 激光區域回流焊接(AREA LASER PROCESS)工藝介紹
激光區域回流焊接(AREA LASER PROCESS)工藝介紹
摘要
隨著激光錫焊這種新工藝被應用,如何使焊接達到最佳的效果,錫膏如何更好的回流。關鍵參數比如激光光斑的照射方式和輻射時間,以及焊料的涂敷方式。如何根據產品需求確定哪些流程選擇是正確的,來保證最大限度地提高效率和產量。
點錫&激光的注意項
首先需要設計合適的夾具來固定產品,以方便更好 固定產品來保證錫膏的涂敷和激光的照射。要得到一致的錫膏出錫量,每個零件需要與 Z 軸的針頭保持相同的相對位置。從分配尖端底部的距離需要介于針頭直徑的1/4到1/6之間,以確保從針頭一致,并避免出錫時如果間隙太小,可以阻止尖端。如果間隙過大, 可能會粘在針頭上。
通常激光光斑在照射產品時,如果激光光斑由于 X 或Y定位錯誤而偏離目標,則該區域可能會過熱并損壞。
這是因為不同材料對激光吸收能力不同造成,所以使用帶溫度保護的系統也變得至關重要。
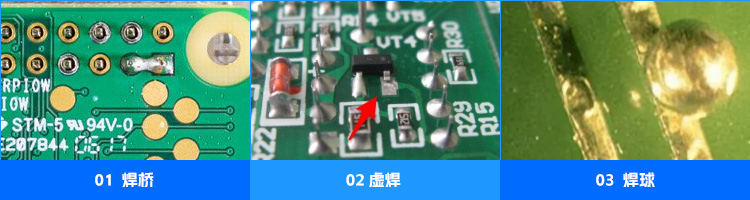
焊接一致性問題
由于助焊劑和合金在回流過程中吸收的熱量,焊膏點膠工藝的一致性對于加熱過程的一致性至關重要。如果焊料不足,則可能導致過熱,因為對通量蒸發和合金液化的熱含量較低。如果存在過多的焊膏,則可能發生不完全回流,因為沒有足夠的熱量來回流所有焊膏。每個產品是差異,將有多余的焊膏殘留下來,激光照射來保持焊點溫度,使焊點飽滿。當在某些熱敏產品由于錫焊的涂敷較少,同時需要激光保持的溫度不會太久,所以不會導致過熱產生。因此,必須評估每種產品,以確定最佳的點錫方式和涂敷量,包括過程控制的方式。
對于不允許一致物理目標進行點膠和激光回流的產品設計,零件與零件的物理變化過大會導致分配體積不一致,并導致錯誤點的激光加熱。例如,如果端子上的導線是目標,則導線位置的變化會導致粘附到零件的方式以及導線是否被激光點充分加熱。使用較大的點尺寸可以在一定程度上補償激光位置的不準確性。
錫膏回流的原則
首先,我們知道當錫膏受熱后,它會變得更薄,更容易擴散。這將導致它優先流向熱點。越接近,越熱,它流動得越快。錫膏另外一個特性,大約一半的助焊劑在加熱過程 中會蒸發,剩余的物質是由不會蒸發的固體組成,這些氣體是易燃的,如果過熱就會點燃。它們通過在接頭上方形成超飽和蒸汽層來減緩助焊劑的蒸發過程。為了最大限度地增加助焊劑蒸發并盡可能減少爆燃機會,在回流區域保持中度至強氣流。適當的排氣還可以保護激光光學元件免受可能的助焊劑的沉積,因為助焊劑蒸發后會附著在激光光學元件上。
由于助焊劑蒸發爆燃機會的存在,因此在消除蒸發物的能力對于激光回流時間很重要。一旦蒸發物質碳化,變成灰燼并落在產品表面,它吸收激光的比例要高得多,因為它是黑色的。被灰燼覆蓋并暴露在激光下的部分會迅速過熱,燃燒對溫度敏感的材料,如電路上的塑料材料。
激光的應用
應用激光的最佳位置在哪里。激光作為加熱方法的主要特征是非接觸性、位置精度和加熱量。激光每次在空間的一個點上投射一致數量的光。可能的目標選擇包括焊膏沉積本身、要焊接的部分區域,最初沒有焊膏,以及兩者的組合。在許多應用中,粘貼將分配在要焊接的區域,激光可以針對焊膏本身。激光被助焊劑和合金吸收,蒸發助焊劑部分,液化合金,并通過熔融金屬將熱量轉導到要焊接的表面。這種熱質量成分在相對較低的熱質量成分上工作良好,并且與熱敏材料非常接近,因為將傳導熱傳輸到接頭以外的區域時,可以最大限度地減少。
更多的熱質量組件,散熱良好的組件,更大的區域需要更多的熱量來實現潤濕。使用這些類型的零件時, 必須將部分或全部激光聚焦應用于組件和/或基板,以實現更均勻的加熱。如果熱量分布不當,有兩種現象會干擾潤濕:
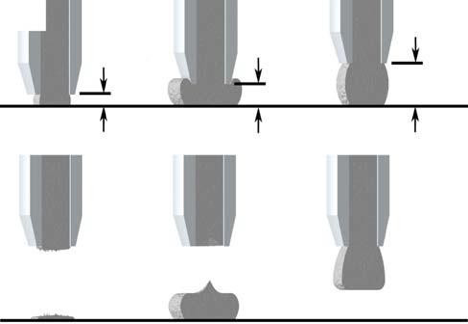
如果所有的熱量都直接進入焊膏,則在組件達到回流溫度和潤濕開始之前,可用助焊劑可以完全消耗。
焊料合金可以在部件上滾起,因為它們的溫度不夠高,無法潤濕。在這種情況下,接觸區域變得相對較小,焊料成為不良的導熱。完美光滑的熔融焊料球變成更多的反射面而不是吸收面,并將激光反射到其他地方,導致灼傷不良發生。
在某些產品上,在需要傳播的任何地方分發焊膏是不現實的。應用,如針孔,它更容易在一個點分配和加熱產品的方式,使焊膏完全濕繞針是主要例子。用于此類接頭的技術會因周圍材料的熱質量和熱靈敏度而異。
大多數選項之一都使用良好:
聚焦激光點,同時加熱焊料區域和針腳。回流速度很快,助焊劑和合金很容易在加熱針腳后從通孔浸潤下來。這種方式對于比較大的焊點不太可靠,因為較大焊點比較散 熱,通孔的遠端溫度遠低于激光聚焦的一面在這種情況下,可能需要在引腳的兩側進行點膠。
2. 從粘貼端將激光點聚焦在針腳的另一側,加熱針腳和環形焊盤。如果周圍的材料對溫度過于敏感,此過程通常需要更長的時間,因為加熱速率必須足夠慢,以便光斑在不損壞周圍材料的情況下回流焊膏。當引腳和環達到回流溫度并運行到激光聚焦的最高溫度區域時,焊料將回流。
光斑大小
光斑尺寸是由光學元件和目標點的距離決定的,為了使得焊盤的加熱一致性更好,激光光斑的尺寸就十分重要,如果一個光斑較小,所有的加熱需要依靠光斑中心點的熱傳導來完成,如果光斑更大一些,加熱效率就會更高,而且對于助焊劑流動會更有幫助。光斑尺寸具體取決于所使用的光學元件。不同光斑尺寸由于光能量分布的不同,需要調整激光系統的功率輸出以保持能量密度。
選擇終端光學器件的注意事項如下。
·熱加工區域的大小:對于具有小焊點設計的應用,保持足夠小的點尺寸,以保持激光能量遠離接頭以外的區域,以避免損壞周圍材料至關重要。
·間隙:激光頭安裝在特定高度或角度以避免撞到夾具或其他物體的應用需要使用具有適當工作距離的透鏡。
·避讓:激光形成圓錐形,在焊接較高元件附近時,可能會出現一些干涉影響,這時需要選擇具有較小角度的光學元件。
激光拖焊
在拖焊方式中,光斑按照線性路徑完成焊盤的焊接。在光斑加熱焊點時,預涂的錫膏通過激光能量吸收后潤濕每個焊點。
審核編輯 黃宇
-
激光
+關注
關注
19文章
3122瀏覽量
64363 -
回流焊接
+關注
關注
1文章
42瀏覽量
8594
發布評論請先 登錄
相關推薦
pcb板回流焊工藝詳解
SMT錫膏貼片中的回流焊主要作用是什么?

錫膏回流焊接工藝要求
掌握回流焊要領,輕松實現片狀元器件完美焊接!

激光錫焊 vs 回流焊接:大研智造技術革新的深度解析
大研智造激光錫球焊接:攻克回流焊常見問題,定義PCB焊接新高度
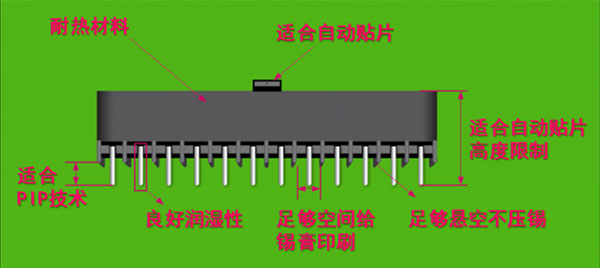
通孔回流焊接(PIP)工藝對器件的要求
pcb回流焊工作原理 如何避免PCB板由于回流焊而彎曲和翹曲呢?
SMT貼片中的回流焊接工藝
錫膏質量如何影響回流焊接空洞的產生?






 工商網監
工商網監
評論