 SMT鋼網制作規范
SMT鋼網制作規范
總則:
在本標準涉及的開口方式均視焊盤為規則, 若出現焊盤不規則或與正常焊盤大小有較大出入時, 應視具體情況而決定開口方式。
1. 目的:
統一鋼網開孔標準, 保證鋼板開孔設計一致性, 保證錫膏印刷品質;
2. 適用范圍:
適用于 XXX 公司 SMT 鋼網開孔
3. 主要職責:
3. 1 工藝工程師根據 NPI 部門提供的貼片資料, 以及工藝工程師根據產品的特點提出鋼網制作要求(設計方案) ;
3. 2 工藝鋼網制作人員負責填寫《鋼網和治具制作申請單》 《鋼網評估單》 會簽各部門然后才進行制作;
3. 3 采購負責向供應商下《采購訂單》 和與供應商對賬, 協助付款事宜;
3. 4 生產部門負責鋼網的領取, 使用, 存放及存放前的清洗工作;
3. 5 品管品負責來料檢驗及鋼網使用稽核;
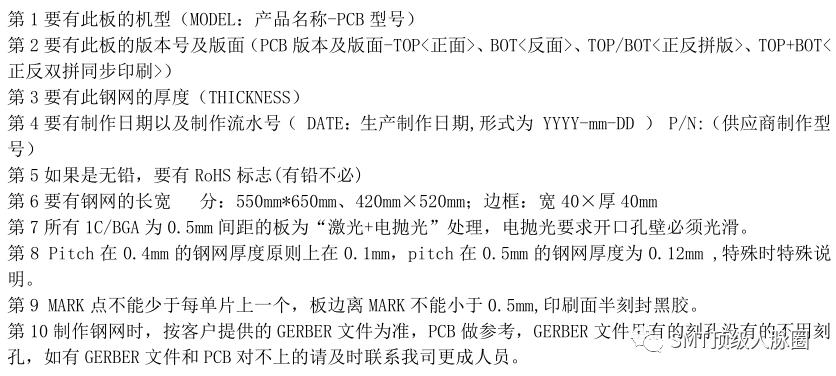
4. 制作要求:
4. 1 提供 GERBER 文件或 PCB 板(一般以 GERBER 為準) , PCB 進行參考(客戶特殊說明除外) 如兩者不符時與我司工程負責人確認;
4. 2 加工類型:激光+電拋光(化學蝕刻 Chemically Etched、 激光切割 Laser-Cut、 電鑄加工Electroform)
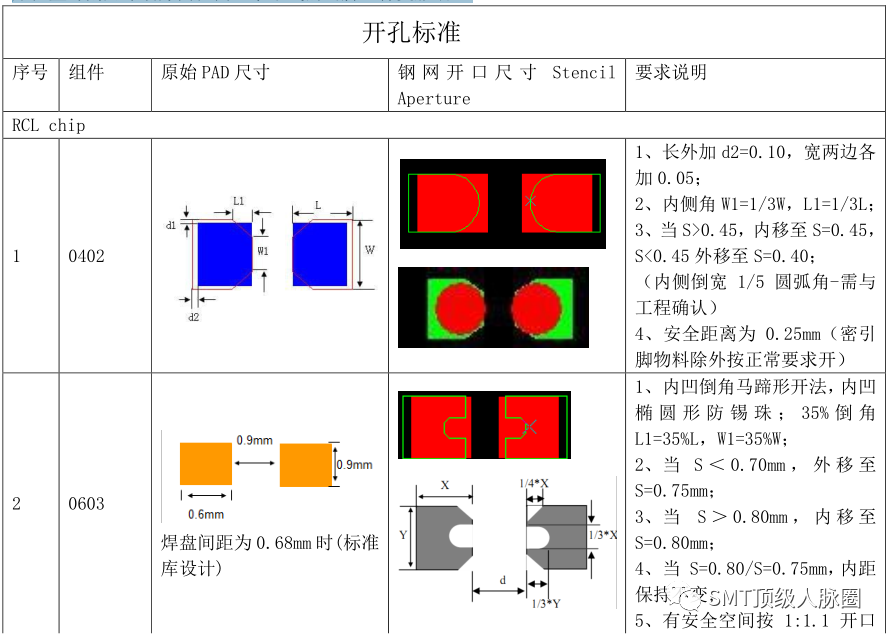
4. 3 開口要求:CHIP 按照客戶規范及附件修改要求;
4. 4 測試點、 話筒/振動馬達、 螺絲孔、 單獨焊盤、 三角形防靜電點等及 SPK、 MIC、 RF、 MOTOR、 BT 等后焊組件: 不開孔(特殊客戶要求除外) ;排線、 天線饋點(ANT 類的單個焊盤) :文件和 PCB 板上都有時, 需找客戶確認!
4. 5 IC 接地沒有特別要求視為開孔;
4. 6 通孔沒有特別要求視為不開孔;
4. 7 焊盤過板孔要避開;
4. 8 MARK 點:
4. 8. 1 非印刷面半刻并用不溶于異丙醇的透明樹脂封膠或半蝕刻加黑處理, Mark 點選取原則為板邊 2 個, 單板上最少 4 個(即板為 4 或 6 拼板時左右每塊小板各開立 2 個) , 若 Gerber 中無 Mark 點, 工程需與客戶確認 Mark 點位置;對于激光制作的鋼網, 其 MARK 點采用表面燒結的方式制作 MARK 點的灰度應達到鋼網廠商提供的樣品的標準;
4. 8. 2 Mark 點選用 1. 0 或 1. 5 或 2. 0mm 直徑大小的小圓點;(注意: 選用 Mark 點時不宜選用在 3mm范圍內有另外同類型 Mark 點的點) ;
4. 9 排版:拼板按照客戶要求, 連板按文件或 PCB;
4. 10 PCB 位置要求、 鋼片尺寸及網框(Frame) :PCB 中心、 鋼片中心、 鋼網外框中心需重合, 三者中心距最大偏差值不超過 3mm;PCB、 鋼片鋼網外框的軸線在方向上應一致, 任意兩條軸線角度偏差不超過 2度, 如果是共享鋼網, 所須遵循的設計原則由設計者提供。鋁框本色無鉆孔, 選擇使用與印刷機對應的相應規格型材的銀白色鋁框, 網框的厚度為40. 0±3. 0 mm。網框底部應平整, 其不平整度不可超過0. 5mm。
常用網框有以下幾種:
1) 大小:550mm*650mm;
2) 大小:420mm*520mm;
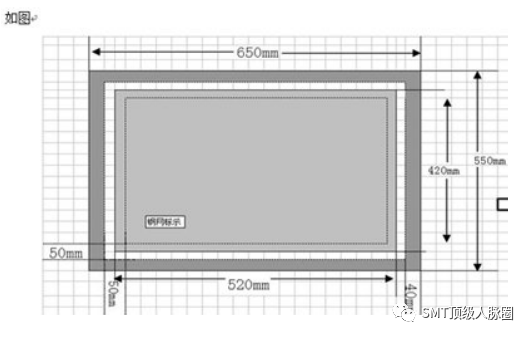
4. 11 鋼片 Foil/厚度:鋼片、 鎳合金、 銅片、 高分子驟合物(聚酰亞胺片材 Kapton) ;為保證鋼網有足夠的張力和良好的平整度, 所做鋼片距外框內側應保留有 50mm 的距離。
①、 所有的密腳器件中心距都大于等于 0. 5mm Pitch 且 CHIP 組件的尺寸都在 0402 以上(包含 0402)的板按客戶制作要求用 0. 12mm;
②、 含有 0. 4mm Pitch 的密腳器件或 0201 chip 組件的用 0. 10mm;
③、 含有對印錫量有特殊要求的個別器件或模塊的主板, 通常情況下的匹配關系:階梯部分厚度0. 15mm 或 0. 18mm 鋼網厚度 0. 10mm 或 0. 12 mm(具體要求開制時備注) 。
說明:有 BGA 元器件的主要有 0. 12mm 和 0. 13mm 厚度鋼網為主。
4. 12 拼板要求 :
①一板一網時, PCB 外形居中;
②PCB 板圖案距鋼片最外邊粘 AB 膠水位置要保證 50mm;
③兩塊不同 PCB 板開在同一片鋼網上時, 要求兩板板邊間隔 30mm;
④一片鋼網上開兩個同一 PCB 時, 要求 180° 拼板兩板板邊間隔 30mm;
⑤注意其中 PCB 流向, 特別要注意拼板方向, 要注意正反面的問題;
⑥如果制作雙拼鋼網, 必須按照雙拼治具數據要求拼版, 實現同步印刷, 精度保持 0. 08mm 內;
⑦雙拼板時注意以 PCB 板工藝邊(工藝邊為長邊時) 對鋼網架短邊;
4. 13、 邊框繃網(Border) :先用細砂紙將鋼片表面粗化處理并打磨鋼片邊緣, 再進行繃網。繃網用材料為不銹鋼鋼絲, 使鋼網與網框處于電導通狀態, 便于生產時板上靜電的釋放;鋼網絲目數應不低于 100
目, 其最小屈服張力應不低于 45N。繃網完成后, 在鋼網的正面, 鋼片與絲網結合部位及絲網與網框結合部位, 必需用強度足夠的膠水填充。所用的膠水不應與清洗鋼網用的清洗溶劑(工業酒精、 二甲苯、
丙酮等) 起化學反應。
要附合格檢驗報告 1 份;1: 1 標準塑膠菲林 1 份;第一次制作鋼網送 BGA 植球鋼網一張;
5. 開口特殊要求:
5. 1 焊盤與焊盤間應保持安全距離 0. 25mm, 同一組件的 2pad 間距最小為 0. 21mm(0402 相鄰組件的邊
緣距離保持 0. 2mm 即可) 如大于 0. 25mm 時必須知會工廠負責人同時須做分割處理: (焊盤周圍有金手指
或大銅泊同樣) 、 0603 及以上 CHIP 組件間的間距小于 0. 3mm 的, 組件與組件之間應保持 0. 3mm 的安全間
距、 屏蔽框與組件保持 0. 35mm 的安全距離。
5. 2 通常擴孔方向朝外, 如與其它零件距離太近, 剩余部分可考慮側面擴孔(保證與其它零件不連錫,
且清洗時鋼網不變形) 。
5. 3 小孔組件必須保證孔壁光滑, 有良好的下錫性(如:0. 3mm 球徑的 BGA、 CSP 等組件) ;
5. 4 通常所指比例為面積比:如 1:1. 5 等于 PCB 焊盤的面積:鋼網開孔面積(特別的除外) ;
5. 5 針對零件附近的三角形靜電點不可開孔, 同時要求保證零件開孔不可覆蓋靜電點, 以保證靜電點
不可與零件短路。
6. 6 AB 面同時印刷鋼網開孔時, 少料面 0402 物料需擴大 15%開孔。0603 或以上物料、 BGA 等密腳物料
按正常方式開孔。
6. 7 開孔寬度減小時應對稱進行, 以使錫膏居中;開孔長度減少時應盡量在組件內側以避免錫珠;
6. 8 QFN 類組件引腳開口內切不能大于0. 08mm, ≤0. 65pitch 的 IC 類組件都需方形倒圓角;所有IC:
針對 Pitch0. 5mm 保證引腳長度至少 0. 60mm;
6. 9 有 PCB 板上 IC 組件有短路腳則按單獨腳分開開口, 外加 0. 2mm;
備注:如有與文件有沖突或有疑問的, 需要及時與相關聯絡人聯系溝通。
鋼網的開孔數量要與 PCB 板和文件相結合, 如 PCB 板上有焊盤, 文件里面沒有, 特別是兼容性的焊盤,
一定要找客戶確認。
7. 通用規則:
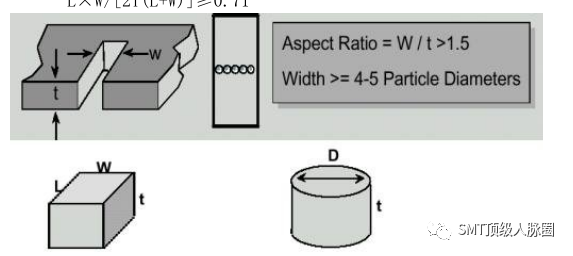
7. 1 網孔尺寸(Aperture Size) , 錫膏從網孔粘附到 PCB 焊墊的程度 3 個主要因素:
a) 鋼網設計的面積比和縱橫比;
b) 網孔內壁的幾何形狀;
c) 網孔內壁的光滑度。
7. 2 模板開口一般設計標準應為:
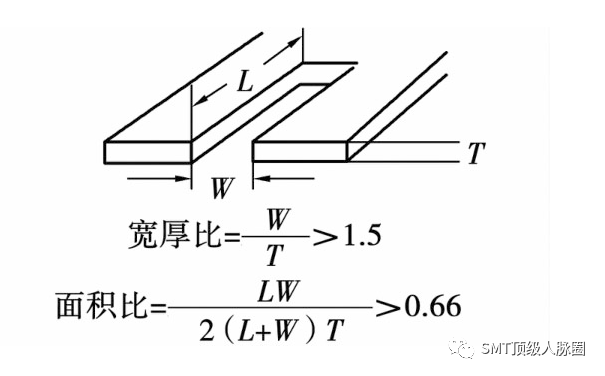
面積比(Area Ratio) ≥0. 71, 寬厚比(Aspect Ratio) ≥1. 6, 當開口長度遠大于其寬度(如
IC 時) , 則需考慮其面積比。
Aspect Radio(寬厚比) : 開孔寬度(W) /模板厚度(T) ;
Area Radio(面積比) : 焊盤開孔面積/孔壁面積) 。
總原則:在保證足夠錫量的情況下應使錫膏有效釋放;
三球定律:至少有 3 個最大直徑的錫球能排在模板的厚度方向和最小開孔的寬度方向;
鋼板呈倒錐形, 即網孔下開口比上開口寬 0. 01mm 或 0. 02mm 據鋼網厚度而定(開孔孔壁錐度要求
在 4° ~9° 范圍之內) ;
若焊盤尺寸 L>5W 時, 則依據寬厚比確定鋼片的厚度:
W/ T≥1. 66 T<W/ 1. 66
若焊盤呈正方形或圓形, 則依據面積比確定鋼片的厚度:
L×W/[2T(L+W) ]≥0. 71
7. 3 單個 PAD(通常一邊大于 4mm 且另一邊不小于 2. 5mm) 不能大于 3X4mm, 超過的應用 0. 40mm 的線分
割, 分成的 PAD≤2mmX2mm;
7. 4 半蝕刻制作注意事項:
做 STEP-DOWN 時, 應保證半蝕刻區域內的組件最外邊開口與半蝕刻區域最外邊至少有 2-3mm 的區
域空間, 如與周邊組件隔得較近時, 也可將周邊的組件 STEP-DOWN, 便于良好下錫。做 STEP-UP 時, 蝕
刻區域最外邊與周邊小組件要至少有 1-3mm 的間隙。當局部加厚組件位置周圍有密腳 IC、 QFP、 QFN 時,
可根據情況取消該處的加厚工藝, 以防止短路, 并且需根據印刷情況改變 PCB 的進板方向, 避免印刷時加
厚位置與刮刀印刷方向在同一水平線的密腳組件受影響。

審核編輯:湯梓紅
-
pcb
+關注
關注
4317文章
23014瀏覽量
396378 -
smt
+關注
關注
40文章
2884瀏覽量
69062 -
焊盤
+關注
關注
6文章
548瀏覽量
38090 -
鋼網
+關注
關注
0文章
23瀏覽量
9263
原文標題:【干貨】史上最完整SMT鋼網制作規范(2023精華版),你值得擁有!
文章出處:【微信號:SMT頂級人脈圈,微信公眾號:SMT頂級人脈圈】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
SMT激光鋼網——防錫珠工藝
【技術】鋼網是SMT生產使用的一種工具,關于其設計與制作
在制作SMT鋼網時有哪些事項需注意
SMT鋼網制作的規范要求及注意事項
【技術】鋼網是SMT生產使用的一種工具,關于其設計與制作
探索SMT生產的核心:鋼網的作用及其重要性


SMT錫膏鋼網的清洗工藝主要有哪些?






 工商網監
工商網監
評論