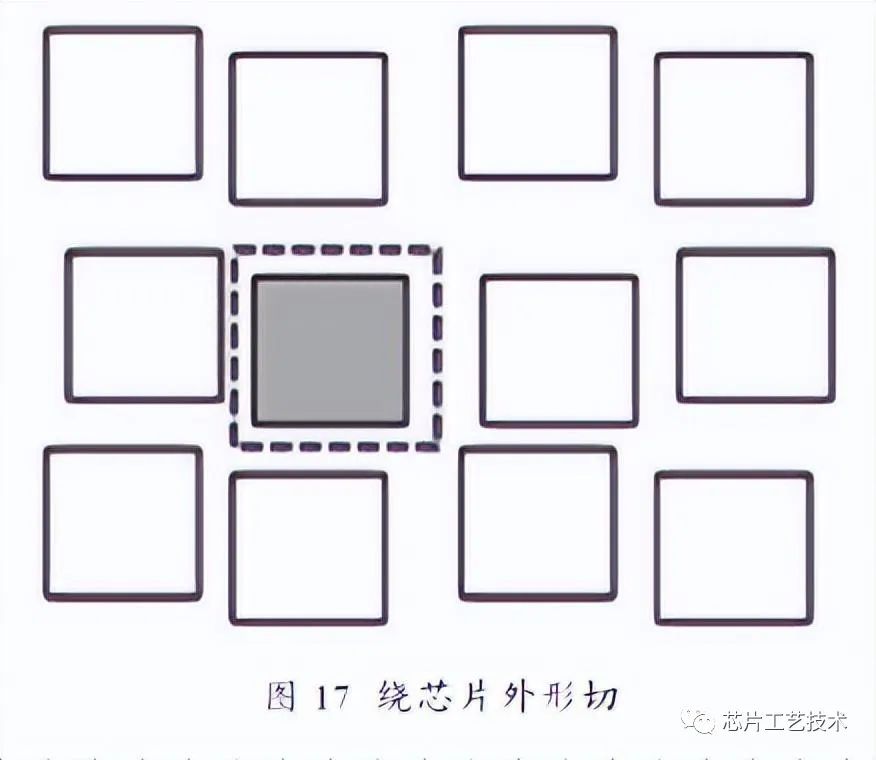
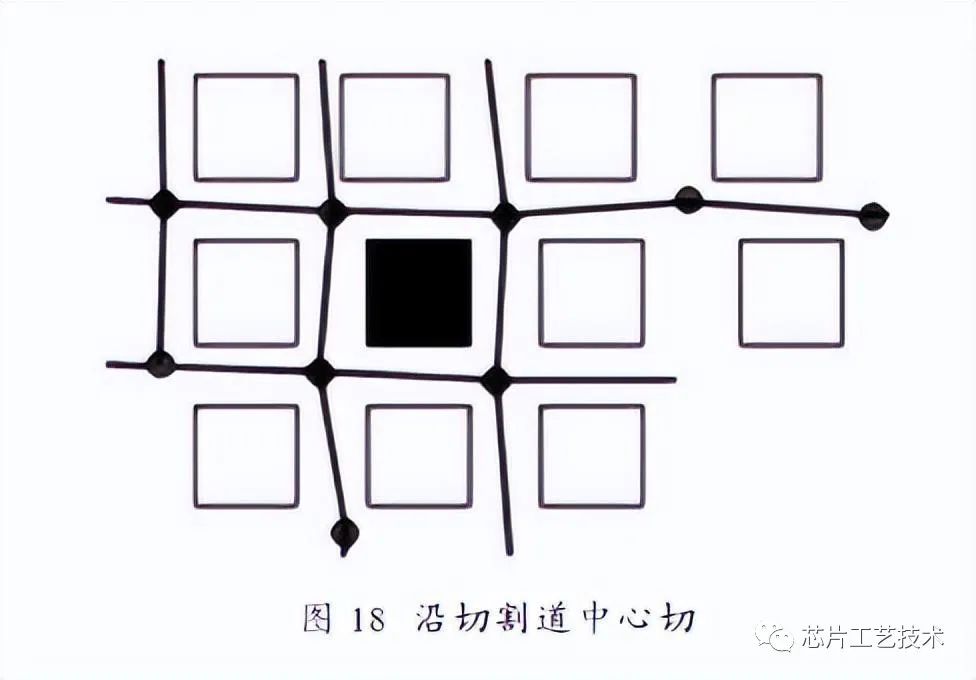
對(duì)于柔性基底的晶圓,由于生產(chǎn)過(guò)程中的材料變形,造成芯片不規(guī)則分布,常規(guī)的激光劃片機(jī)無(wú)法滿(mǎn)足加工需求。針對(duì)工藝要求有兩種實(shí)現(xiàn)方式,沿芯片外輪廓切割,保證每個(gè)芯片尺寸一致,加工完后需要單獨(dú)清理剩余的殘?jiān)坏诙N方式是沿著街區(qū)的中心切,不會(huì)有殘?jiān)懈钔旰蟮男酒叽绮灰恢隆2还苣姆N方式,都需要結(jié)合XY 工作臺(tái)移動(dòng),逐塊完成整個(gè)晶圓的全幅面掃描,對(duì)掃描獲得的每一幀圖像,采用模板匹配的方法識(shí)別出每個(gè)芯片的中心位置和旋轉(zhuǎn)角度,計(jì)算獲得加工軌跡信息。最終振鏡沿芯片的切割軌跡完成整個(gè)晶圓切割,如圖17、圖18 所示。
-
芯片
+關(guān)注
關(guān)注
453文章
50387瀏覽量
421783 -
電容
+關(guān)注
關(guān)注
99文章
5995瀏覽量
149995 -
晶圓
+關(guān)注
關(guān)注
52文章
4838瀏覽量
127793 -
激光切割
+關(guān)注
關(guān)注
2文章
219瀏覽量
12861
原文標(biāo)題:晶圓的劃片切割手段
文章出處:【微信號(hào):dingg6602,微信公眾號(hào):芯片工藝技術(shù)】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
晶圓的結(jié)構(gòu)是什么樣的?
請(qǐng)問(wèn)UV減粘膠晶圓切割會(huì)用到嗎?
MEMS晶圓是怎么切割的?
晶圓傳統(tǒng)刀片切割與新型激光切割的對(duì)比

晶圓切割追求刀片與工藝的雙重優(yōu)化

博捷芯劃片機(jī):不同厚度晶圓選擇的晶圓切割工藝

【博捷芯BJCORE】晶圓切割機(jī)如何選用切割刀對(duì)崩邊好





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論