 西門子S7-1200/1500PLC氣動機械手程序
西門子S7-1200/1500PLC氣動機械手程序
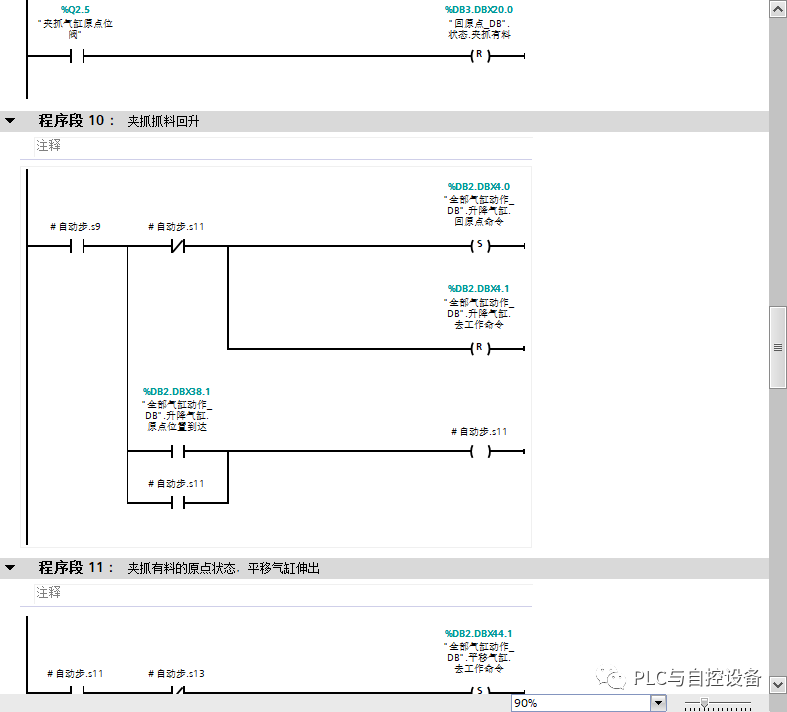
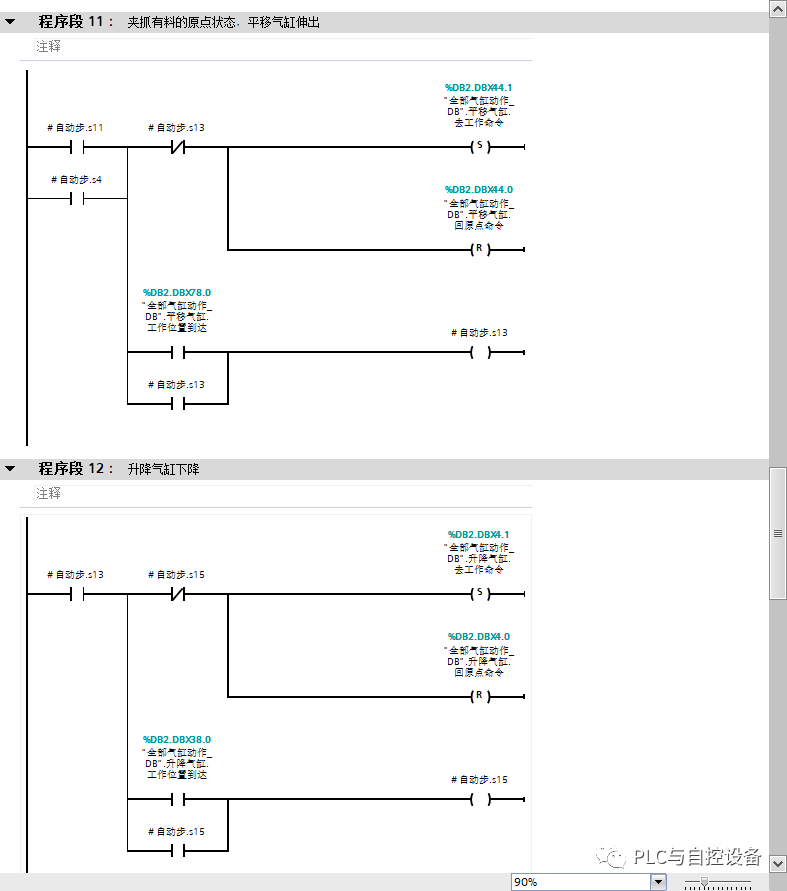
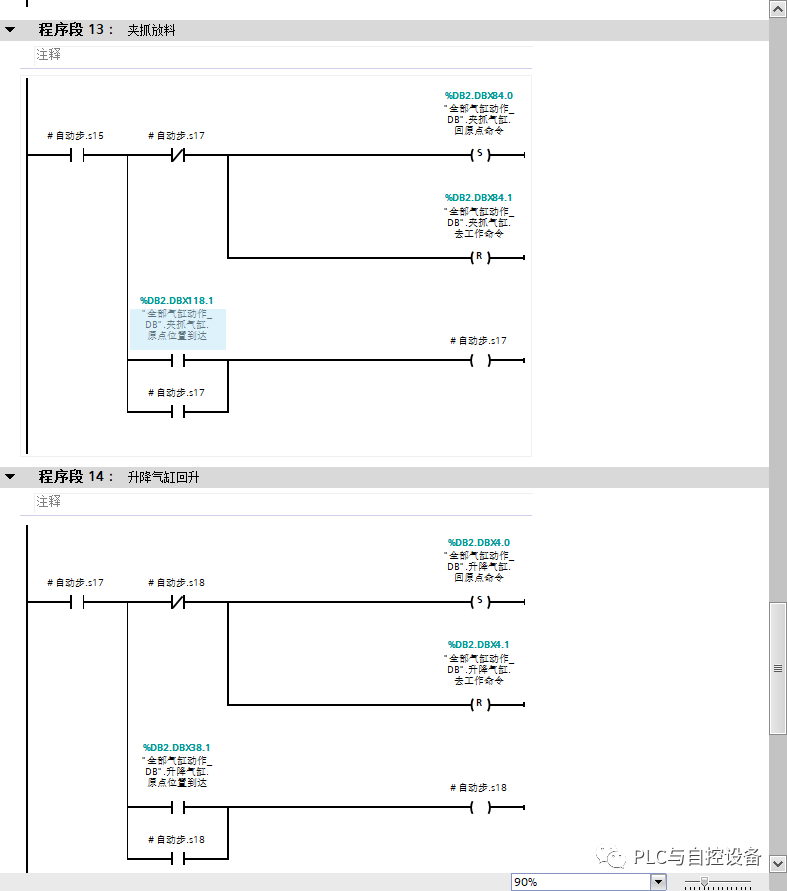
西門子1200/1500PLC的氣動機械手搬運硬件組成包括:工件到位光電開關、升降氣缸、平移氣缸、夾抓氣缸、氣缸磁性開關等。自動動作過程:工件到位光電開關亮→升降氣缸降→夾抓抓取工件→升降氣缸升→平移氣缸到下料位→升降氣缸降下→夾抓松開→升降氣缸升→平移氣缸到取料位等待下個工件。開頭的硬件組態都是差不多一樣,重復一遍,加深映像。
一、組態一個PLC設備
1、新建一個項目,在項目中添加一個PLC設備。
PROFINET接口的子網。
PROFINET接口的IP地址。
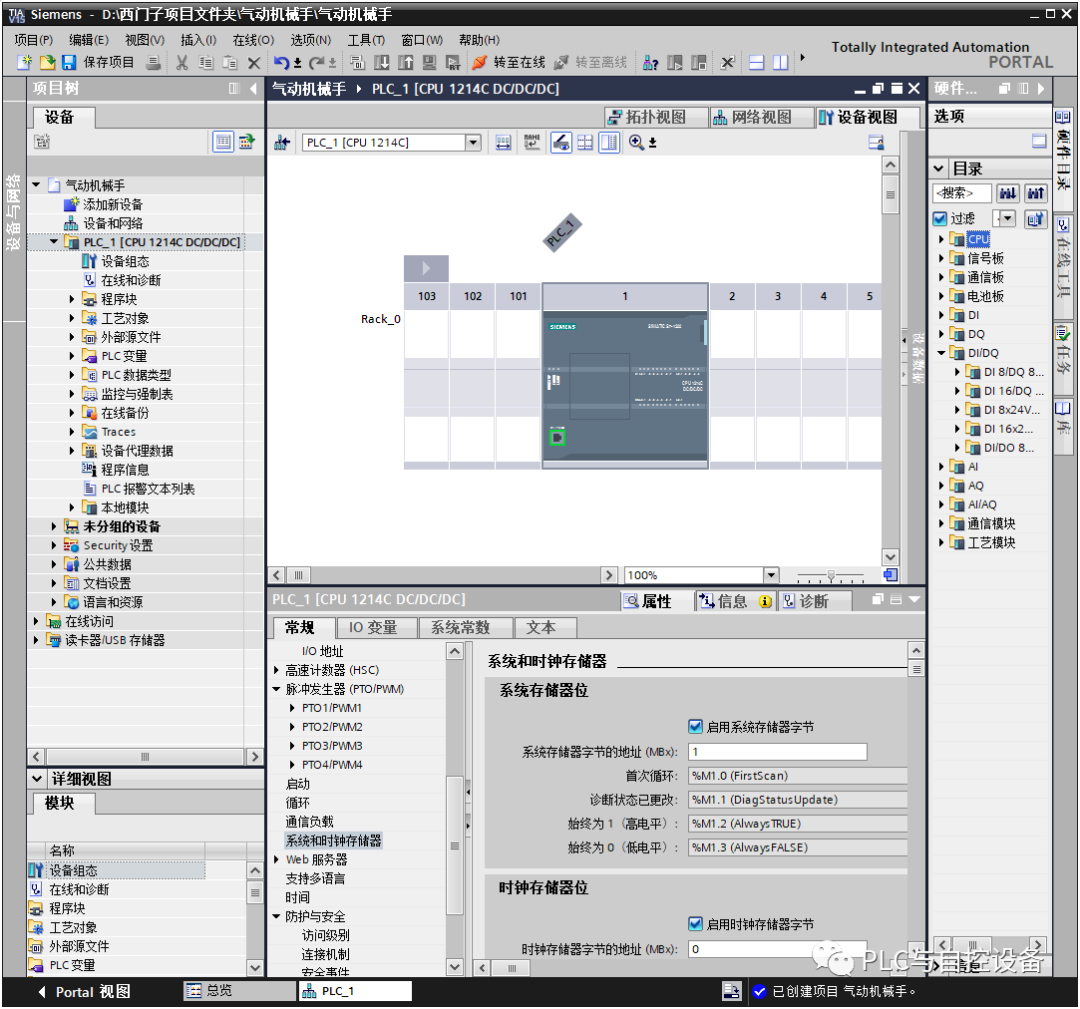
系統和時鐘存儲器開啟。
3、按需要添加其他模塊,分配好地址。
二、組態一個HMI設備
1、在項目樹中,找到 ,添加新設備,選擇HMI型號,確定。
,添加新設備,選擇HMI型號,確定。
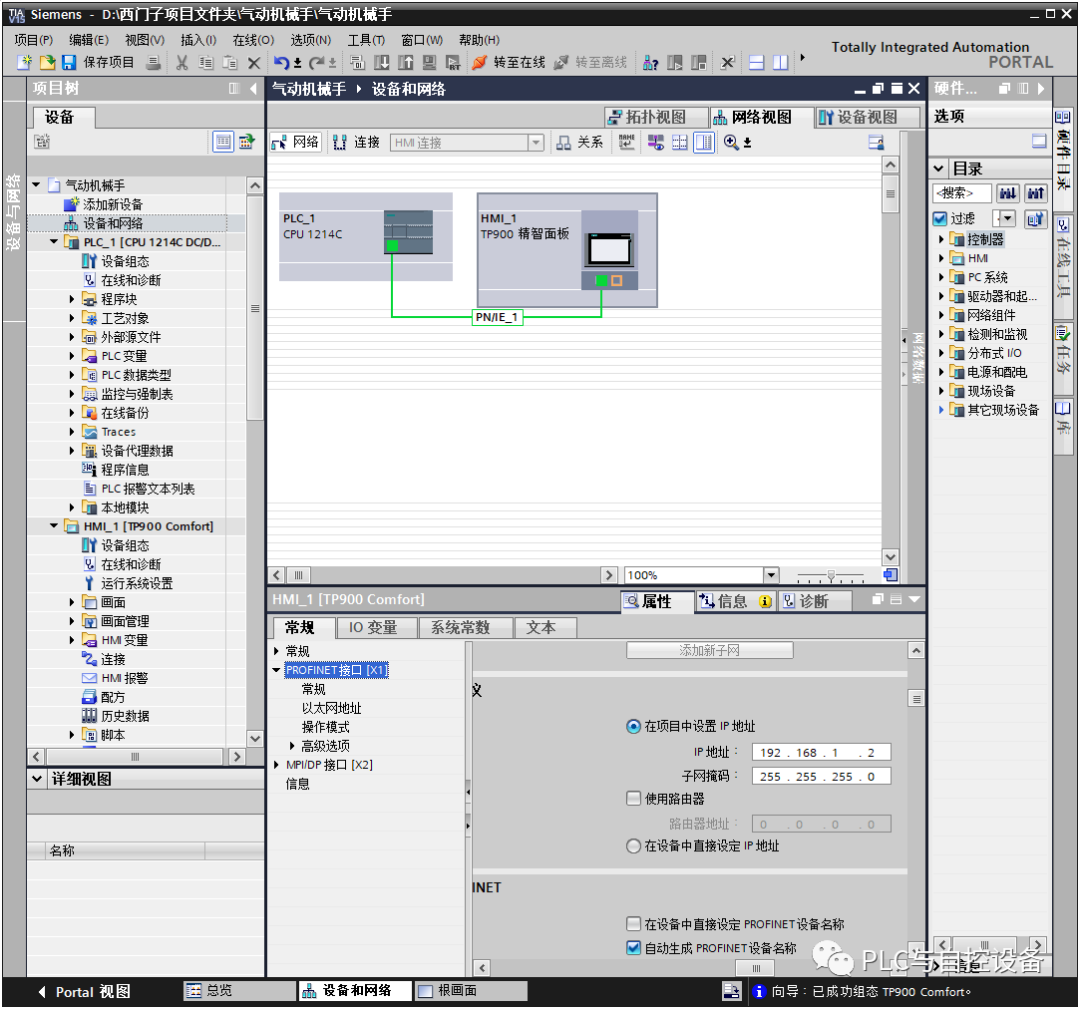
2、在“設備和網絡”項目的“網絡視圖”中,用鼠標連接PLC與HMI的網口。如在啟動向導時選擇了PLC,則可省去這一步。
3、配置HMI的PROFINET以太網地址,與PLC為同一網段,不同網址。
以上2、3可以在添加HMI啟動向導時自動完成。
三、編寫PLC程序
1、新建一個PLC變量表,如系統比較復雜,可以把M區變量、I區變量、Q區變量分別建立變量表。
如為復雜控制系統,變量表最好與系統默認變量表分開。
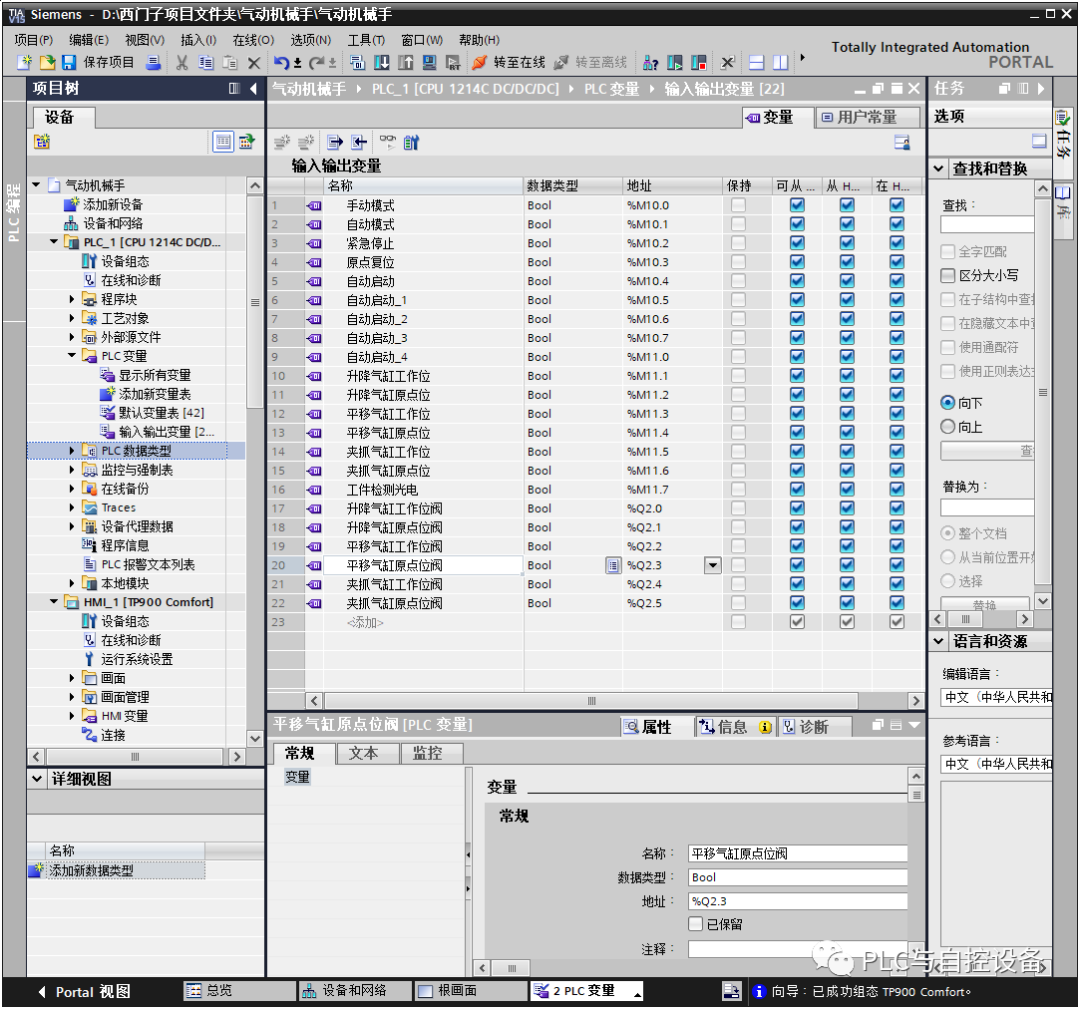
為了演示方便,這里把I區變量改為M區變量。
2、新建一個FB程序塊,命名為“氣缸動作”。
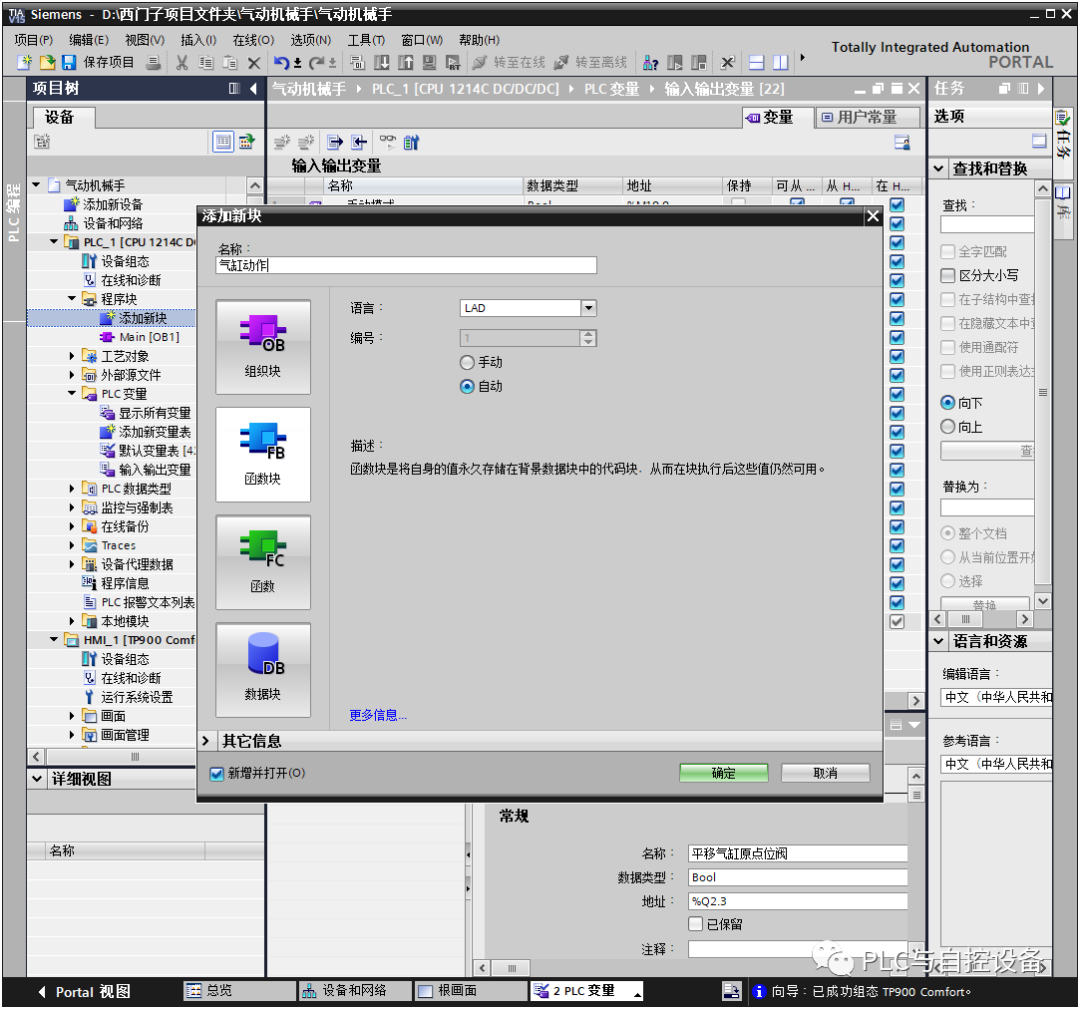
這個FB塊為三個氣缸的通用塊,后面都要調用,取消塊的優化訪問,設置“氣缸動作”FB塊接口參數如下圖:
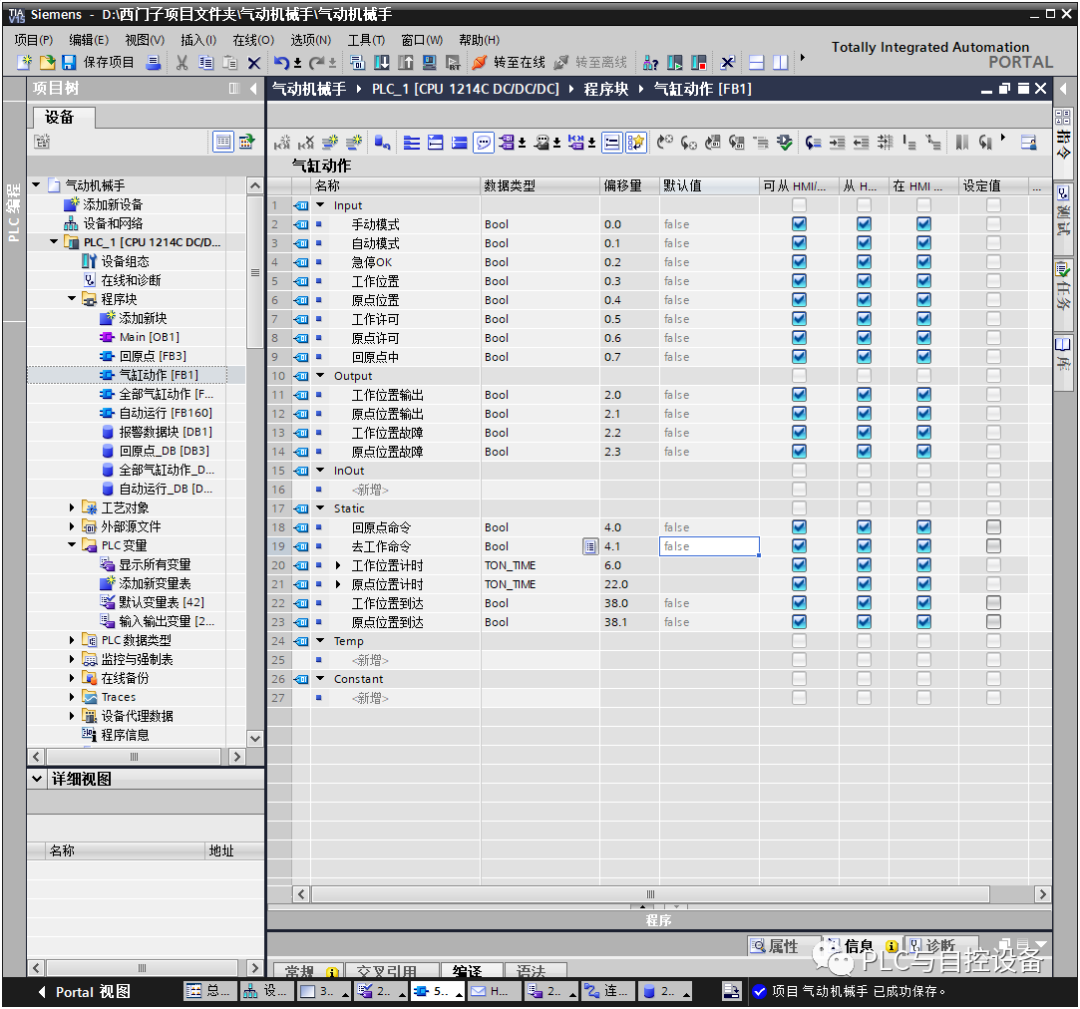
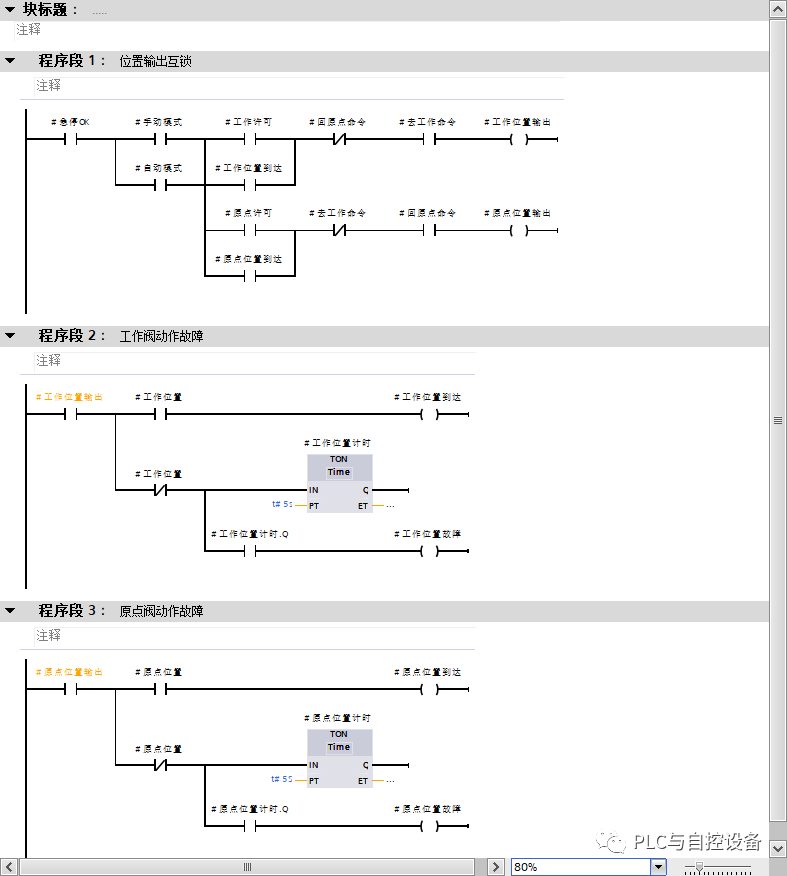
“氣缸動作”塊的程序如下:
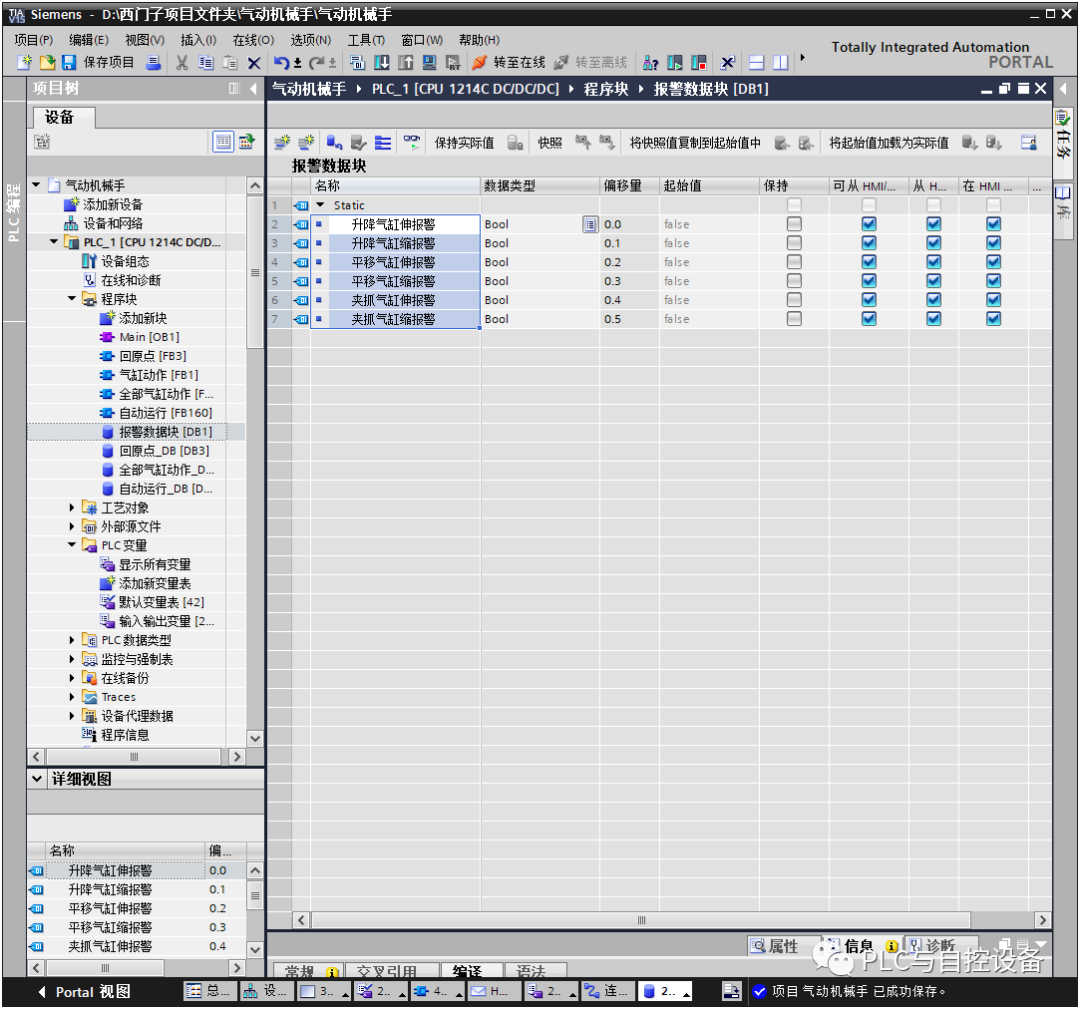
3、建立一個全局DB——“報警數據塊”,取消塊的優化訪問。
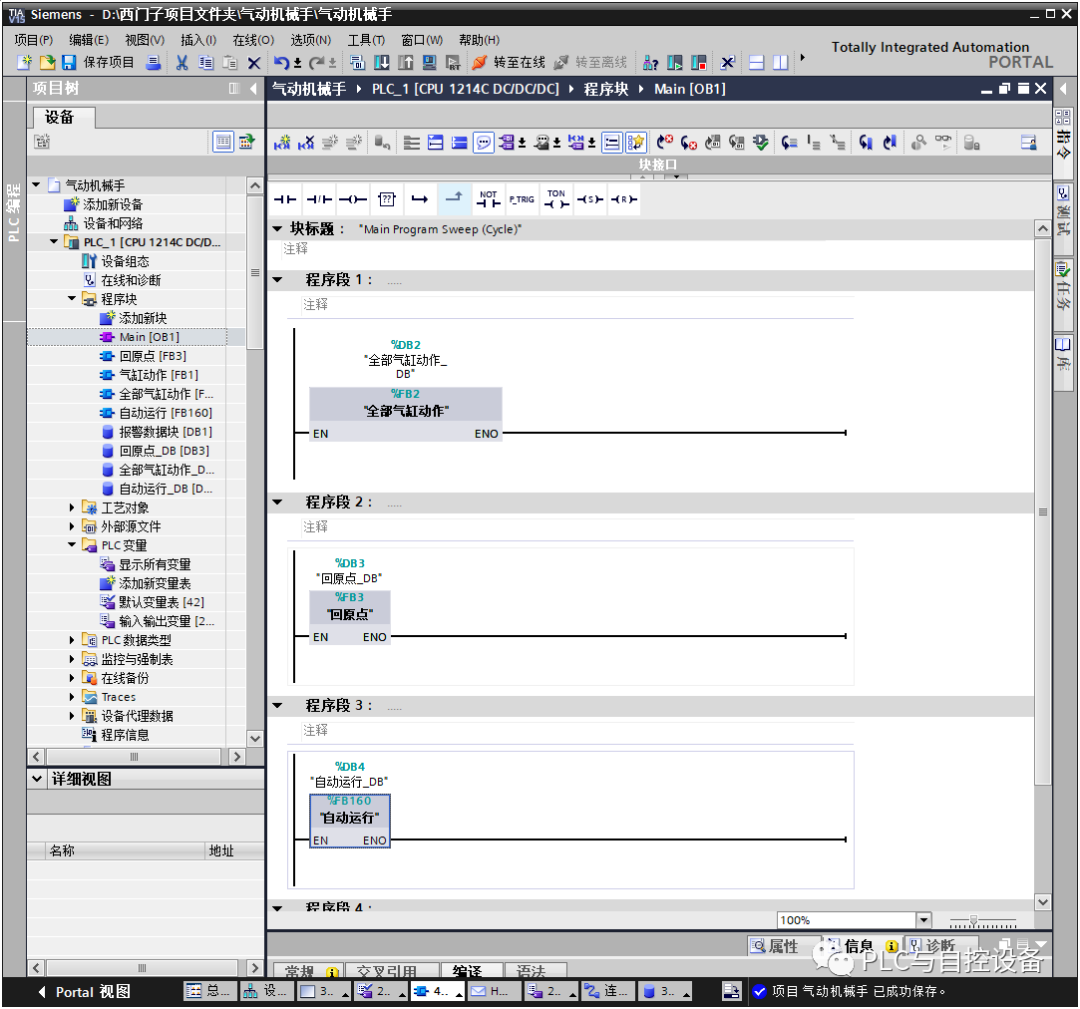
4、建立一個總的氣缸動作FB——“全部氣缸動作”,調用“氣缸動作”FB,建立三個多重實例,取消塊的優化訪問。
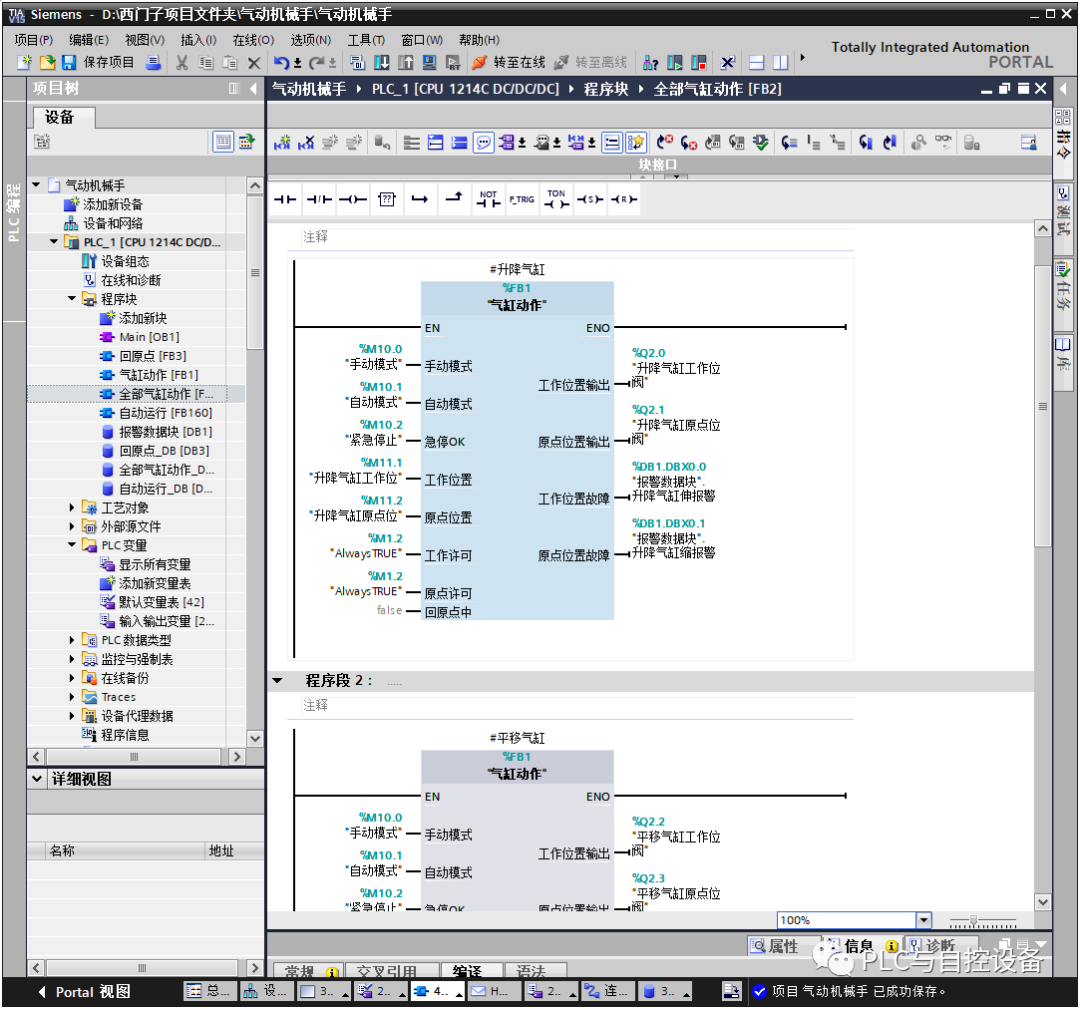
以上塊需要用變量或常量補充完整塊的輸入輸出接口。
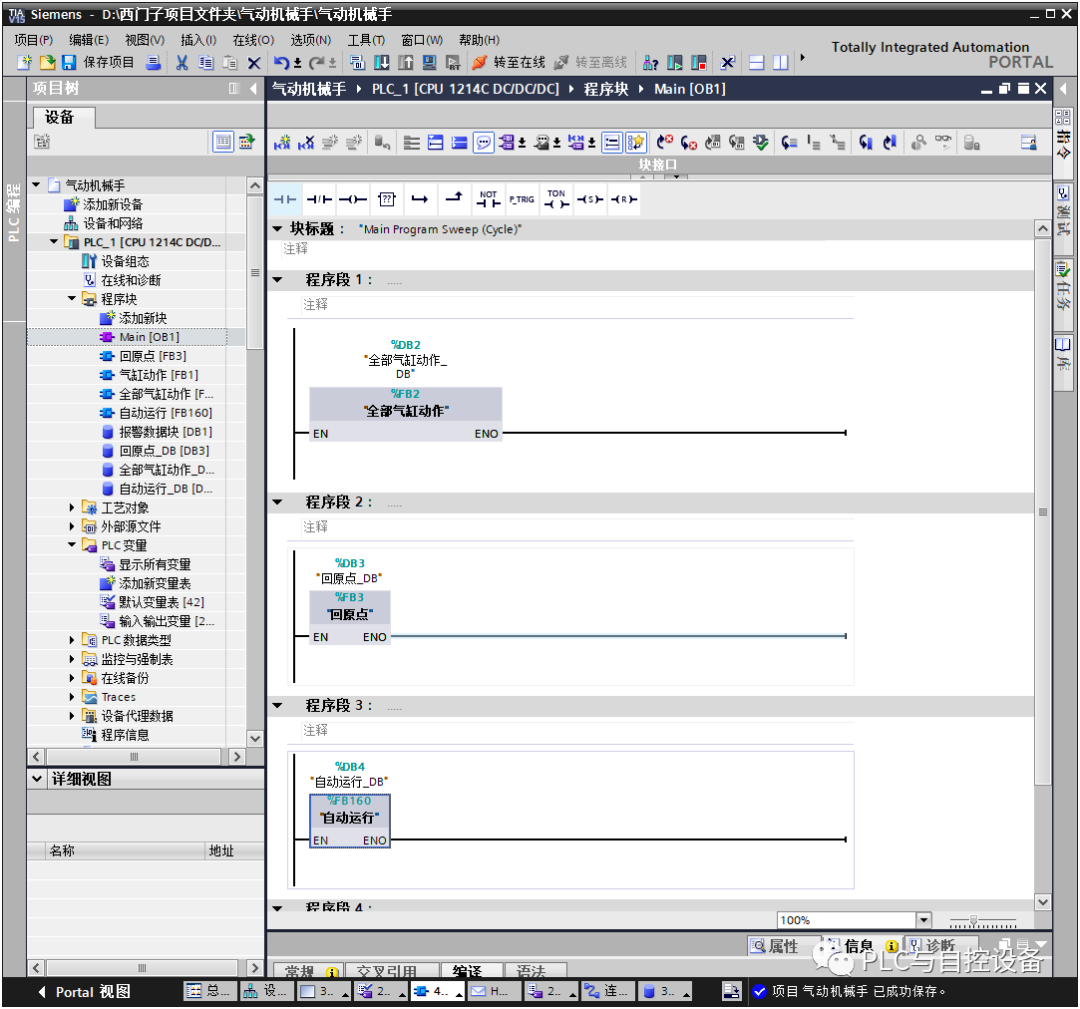
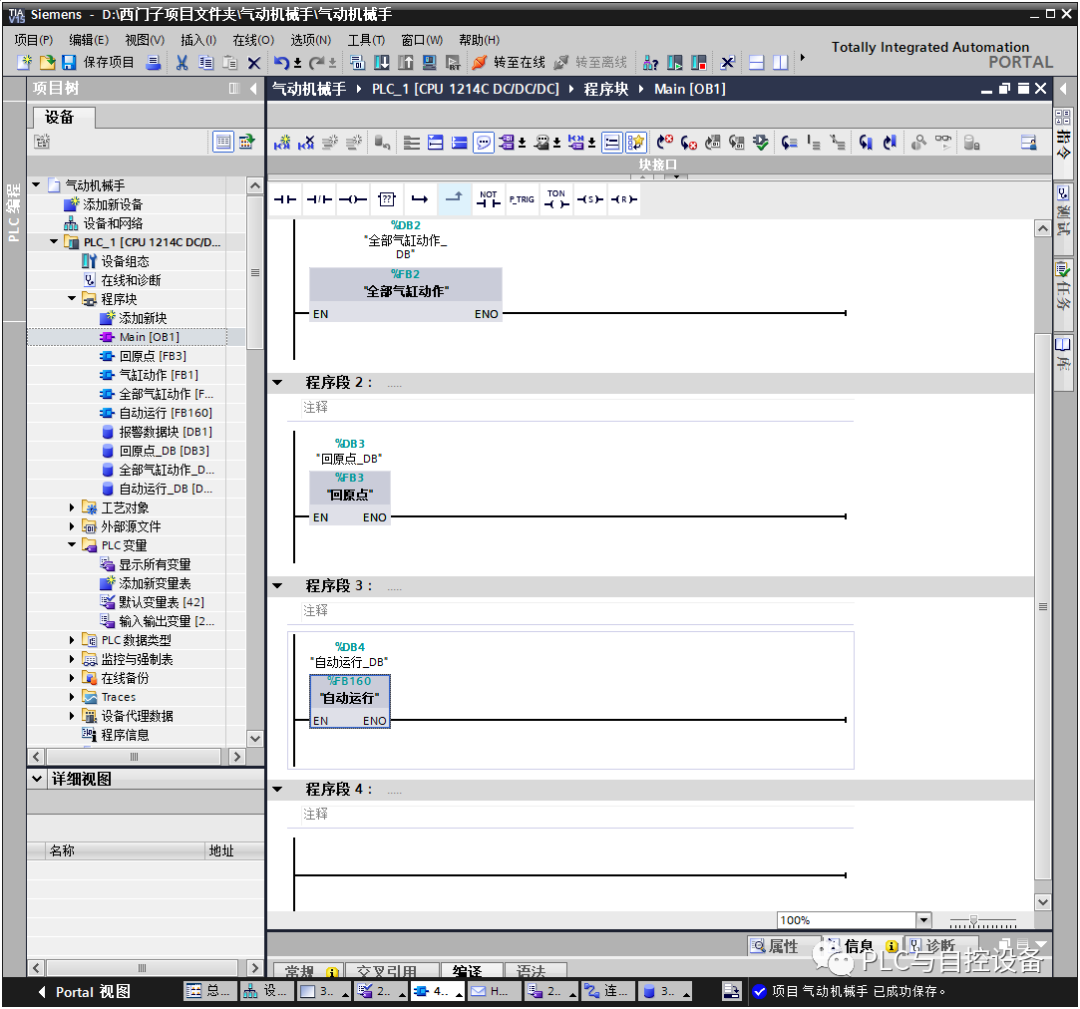
5、在OB組織塊“Main”中調用FB“全部氣缸動作”,生成背景數據塊,氣缸動作的程序就做好了。
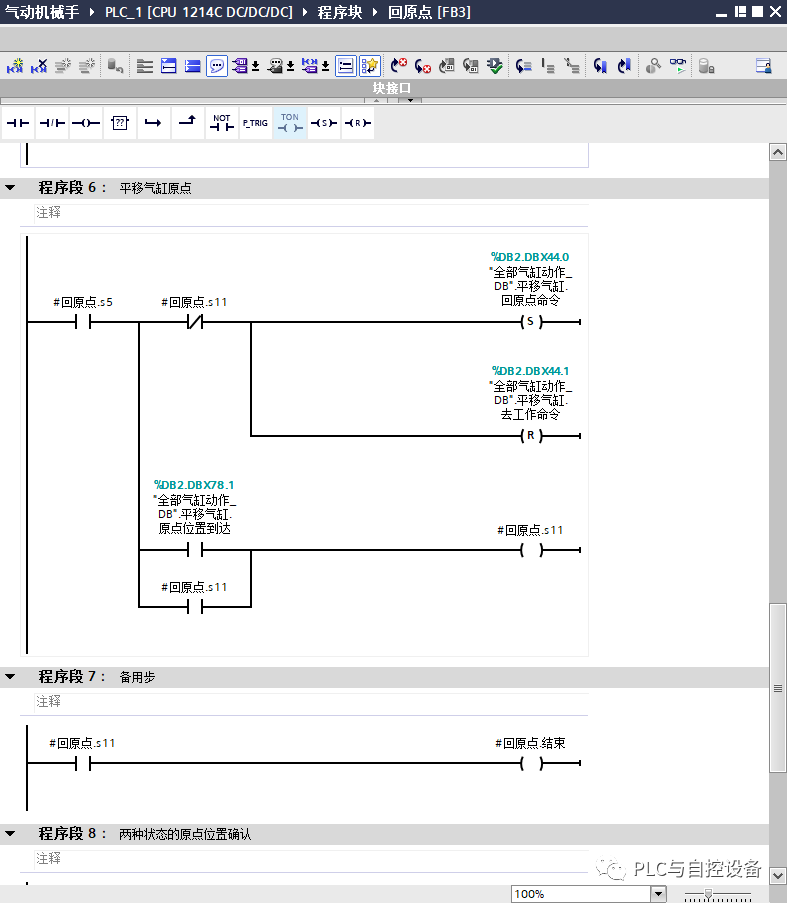
6、建立一個FB,命名為“回原點”,取消塊的優化訪問,設置塊接口參數如下:
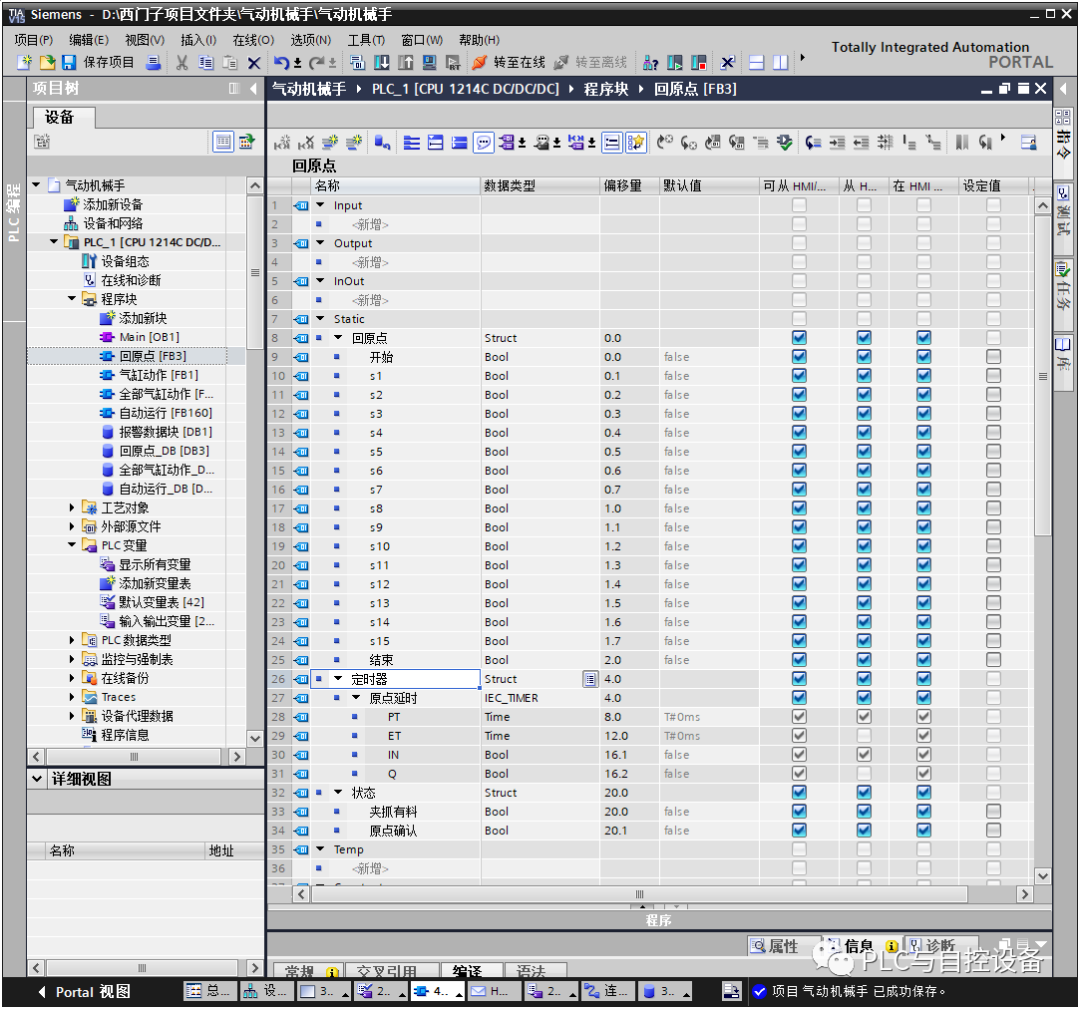
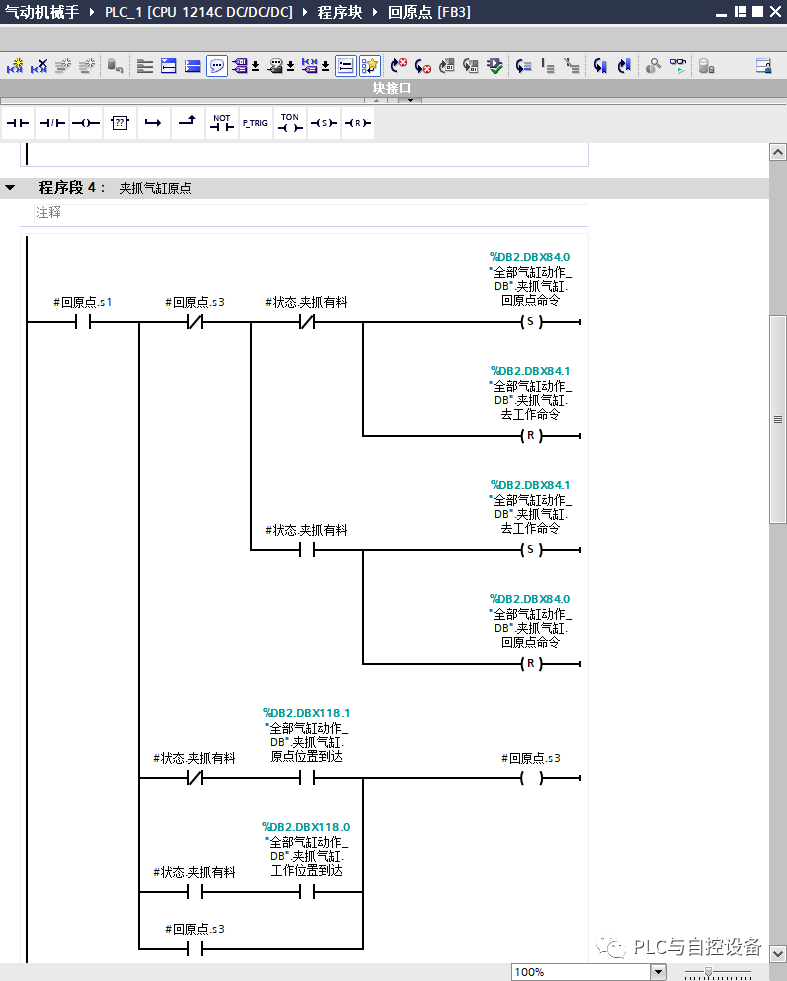
原點延時幾秒是為了防止人不小心誤觸掽到原點開關而產生事故。夾抓有料的原點與夾抓無料的原點過程分開編寫。以下為回原點程序:
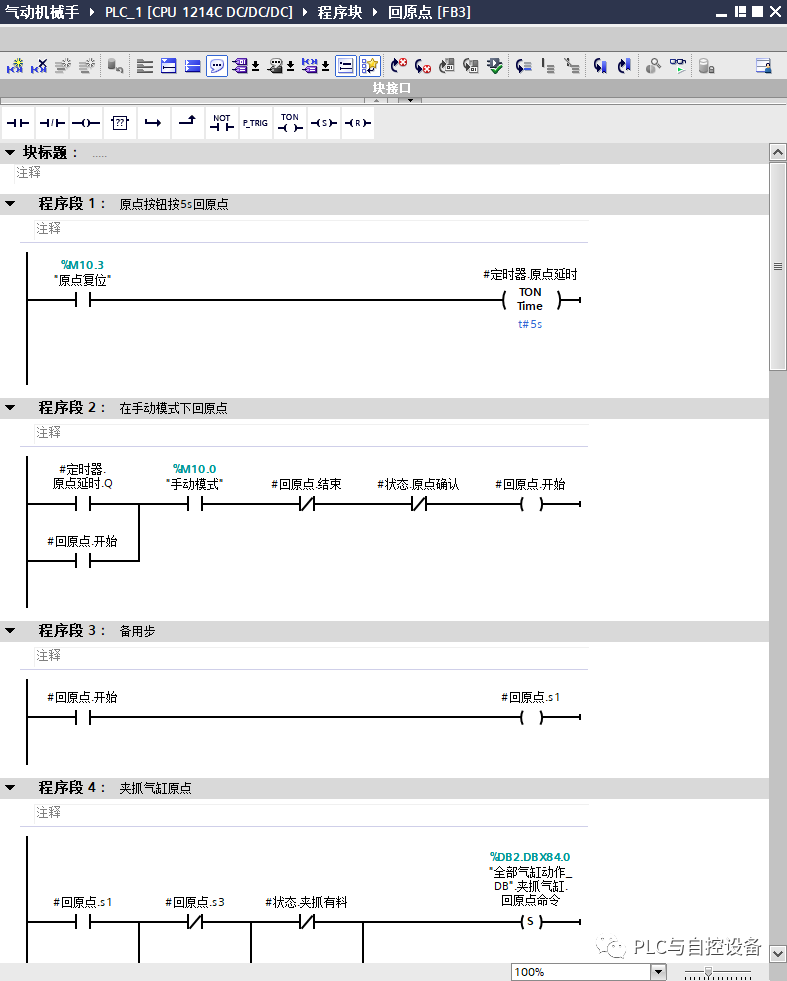

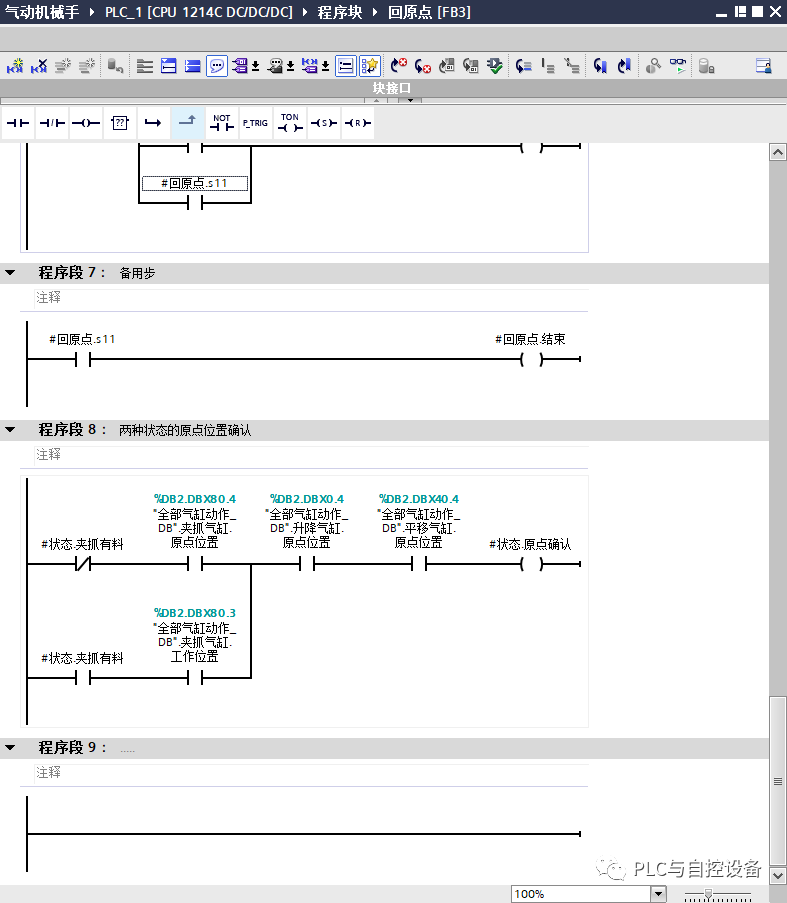
“回原點”FB程序編寫完成,在OB組織塊中調用,生成背景數據塊。
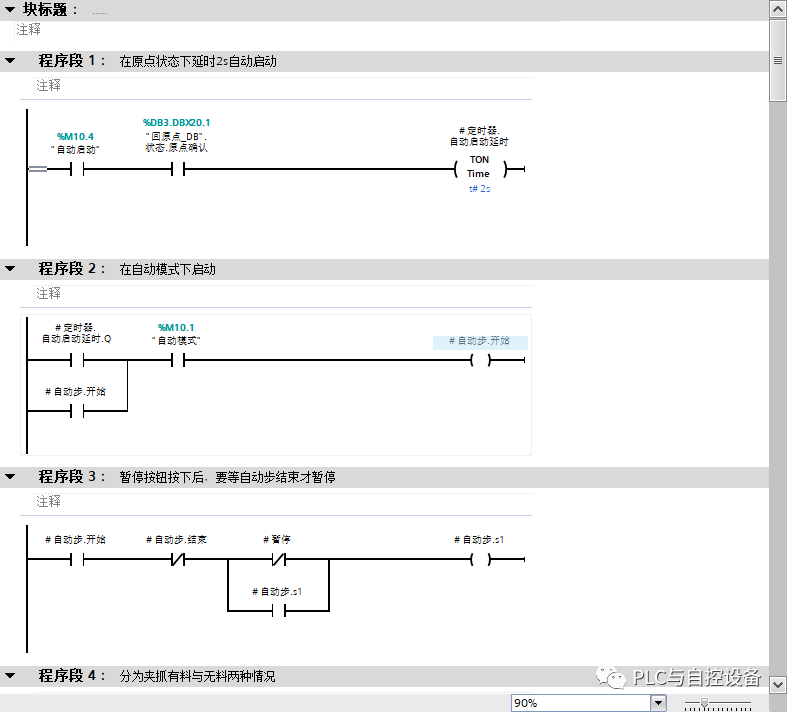
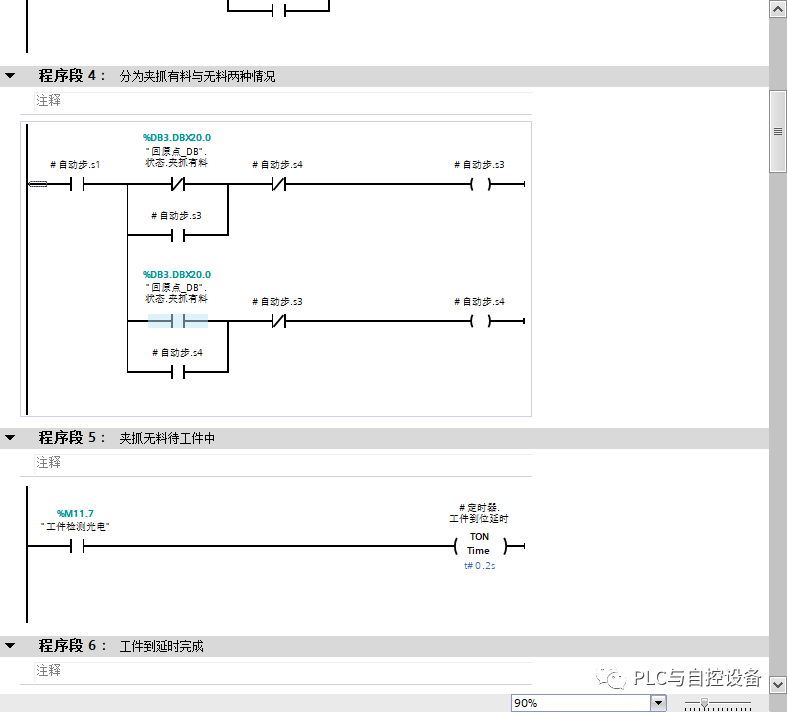
7、建立一個FB,命名為“自動運行”,取消塊的優化訪問,設置塊接口參數如下:
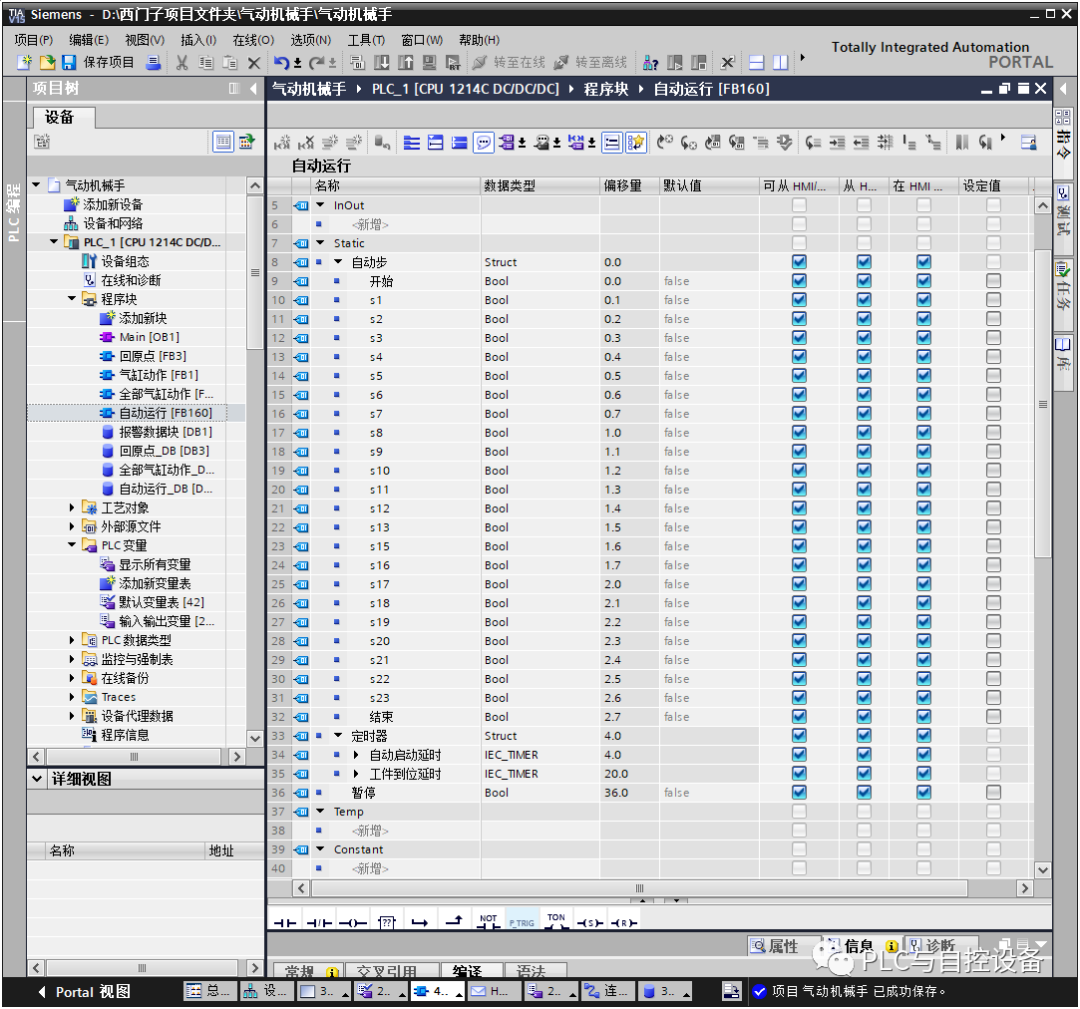
這里也有兩個定時器,一個自動啟動延時,也是為了防止誤操作;另一個工件到位延時,是為了保證抓料的準確性。程序如下:

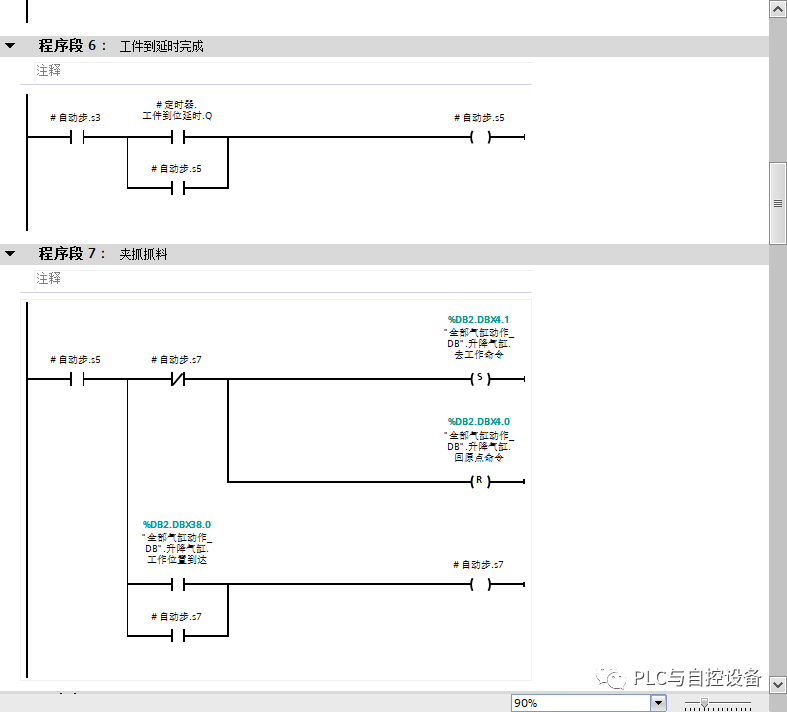
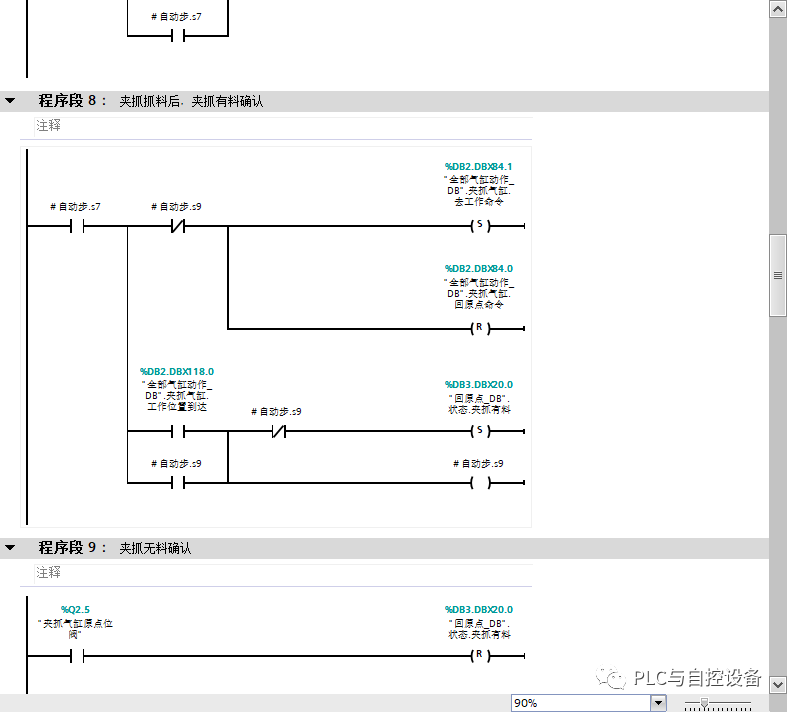
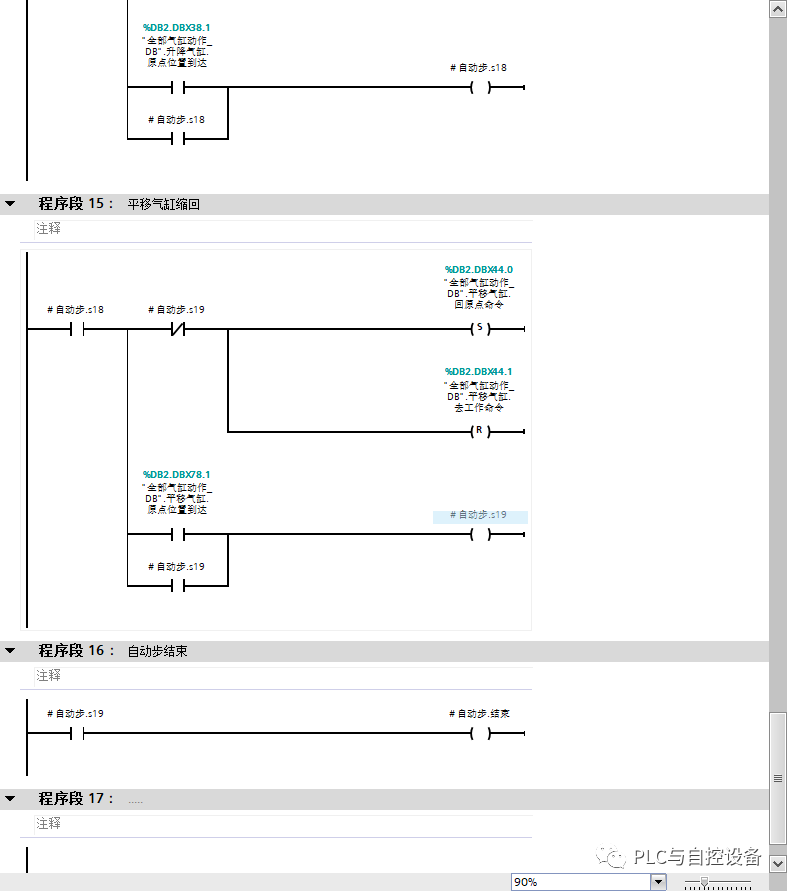
“自動運行”FB程序編寫好后,插入組織OB塊中,進行調用。
到此,PLC中的程序已編寫完成。
審核編輯:湯梓紅
-
plc
+關注
關注
5008文章
13167瀏覽量
462195 -
cpu
+關注
關注
68文章
10829瀏覽量
211194 -
西門子
+關注
關注
94文章
3009瀏覽量
115664 -
S7-1200
+關注
關注
11文章
331瀏覽量
17922
原文標題:西門子S7-1200/1500PLC氣動機械手程序
文章出處:【微信號:中泰PLC自動化教學,微信公眾號:中泰PLC自動化教學】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
S7-1200/1500氣動機械手編程實例

西門子S7-300和S7-400及S7-1200與S7-1500PLC的編程語言比較表

西門子PLC,SIMATIC S7-1200和S7-1500
西門子PLC S7-1200在線下載功能分享
如何選擇合適的西門子S7-1200 PLC
西門子1200PLC之間的ModbusTCP通訊如何實現?

西門子S7-1200/1500PLC經典氣動機械手程序
PLC西門子S7-200smart和S7-1200的區別?
透傳網關基于4G/以太網/WIFI聯網實現西門子S7-1200/1500PLC的遠程監控和程序上下載






 工商網監
工商網監
評論