 鈦合金為何航空材料、手機領域備受歡迎?
鈦合金為何航空材料、手機領域備受歡迎?
1948年美國杜邦公司用鎂法成噸生產海綿鈦——這標志著海綿鈦即鈦工業化生產的開始,而鈦合金因具有比強度高、耐蝕性好和耐熱性高等特點而被廣泛應用于各個領域。鈦合金在航空業上已應用了半個多世紀;在3C領域,華為、蘋果、小米、榮耀等多款手機均已導入該材料,越來越多的3C廠商有望采用鈦合金。那么鈦合金為何如此廣受青睞呢?
鈦的特性
比強度高:是鋁合金的1.3倍,鎂合金的1.6倍,不銹鋼的3.5倍,金屬材料中的冠軍。
熱強度高:使用溫度比鋁合金高幾百度,可在450~500℃的溫度下長期工作。
抗蝕性好:耐酸、耐堿、耐大氣腐蝕,對點蝕、應力腐蝕的抵抗力特別強。
低溫性能好:間隙元素極低的鈦合金TA7,在-253℃下還能保持一定的塑性。
化學活性大:高溫時化學活性很高,輕易與空氣中的氫、氧等氣體雜質發生化學反應,生成硬化層。
導熱系數小、彈性模量小:導熱系數約為鎳的1/4,鐵的1/5,鋁的1/14,而各種鈦合金的導熱系數比鈦的導熱系數約下降50%。鈦合金的彈性模量約為鋼的1/2。
鈦合金的分類及用途
鈦合金按用途可分為:耐熱合金、高強合金、耐蝕合金(鈦-鉬、鈦-鈀合金等)、低溫合金以及特殊功能合金(鈦-鐵貯氫材料、鈦-鎳記憶合金)等。盡管鈦及其合金應用的歷史不長,但由于它那超眾的性能,已經獲得了多個光榮稱號。首先榮獲的稱號就是“空間金屬”,它重量輕、比強度大又耐高溫,特別適于制造飛機和各種航天器。目前世界上生產的鈦及鈦合金,大約有3/4都用于航空航天工業。許多原來用鋁合金的部件,都改用了鈦合金。
鈦合金的航空應用
鈦合金主要用于飛機及發動機的制造材料,如鍛造鈦風扇、壓氣機盤和葉片、發動機罩、排氣裝置等零件以及飛機的大梁隔框等結構框架件。航天器主要利用鈦合金的高比強度,耐腐蝕和耐低溫性能來制造各種壓力容器、燃料貯箱、緊固件、儀器綁帶、構架和火箭殼體。人造地球衛星、登月艙、載人飛船和航天飛機也都使用鈦合金板材焊接件。
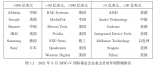
1950年美國首次在F-84戰斗轟炸機上用作后機身隔熱板、導風罩和機尾罩等非承力構件。20世紀60年代開始鈦合金的使用部位從后機身移向中機身、部分地代替結構鋼制造隔框、梁、襟翼滑軌等重要承力構件。20世紀70年代起,民用機開始大量使用鈦合金,如波音747客機用鈦量達3640公斤以上占機重28%。隨著加工工藝技術的發展,在火箭、人造衛星和宇宙飛船上,也用了大量的鈦合金。飛機越先進,使用的鈦越多。美國F—14A戰斗機使用的鈦合金,約占機重的25%;F—15A戰斗機為25.8%;美國第四代戰斗機用鈦量為41%,其F119發動機用鈦量為39%,是目前用鈦量最高的飛機。
鈦合金大量應用航空的原因
航空運輸飛機的材料為什么非得要用鈦合金?
現代飛機的航行最高時速已達到音速的2.7倍以上。這么快的超音速飛行,會使飛機與空氣摩擦而產生大量的熱。當飛行速度達到音速的2.2倍時,鋁合金就經受不住了,必須采用耐高溫的鈦合金。當航空發動機的推重比從4~6提高到8~10,壓氣機出口溫度相應地從200~300℃增加到500~600℃時,原來用鋁制造的低壓壓氣機盤和葉片就必須改用鈦合金。
近年來科學家們對鈦合金性能的研究工作,不斷取得新的進展。原來由鈦、鋁、釩組成的鈦合金,最高工作溫度為550℃~600℃,而新研制的鈦化鋁(TiAl)合金,最高工作溫度已提高到1040℃。用鈦合金代替不銹鋼制造高壓壓氣機盤和葉片,可以減輕結構重量。飛機每減輕重10%,可節省燃料4%。對火箭來說,每減輕1kg的重量,就可增加15km的射程。
鈦合金的3C應用
當下,手機為代表的消費電子行業十分“內卷”,頭部廠商均希望借鈦合金提高產品的溢價能力。
華為、蘋果、小米、榮耀等多款手機均已導入該材料。蘋果從Ultra系列手表開始標配鈦合金表殼,其最新發布的iPhone15,其中Pro版本采用全新鈦金屬機身,成為蘋果首款采用航空級鈦金屬的手機;華為在2022年發布的折疊屏手機MateXs2結構件中采用鈦合金材料,并在Watch4Pro中使用了鈦合金邊框;榮耀于10月12日發布輕薄大內折旗艦手機榮耀MagicVs2,采用魯班鈦金鉸鏈等創新材料;小米14新機中,定價最高的是14Pro鈦金屬版本。
據悉,三星將會在GalaxyS24Ultra上采用鈦合金中框,中框部分與iPhone15Pro的原色鈦配色類似。
總體來說,鈦合金兼具高比強度和輕量化的優勢成為備受推廣的重要原因,其可以讓消費電子產品更加輕盈,消費者體驗感也會更加舒適。
鈦合金加工特性分析
首先,鈦合金導熱系數低,僅是鋼的1/4,鋁的1/13,銅的1/25。因切削區散熱慢,不利于熱平衡,在切削加工過程中,散熱和冷卻效果很差,易于在切削區形成高溫,加工后零件變形回彈大,造成切削刀具扭矩增大、刃口磨損快,耐用度降低。
其次,鈦合金的導熱系數低,使切削熱積于切削刀附近的小面積區域內不易散發,前刀面摩擦力加大,不易排屑,切削熱不易散發,加速刀具磨損。最后,鈦合金化學活性高,在高溫下加工易與刀具材料起反應,形成溶敷、擴散,造成粘刀、燒刀、斷刀等現象。
加工中心加工鈦合金的特點
加工中心可以將多個零件同時加工,提高生產效率。提高零件的加工精度,產品一致性好。加工中心有刀具補償功能,可以獲得機床本身的加工精度。有廣泛的適應性和較大的靈活性,如本零件的圓弧加工、倒角和過渡圓角,可以實現一機多能。加工中心可以進行銑削、鉆孔、鏜孔、攻絲等一系列加工。可以進行精確的成本計算,控制生產進度。不需要專用夾具,節約大量成本經費,縮短生產周期。大大減輕了工人的勞動強度。可以與UG等加工軟件進行多軸加工。
刀具及冷卻液材料的選擇
1.刀具材料選用應滿足下列要求
足夠的硬度,刀具的硬度必須要遠大于鈦合金硬度。
足夠的強度和韌性,由于刀具切削鈦合金時承受很大的扭矩和切削力,因此必須有足夠的強度和韌性。
足夠的耐磨性,由于鈦合金韌性好,加工時切削刃要鋒利,因此刀具材料必須有足夠的抗磨損能力,這樣才能減少加工硬化。這是選擇加工鈦合金刀具最重要的參數。
刀具材料與鈦合金親合能力要差,由于鈦合金化學活性高,因此要避免刀具材料和鈦合金形成溶敷、擴散而成合金,造成粘刀、燒刀現象。經過對國內常用刀具材料和國外刀具材料進行試驗表明,采用高鈷刀具效果理想,鈷的主要作用能加強二次硬化效果,提高紅硬性和熱處理后的硬度,同時具有較高的韌性、耐磨性、良好的散熱性。
2.銑刀的幾何參數
鈦合金的加工特性決定刀具的幾何參數與普通刀具存在著較大區別。螺旋角β選擇較小的螺旋升角,排屑槽增大,排屑容易,散熱快,同時也減小切削加工過程中的切削抗力。前角γ切削時刃口鋒利,切削輕快,避免鈦合金產生過多切削熱,從而避免產生二次硬化。后角α減小刀刃的磨損速度,有利于散熱,耐用度也得到很大程度的提高。
3.切削參數選擇
鈦合金機加工應選擇較低的切削速度,適當大的進給量,合理的切深和精加工量,冷卻要充分。切削速度vc=30~50m/min,進給量f粗加工時取較大進給量,精加工和半精加工取適中的進給量。切削深度ap=1/3d為宜,鈦合金親合力好,排屑困難,切削深度太大,會造成刀具粘刀、燒刀、斷裂現象。精加工余量適中鈦合金表面硬化層約0.1~0.15mm,余量太小,刀刃切削在硬化層上,刀具容易磨損,應該避免硬化層加工,但切削余量不宜過大。
4.冷卻液
鈦合金加工最好不用含氯的冷卻液,避免產生有毒物質和引起氫脆,也能防止鈦合金高溫應力腐蝕開裂。選用合成水溶性乳化液,也可自配用冷卻液。切削加工時冷卻液要保證充足,冷卻液循環速度要快,切削液流量和壓力要大,加工中心都配有專用冷卻噴嘴,只要注意調整就能達到預期的效果。
編輯:黃飛
-
航天器
+關注
關注
0文章
190瀏覽量
20765 -
壓力容器
+關注
關注
0文章
52瀏覽量
10283 -
鈦合金
+關注
關注
0文章
28瀏覽量
7232
原文標題:航空材料、手機為何紛紛選用鈦合金?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
環保又高效:365nm固化燈為何如此受歡迎?
激光焊接技術在焊接鎳鈦合金的工藝應用

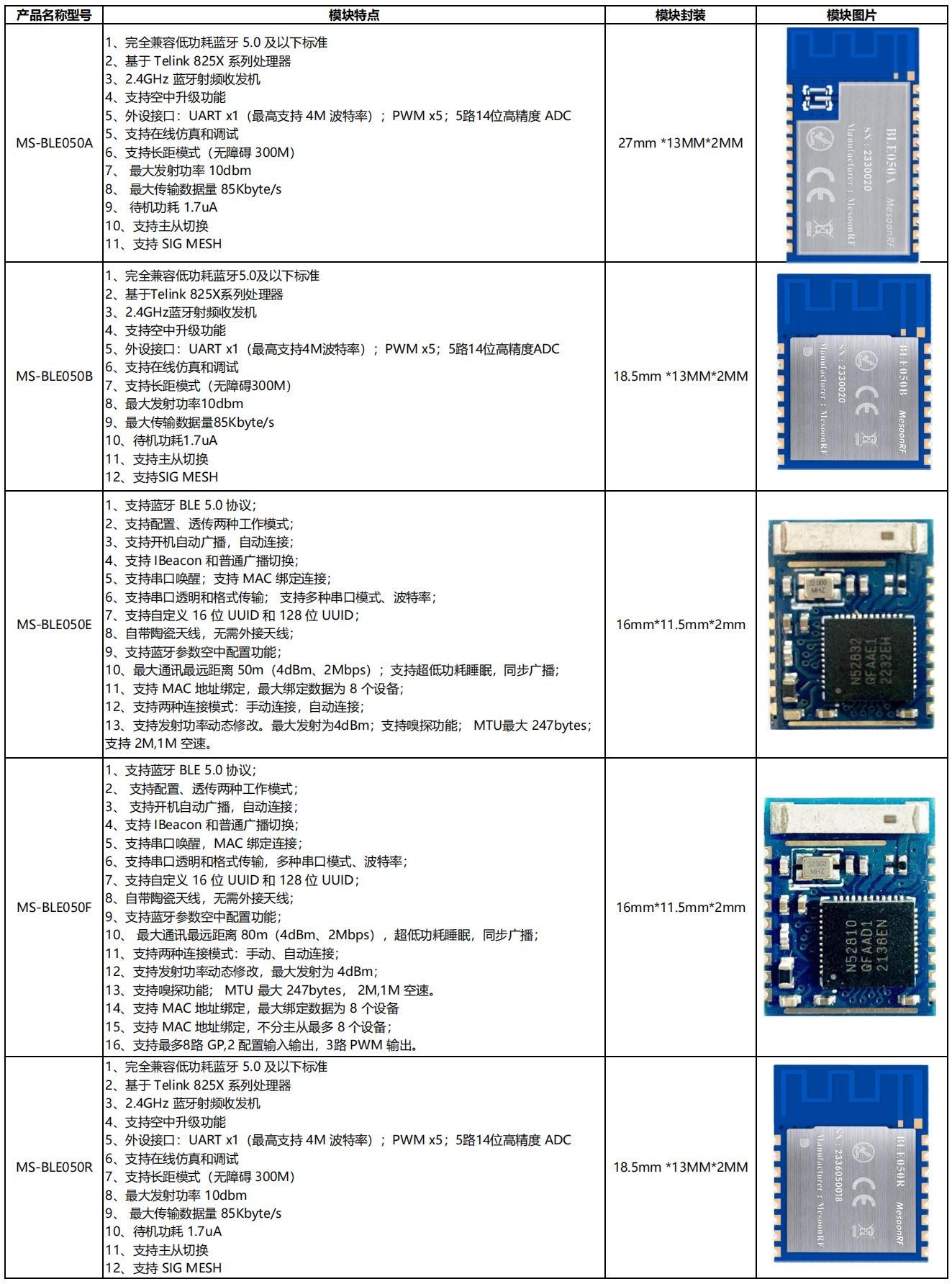
低功耗藍牙模塊備受歡迎的原因有哪些?
優可測助力航空航天材料科研,推動航天事業向前發展

Mitcalc:產品/ 材料的熱性能
電力測功機為什么受歡迎?
激光焊接機焊接0.8mm鈦合金的技術工藝

RISC-V為何備受歡迎?
鈦合金粉末冶金加工工藝——MIM和3D打印
鋁合金是什么材料,它有什么特性

Ryzen CPU為何備受歡迎?
白光干涉儀、膜厚儀助力航空航天材料精密測量項目





 工商網監
工商網監
評論