 LGA器件焊接失效分析及對策
LGA器件焊接失效分析及對策
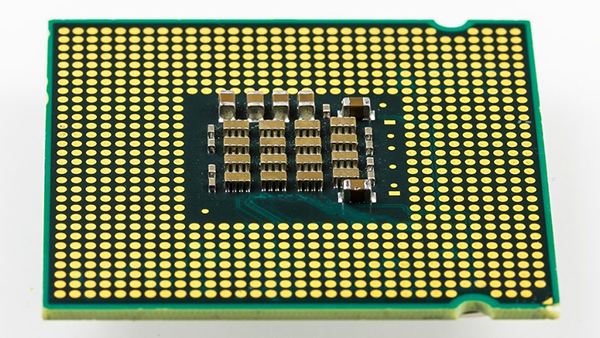
LGA(Land Grid Array)是使用器件本體焊盤作為焊接端面的部件,隸屬于BTC器件,與QFN近似。最早為大家所熟知源于Intel CPU LGA775。LGA沒有引腳和錫球,容易受到器件和PCB變形影響,因本體遮蓋焊錫,導致焊點內氣泡難以逃離焊點,使氣泡產生的可能性增大。
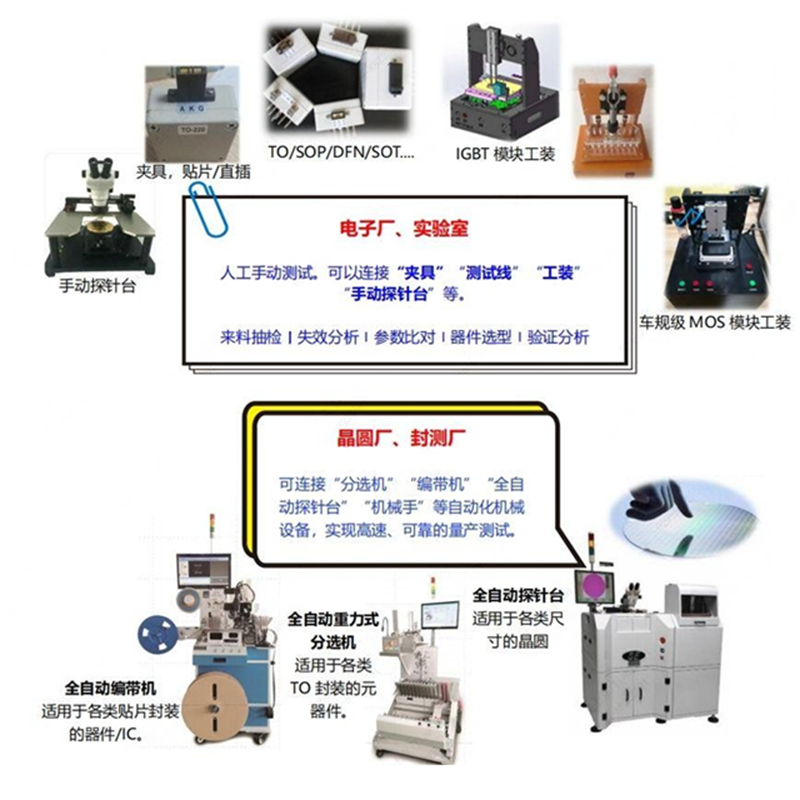
檢測LGA焊點品質通常需要使用X射線、5D X-ray或3D X-ray,其中以3D X-ray(CT)檢測最為直觀有效。
LGA器件失效種類
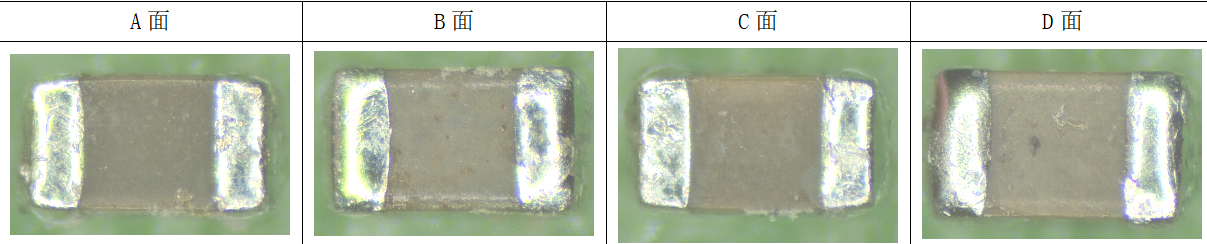
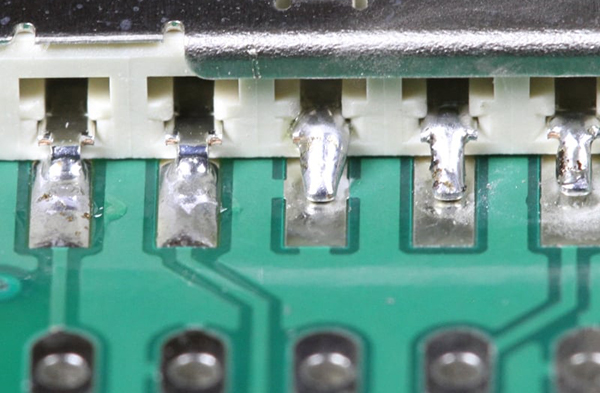
對于LGA器件來說,常見的失效問題主要是短路和焊點氣泡。這些問題與器件較重有關;焊點氣泡成因種類繁多,從器件特性導致空洞主要是BTC器件原因導致。
超重LGA器件的工藝難點及失效
部分LGA器件較重,甚至帶金屬殼體,在重力的作用下,熔化的焊錫受器件本體擠壓,導致焊錫承受表面張力過大,不利于氣泡從焊點中逸出,極端情況會導致短路。在SMT制程中設計合適的支撐可以緩解這個問題,業界通常使用兩種方案:點膠和治具。
點膠是指SMT前使用自動點膠機在PCB上施加適量膠水,膠水在reflow制程中先與焊錫熔化而硬化,以輔助支撐LGA器件本體;粘著力要大,可以起到補強焊點的功能,特別是LGA四角。
治具適合多品種小批量企業,通過在LGA貼裝前在PCB對應的四個角放置治具,再進行器件貼裝和回流焊接。

LGA焊點空洞影響及控制方案
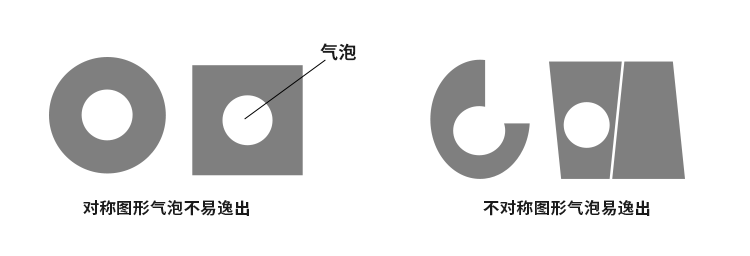
為了控制LGA焊點空洞問題,需要嚴格遵循IPC-7095規范。從焊錫原理上看,焊點內氣泡逸出要求焊錫面積越小越好、焊錫越薄越有利于氣泡逃逸、液態焊錫表面張力越小越好。但從錫膏印刷形狀及氣泡逃逸來看,不對稱圖形焊錫熔化時對焊點內氣泡施加力度不平衡,有利于氣泡逸出。
LGA焊盤設計要求
LGA焊接特性容易產生氣泡,同時BTC器件焊接特性明顯——PCB變形對焊接效果影響顯著。方形焊盤與圓形焊盤均可以使用,注意四周及角落焊盤設計需加大,如果條件允許,四角設置機械增強焊盤以強化焊接效果,防止四角焊點受機械應力開裂及PCB&部件彎曲扭曲導致的空焊。禁止盤中孔半塞工藝,避免盲孔效應導致的巨型氣泡及塞孔不良導致的焊點氣泡。
福英達超微焊錫膏
深圳市福英達有著豐富的印刷錫膏生產經驗,能為客戶提供粘度穩定,印刷性能優秀的超微印刷錫膏產品。回流焊接時形成的焊點強度高,空洞少,能夠滿足高可靠性需求。
審核編輯 黃宇
-
焊接
+關注
關注
38文章
3069瀏覽量
59609 -
LGA
+關注
關注
0文章
23瀏覽量
16260 -
失效分析
+關注
關注
18文章
210瀏覽量
66380
發布評論請先 登錄
相關推薦
塑封器件絕緣失效分析

真空回流焊爐/真空焊接爐——LED失效分析


半導體分立器件測試儀
IGBT器件失效模式的影響分析

電子元器件引腳共面性對焊接的影響

淺談失效分析—失效分析流程

阻容感失效分析






 工商網監
工商網監
評論