 鋁硅絲超聲鍵合引線失效分析與解決
鋁硅絲超聲鍵合引線失效分析與解決
摘要:
在微電子封裝中,引線鍵合是實現封裝體內部芯片與芯片及芯片與外部管腳間電氣連接、確保信號輸入輸出的重要方式,鍵合的質量直接關系到微電子器件的質量和壽命。針對電路實際生產中遇到的測試短路、內部鍵合絲脫落等問題,分析其失效原因,通過試驗,確認鍵合點間距是弧形狀態的重要影響因素。據此,基于鍵合設備的能力特點,在芯片設計符合鍵合工藝規則的前提下,提出鍵合工藝的優化。深入探討在設計芯片和制定封裝工藝方案時,保證鍵合點與周圍金屬化區域的合理間距以及考慮芯片PAD與管殼鍵合指的距離的重要性。
1引言
在微電子封裝中,封裝體內部芯片到芯片,以及芯片到外部管腳之間都需建立電氣連接,以確保信號的輸入與輸出[1]。引線鍵合以工藝簡單、成本低廉、適用封裝形式多樣而在連接方式中占主導地位。目前所有封裝管腳的90%以上均為采用引線鍵合的方式完成[2],鍵合的質量直接關系到微電子器件的質量和壽命[3]。
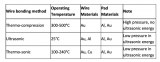
研究選用的某幾款電路,均采用直徑32μm鋁硅絲超聲鍵合工藝。由于采用的鍵合機為30度角鍵合頭,為避免線夾及鍵合絲碰撞到鍵合指臺階,電路采用反向鍵合方式完成芯片與管殼引腳的引線互連。在對所選電路的封裝中出現了共性化的鍵合質量問題,表現為電路密封前后鍵合目檢及強度均合格,滿足GJB548B方法2010.1和方法2011.1中相關規定[4],但在隨后的測試和篩選考核試驗中出現了部分引腳測試短路或引線脫落,導致器件失效。
2鍵合失效分析試驗
對失效電路封裝過程進行追查,未發現設備、引線、操作過程、鍵合參數等出現異常,首件檢驗也無異常,同期封裝的其他品種電路也均無異常。綜合考慮失效電路、封裝過程和同期封裝其他電路皆正常的情況,可以排除設備、引線、劈刀、人員及工藝檢測等存在問題的可能[5]。
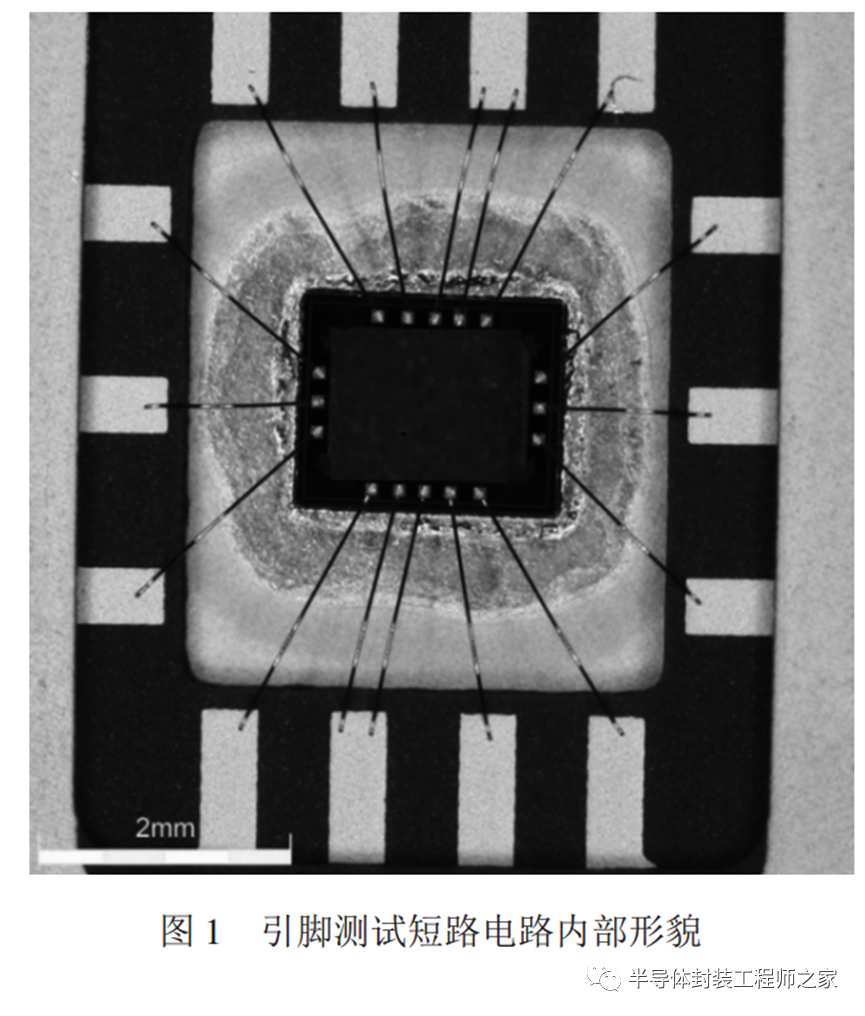
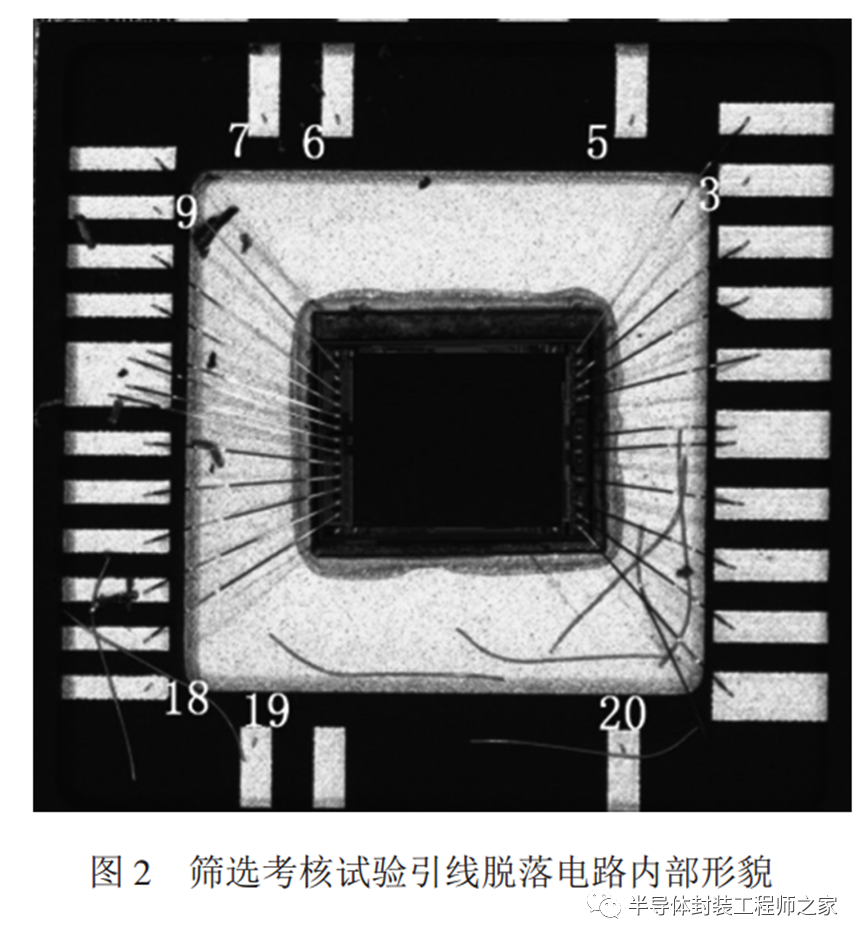
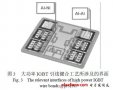
將失效電路金錫蓋板開封后在顯微鏡下觀察。引腳測試短路電路內部形貌如圖1所示;篩選考核試驗引線脫落電路內部形貌如圖2所示。高放大倍數顯微鏡下觀察兩電路鍵合點及引線形貌均未見異常。
將上述兩款電路分別進行鍵合強度測試,測試得到的拉力值如表1、表2所示。
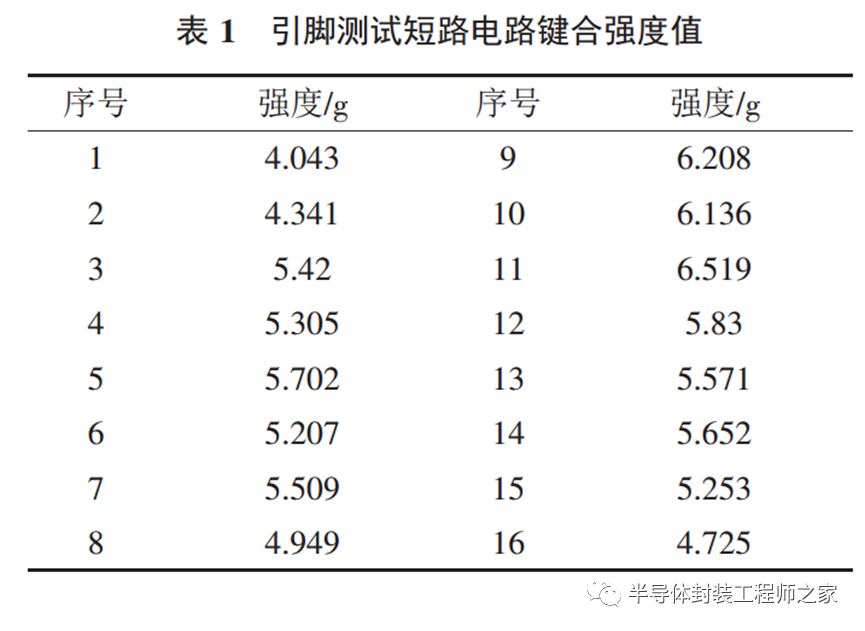
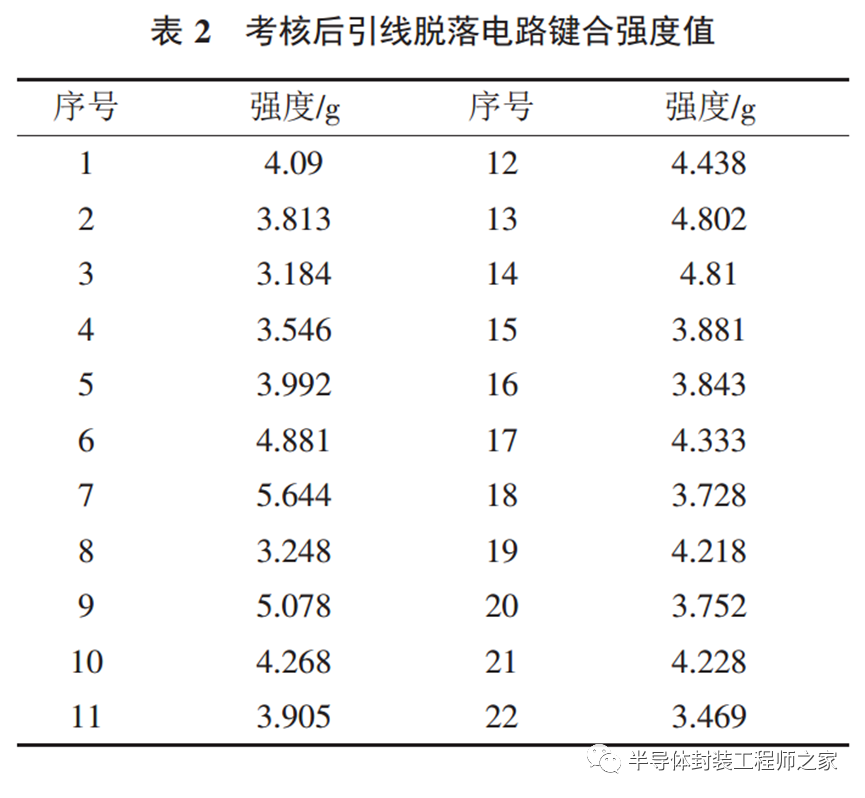
結合圖、表中的信息可以確認,兩電路經密封考核篩選后,其形貌及鍵合強度均滿足國軍標中相關規定。
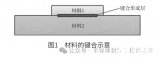
為進一步查找鍵合失效原因,將鍵合絲完全斷開,觀察芯片PAD及鍵合絲底面的形貌,結果在兩款電路中均發現了芯片PAD外圍環線表面鈍化層破損的現象,如圖3所示。同時,在引線脫落電路中發現鍵合絲底面由原本的圓柱形變成了平面形,如圖4所示。
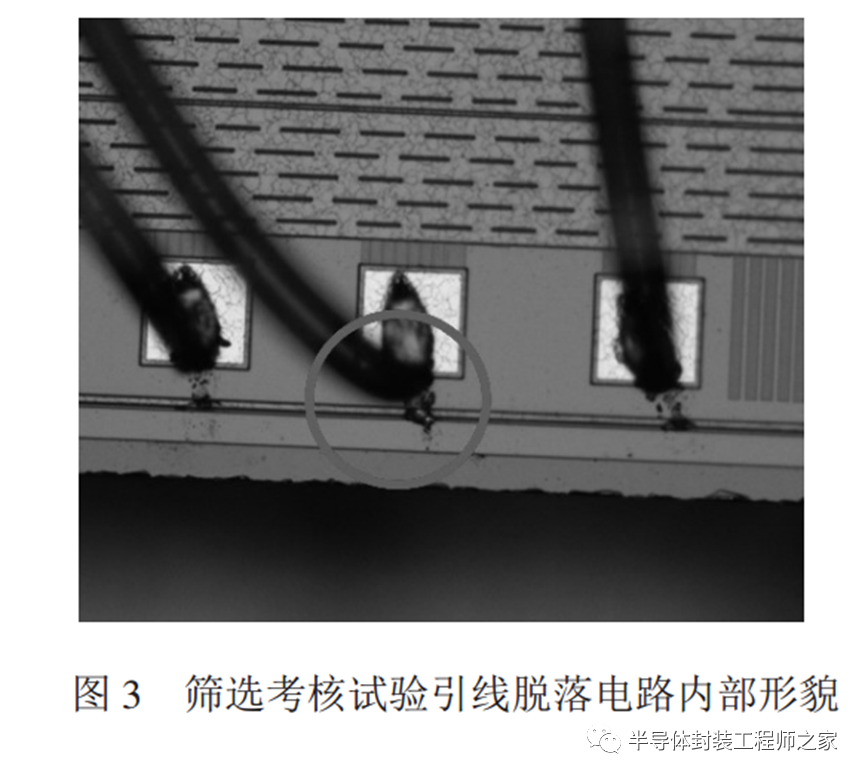
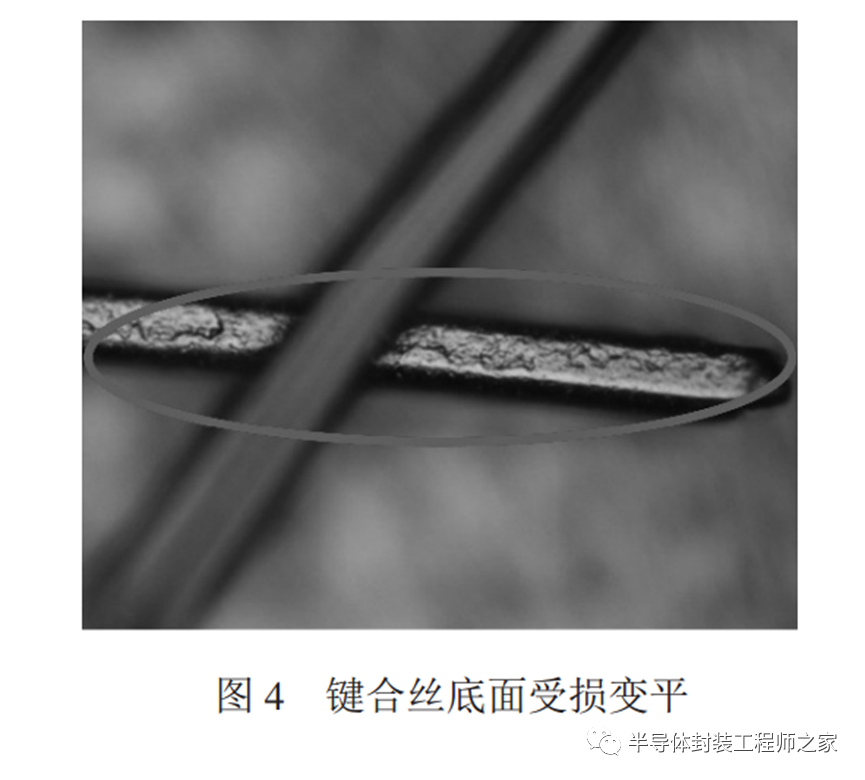
從圖3和圖4可以觀察到明顯的電路缺陷,在芯片PAD外圍環線鈍化層受到了損傷,鍵合絲底面受損變扁平,須針對此異常現象挖掘背后的成因,以定位問題來源所在。
3原因分析及工藝優化
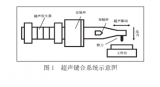
超聲鍵合原理為:鍵合絲與芯片表面接觸,在劈刀的壓力和超聲振動的綜合作用下,與被鍵合材料形成冶金結合[6-7]。
由此可推斷出以下兩點結論:
1)在測試中出現的部分引腳短路,是因為芯片PAD外圍環線表面鈍化層在鍵合過程中受到鍵合絲的刮蹭,受損后鋁導線暴露在外面,鍵合絲將其與PAD搭接,兩者間形成電連接,導致測試短路;
2)鍵合絲由于與環線表面鈍化層摩擦,導致鍵合絲根部受損、變形或部分鍵合絲被剝離,強度下降,在后面的篩選考核試驗中,難以承受由恒加及沖擊振動帶來的強度沖擊,從而引起鍵合絲脫落。
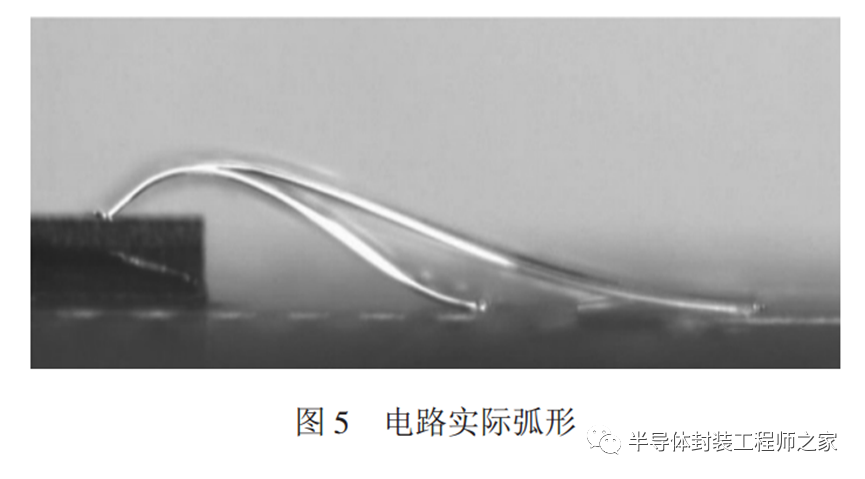
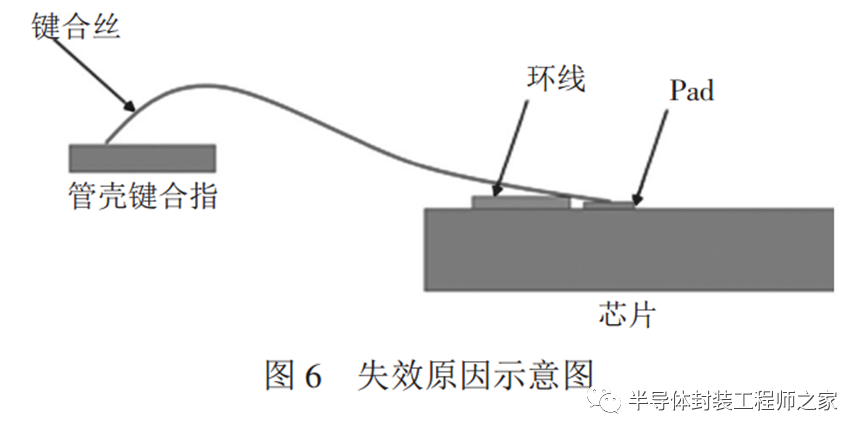
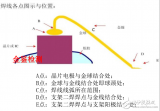
至此,造成電路測試短路及鍵合絲脫落的根本原因可歸結為:在鍵合過程中鍵合絲與環線鈍化層刮蹭,造成了鈍化層的破損和引線的損傷。電路實際弧形如圖5所示,失效原因則如圖6所示。對此,可從兩個方面采取措施,一是控制鍵合絲的長度,二是調整鍵合參數及鍵合點位置[8]。
為了優化弧形,在不同的鍵合點間距條件下對弧形狀態所產生的影響進行了試驗。鍵合點間距選取在1.1~2.0mm之間,以0.1mm的距離遞增。實驗中弧形狀態變化情況如表3所示。
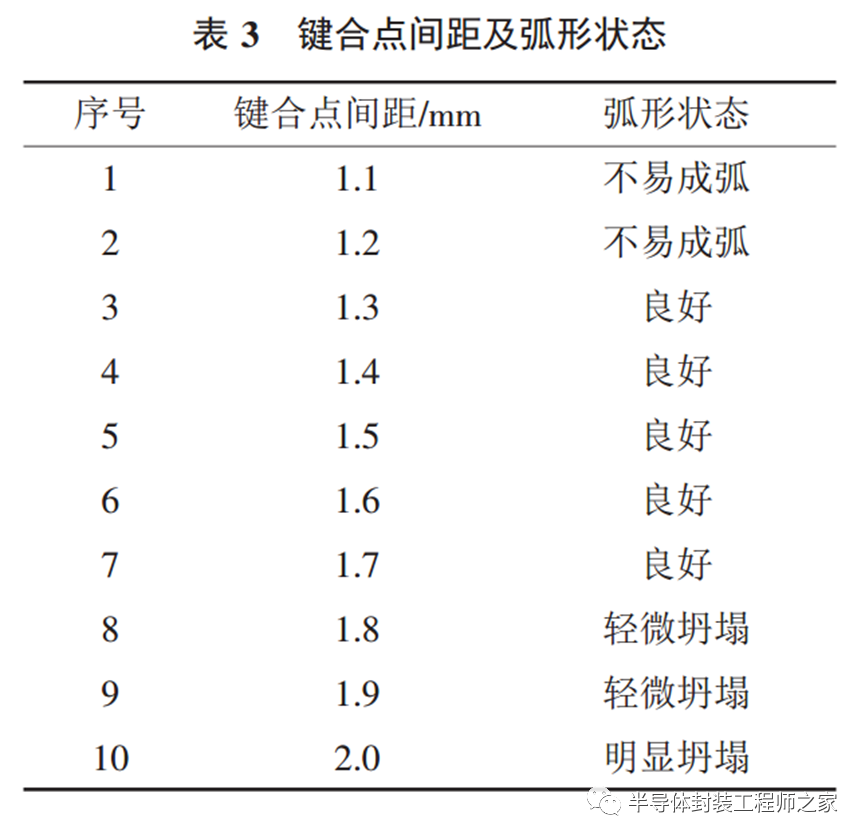
通過分析可確定優化措施。鑒于鍵合點間距是弧形狀態的重要影響因素,當鍵合點間距過大,弧形易發生坍塌,故此對此間距進行優化調整,并以AB559A鍵合機進行直徑32μmAl-Si絲鍵合為例,進行對比試驗,觀察優化的效果。
通過對比試驗可以看出,當鍵合點間距取在1.3~1.7mm時,弧形狀態良好,鍵合強度較高,引線可靠性較高。此時已不再出現短路現象,引線在后續篩選考核試驗中也沒有出現損傷情況,表現出良好的可靠性。
在實驗中還發現,當鍵合點間距超過1.8mm以后,引線坍塌逐步趨于明顯,接近鍵合點根部的引線仰角變小,趨于水平甚至下垂。在篩選考核的應力試驗中,不同程度地造成了引線損傷。當鍵合點與外圍金屬化區域的距離小于40μm時,則極易產生引線搭接,導致短路現象的發生。
4結束語
鍵合工藝的優化需要基于鍵合設備的能力特點并符合鍵合工藝規則的芯片設計方案,以AB559A鍵合機為例,鍵合點間距在1.3~1.8mm時,引線弧形較好;當鍵合點間距大于1.8mm時,線弧會發生輕微坍塌,可能直接引起短路或在后續應力試驗中引發引線的損傷甚至斷線。因此,在芯片設計和封裝工藝方案的制定中,應保證鍵合點與周圍金屬化區域的間距至少在40μm或PAD尺寸的50%以上,同時還要考慮芯片PAD與管殼鍵合指的距離大小。
審核編輯:湯梓紅
-
芯片
+關注
關注
450文章
49650瀏覽量
417273 -
封裝
+關注
關注
125文章
7597瀏覽量
142152 -
微電子
+關注
關注
18文章
364瀏覽量
41061 -
失效分析
+關注
關注
18文章
204瀏覽量
66317 -
鍵合
+關注
關注
0文章
52瀏覽量
7831
原文標題:鋁硅絲超聲鍵合引線失效分析與解決
文章出處:【微信號:半導體封裝工程師之家,微信公眾號:半導體封裝工程師之家】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
鍵合鋁硅絲連續退火復繞機的控制系統
鍵合鋁硅絲連續退火復繞機的控制系統
混合電路內引線鍵合可靠性研究
集成電路封裝中的引線鍵合技術

LED引線鍵合的檢測內容與工藝評價
引線鍵合是什么?引線鍵合的具體方法
什么是引線鍵合?引線鍵合的演變
優化關鍵工藝參數提升功率器件引線鍵合的可靠性







 工商網監
工商網監
評論