") TOC數(shù)字化實(shí)施篇,龍川(十七)
TOC數(shù)字化實(shí)施篇,龍川(十七)
2019年7月份因?yàn)辇埓ㄒ患夜S要做數(shù)字化和全流程追溯,邀請(qǐng)我們競標(biāo)和盡調(diào)溝通,第一次到甲方工廠時(shí)候我們看到走道都是堆滿半成品和成品板,這個(gè)在我們印象中比較難理解,在對(duì)高結(jié)存的工廠我們有諸多不習(xí)慣,在接下來的數(shù)字化和全生命周期管理的商談中,我們慢慢就聊到TOC的生產(chǎn)邏輯和理念,甲方也接受,同時(shí)有些老朋友在此工廠。
盡調(diào)步驟及內(nèi)容:
2019年10月開始接到此公司項(xiàng)目,此公司為一家生產(chǎn)高端PCB板公司,于9月10日進(jìn)廠做前期盡調(diào):
01.了解線上庫存與產(chǎn)出比;
02.訂單類型;
03.原有排產(chǎn)方式;
04.公司組織結(jié)構(gòu);
05. 了解公司排產(chǎn)所用方式;
基石確認(rèn)盡調(diào)內(nèi)容及出方案:
01.線路-FQC庫存在15-16天的庫存,產(chǎn)出在3.5萬M2/月;
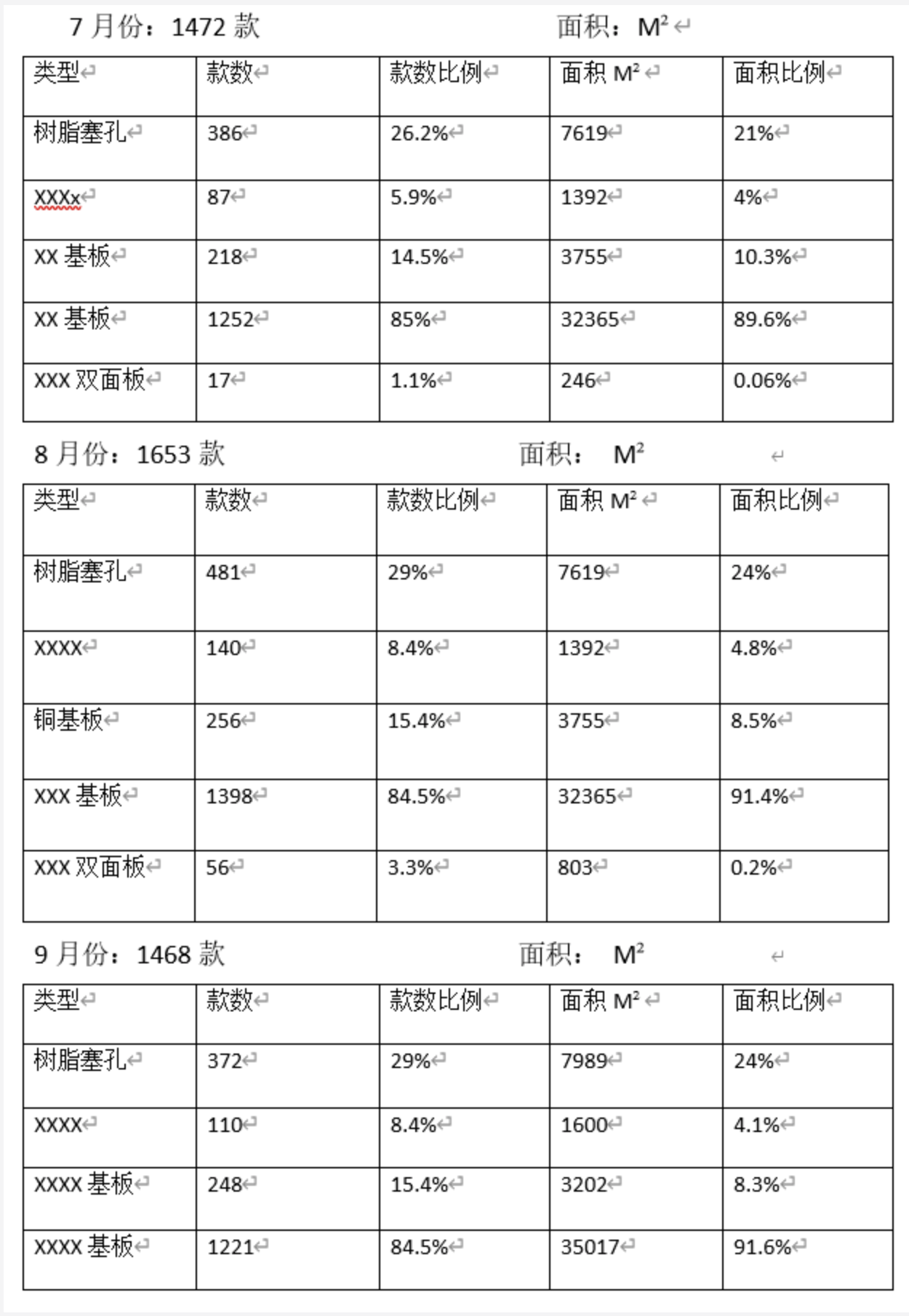
02.訂單類型貴司提出凸臺(tái)板影響大(基石收集3個(gè)月數(shù)據(jù));
03.原有排單模式按工序庫存排,二次排產(chǎn),交貨率85-88%;
04.計(jì)劃部主導(dǎo)排單及交期回復(fù),其它架構(gòu)相對(duì)很齊全;
05. 排單為ERP直接導(dǎo)數(shù);
基石輸出內(nèi)容:
分三個(gè)階段進(jìn)行梳理,線路-FQC,計(jì)劃投料-線路,市場-計(jì)劃;
第一階段線路-FQC:
01.先降線路-FQC庫存在10-12天左右(線路先停2天,人員調(diào)后序協(xié)助及內(nèi)部設(shè)備做保養(yǎng));
02.整理訂單信息(收集3個(gè)月訂單);
03.基石出排單規(guī)則;(計(jì)劃前置提前發(fā)排單,線路-FQC統(tǒng)一排單,不二次排產(chǎn));
04.排單執(zhí)行要求;
05. 執(zhí)行基石TOC排單(基石以線路做為切入點(diǎn),在線路做蓄水池,讓排單有序的,按工序需求,進(jìn)行搭配輸入);
10月11日基石出第一階段內(nèi)容:
01.TOC參與各部門準(zhǔn)備工作,a,白板一塊80cm*100cm,可擦寫工具b,各工序舊的排單清尾干凈;
02.計(jì)劃部在線路工序前建立蓄水池(待投料區(qū)),位置在線路房樓梯拐角處和一樓鉆房到電梯的左邊位置,周轉(zhuǎn)物料暫時(shí)確定一天量,線路房邊上是下班待做板,鉆房邊是下下班待做板,由計(jì)劃部管理數(shù)量,具體由計(jì)劃部和線路商量;
03.計(jì)劃部,計(jì)劃排單-線路-蝕刻-AOI-阻焊-絲印-預(yù)烤-對(duì)位曝光-顯影-字符-二鉆-外發(fā)-表面工藝-鑼板-測試-包裝,在17號(hào)前每日排單要求,1200-1500M2,60個(gè)料號(hào),每片板按0,2平米計(jì),排單6000-7000片,按每日22小時(shí)計(jì)每小時(shí)272片-350片板3個(gè)料號(hào)以上;
04.計(jì)劃部當(dāng)天提前規(guī)劃第二天的TOC排程表給到生產(chǎn)主管。各生產(chǎn)主管必須有5-6份排單(自己復(fù)印),領(lǐng)班和主管隨時(shí)攜帶,含一份粘貼在白板處,要求各部門安排人員把排單通知到各操作人員,各主管早會(huì)必須清楚自己部門前一天的工作完成情況;
05.TOC排程表上的訂單必須確認(rèn)BOM需求,到生產(chǎn)時(shí)不能出現(xiàn)輔料準(zhǔn)備不及時(shí)的情況;
06.計(jì)劃線路TOC排程表要求:表面處理:無鉛噴錫:55-65%,沉金8-12%,沉錫6-8%,外發(fā)表面工藝在一段時(shí)間內(nèi)盡量均衡,兼顧對(duì)鉆機(jī)有要求的板數(shù)量;銅厚要求:銅凸臺(tái)按8%每日排,比列有收集7-9月歷史數(shù)據(jù);
07.生產(chǎn)主管根據(jù)每天提前發(fā)放的TOC排程表確認(rèn)生產(chǎn)訂單的可完成預(yù)計(jì),并提前準(zhǔn)備好生產(chǎn)所需要的相關(guān)輔料,包括所有的工程資料;
08.每天TOC排程表分為AB兩班,相對(duì)應(yīng)白班和晚班兩個(gè)工作時(shí)間段,線路白板和晚班要制作的產(chǎn)品均提前3小時(shí)從磨板前端(蓄水池)拉板到線路即可,每班需完成一張排單,先生產(chǎn)A排單再生產(chǎn)B排單,列隊(duì)按序生產(chǎn);
09.參與TOC工序的TOC排程表上只做一次排產(chǎn),不做二次排單,線路后含線路所有工序都是同樣排單,若工序當(dāng)天未生產(chǎn)完成,計(jì)劃第二天不會(huì)重復(fù)排產(chǎn),工序必須第一時(shí)間確認(rèn)該批未生產(chǎn)完成的訂單什么時(shí)間可以出給到下工序;
10.各工序現(xiàn)場WIP表上的訂單全部清完,開始執(zhí)行TOC排程表上的訂單;
外層線路:
線上全部清完,設(shè)備保養(yǎng)完成后,14號(hào)早上開始執(zhí)行TOC排程表上的訂單,13號(hào)下午主管拿到排單準(zhǔn)備生產(chǎn)的物料;
磨板:根據(jù)干膜和涂布需求均衡磨板,(需計(jì)劃蝕刻兩條線產(chǎn)品量搭配)17號(hào)前暫定所控制進(jìn)板型號(hào)和數(shù)量,保證曝光房內(nèi)的結(jié)存數(shù)不超過400平米和型號(hào)不超過20款,不包含內(nèi)層,如含內(nèi)層結(jié)存500平30款料號(hào),17號(hào)以后再次決定數(shù)量和款數(shù);
曝光:優(yōu)先保證LDI曝光機(jī)產(chǎn)能,每班需報(bào)告此臺(tái)機(jī)生產(chǎn)量機(jī)臺(tái)按每小時(shí)生產(chǎn)280-350量進(jìn)行開啟,多余機(jī)臺(tái)做換型準(zhǔn)備;
蝕刻:可建立部分庫存,慢速度對(duì)快速度一組,滿足280-350每小時(shí)為目標(biāo):(
阻焊:
1,工序內(nèi)全部清完,設(shè)備保養(yǎng)完后開始生TOC排單;
2,字符順序清完舊庫存板就順序開始執(zhí)行TOC排程表上的單;
磨板:按絲印架機(jī)料號(hào)磨板,每料號(hào)一次不能磨板超50或100結(jié)合曝光房料號(hào)和平米數(shù),控制料號(hào)數(shù)量及平米數(shù),暫定料號(hào)不超過30款面積不超過800平米,這個(gè)數(shù)據(jù)17號(hào)要下調(diào);
絲印:需計(jì)劃厚銅板均衡生產(chǎn),不能集中在某幾個(gè)時(shí)間段;
烤板:需確認(rèn)曝光人員生產(chǎn)板不能因烤板不當(dāng)導(dǎo)致曝光待料;
曝光:確認(rèn)每小時(shí)生產(chǎn)280片-350片量開啟機(jī)臺(tái),多的用于換型,換菲林時(shí)間需做統(tǒng)計(jì);
文字:
現(xiàn)場WIP表上的訂單必須與TOC排程表上的訂單區(qū)分開來,連線生產(chǎn)(WIP生產(chǎn)完后緊接著做TOC排程表上的訂單),原則上我們也是控制結(jié)存數(shù)800平米和料號(hào)30款(暫定);
絲印:需注意及時(shí)換型,做到無待印板為目標(biāo);
二鉆:需在計(jì)劃單上注明和安排;
外發(fā):
現(xiàn)場WIP表和TOC排程表上的訂單外發(fā)時(shí),必須嚴(yán)格區(qū)分,回來時(shí)也要求區(qū)分開來;
外發(fā):需跟進(jìn)回板進(jìn)度,及是否是先發(fā)先回板,建立時(shí)間記錄;
同時(shí)和外協(xié)商商量17號(hào)開始加大外協(xié)產(chǎn)能30%給我們;
成型:
現(xiàn)場WIP表上的訂單必須與TOC排程表上的訂單區(qū)分開來,連線生產(chǎn)(WIP生產(chǎn)完后緊接著做TOC排程表上的訂單);
啤板:每臺(tái)機(jī)每日產(chǎn)出統(tǒng)計(jì),(過程中停機(jī)注明好)多于機(jī)臺(tái)做換型用;
測試:現(xiàn)場WIP表上的訂單必須與TOC排程表上的訂單區(qū)分開來,連線生產(chǎn)(WIP生產(chǎn)完后緊接著做TOC排程表上的訂單);
測試:
計(jì)劃多的機(jī)臺(tái)做換型用,每臺(tái)機(jī)生產(chǎn)量做統(tǒng)計(jì);
追線:問題板隨排單及時(shí)清,定義問題板處理時(shí)間;
FQC:
現(xiàn)場WIP表上的訂單必須與TOC排程表上的訂單區(qū)分開來,連線生產(chǎn)(WIP生產(chǎn)完后緊接著做TOC排程表上的訂單);
尾數(shù)及時(shí)清,問題板處理時(shí)間定義,建立問題板時(shí)效記錄;
線上全各工序TOC排程表與舊有WIP表上的訂單產(chǎn)品必須嚴(yán)格區(qū)分開來;)
11.TOC排程表全部要求按列隊(duì)生產(chǎn),第一天TOC排程表內(nèi)容完成后,再執(zhí)行第二天的TOC排程表;
12.樣板和補(bǔ)料板不在以上范圍內(nèi),見板就做,定義部門完成時(shí)間;
13.再次強(qiáng)調(diào)各工序過數(shù)必須準(zhǔn)確,均衡過數(shù),工序內(nèi)少數(shù)要說明原因,對(duì)于少數(shù)發(fā)現(xiàn)部門做獎(jiǎng)勵(lì),發(fā)現(xiàn)部門以前的所有工序進(jìn)行處罰,并做品質(zhì)記錄和追溯,工序報(bào)廢累計(jì)超過計(jì)劃預(yù)報(bào)廢投量需及時(shí)上報(bào)給主管和經(jīng)理及生產(chǎn)總監(jiān);
 基石排單規(guī)則
基石排單規(guī)則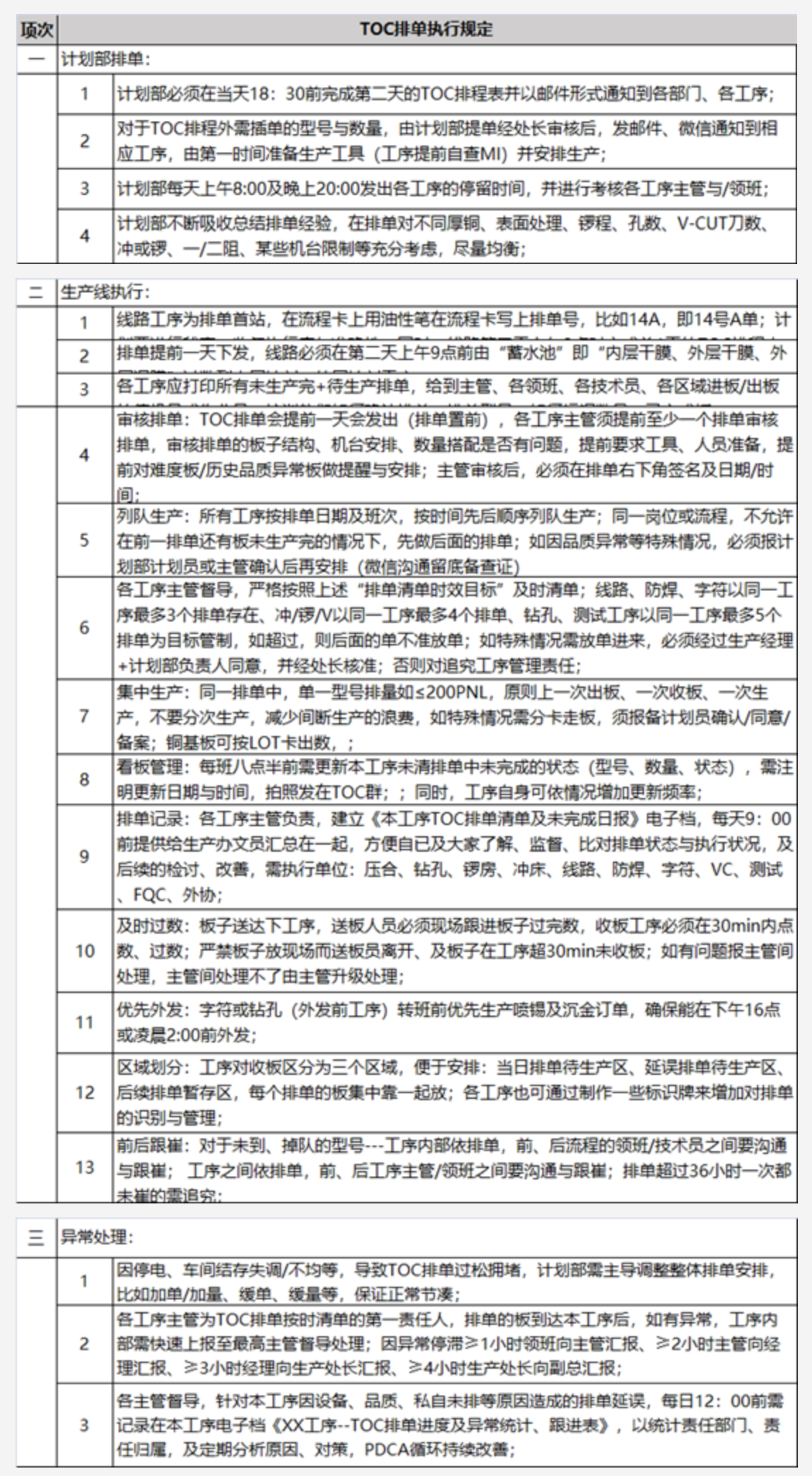 基石排單執(zhí)行要求
基石排單執(zhí)行要求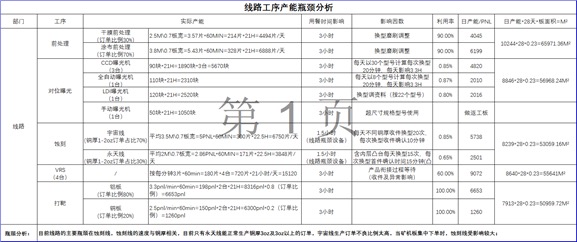 工序設(shè)備產(chǎn)能分析(選取線路工序)
工序設(shè)備產(chǎn)能分析(選取線路工序)10月13日召集管理層開會(huì),講解執(zhí)行事項(xiàng),確認(rèn)各項(xiàng)負(fù)責(zé)人,貴司從高層都非常重視TOC的推行,也要求做到全員參與,10月14日第一張TOC排單從線路開始進(jìn)線。
過程現(xiàn)場實(shí)施輸出:
 每日跟進(jìn)事項(xiàng)
每日跟進(jìn)事項(xiàng)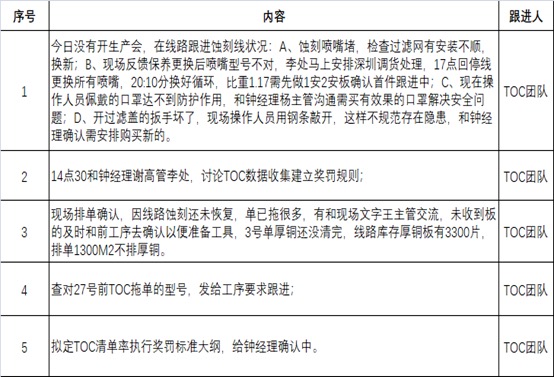 每日跟進(jìn)事項(xiàng)
每日跟進(jìn)事項(xiàng)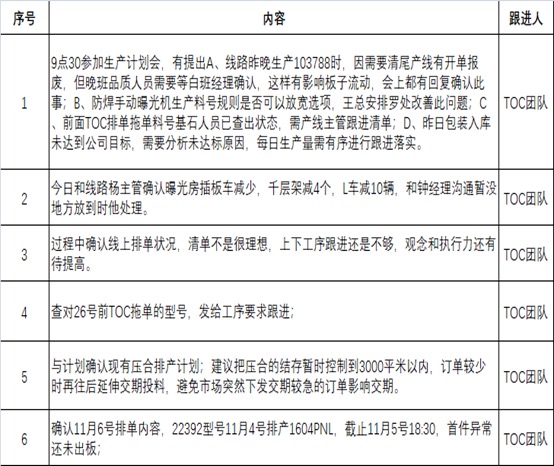 每日跟進(jìn)事項(xiàng)
每日跟進(jìn)事項(xiàng)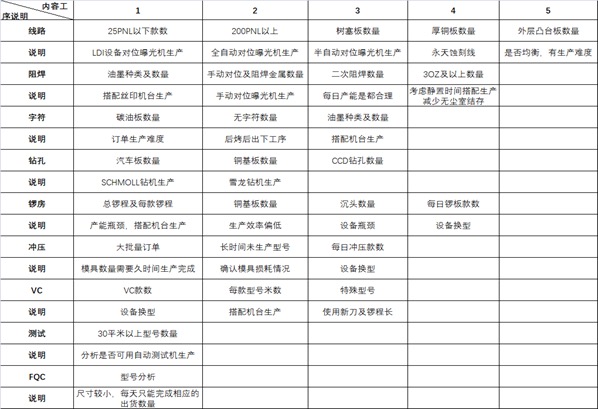 TOC排單檢查內(nèi)容
TOC排單檢查內(nèi)容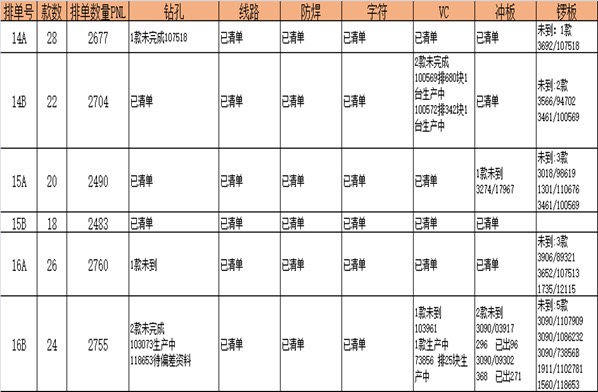 排單完成跟進(jìn)
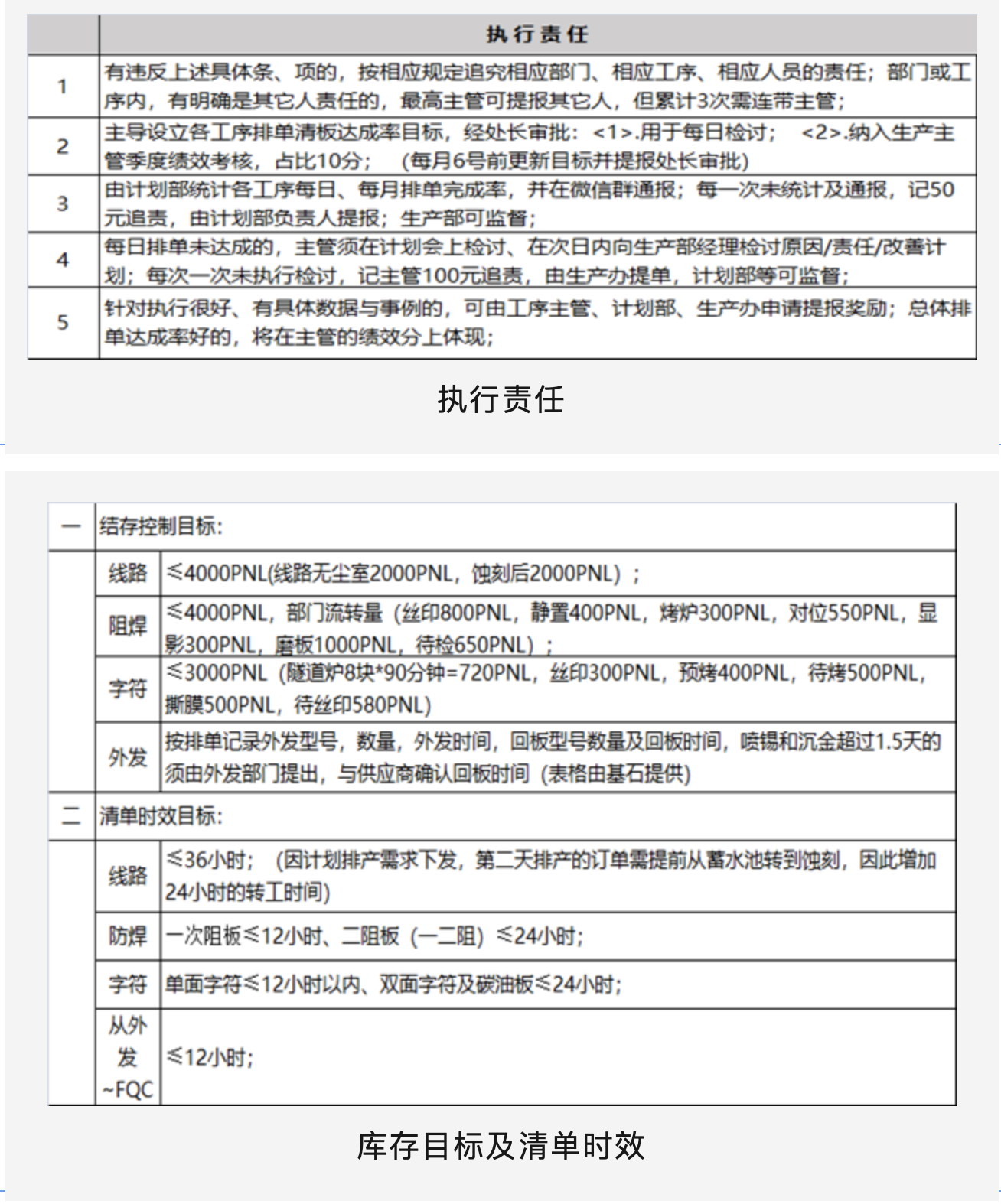
排單完成跟進(jìn)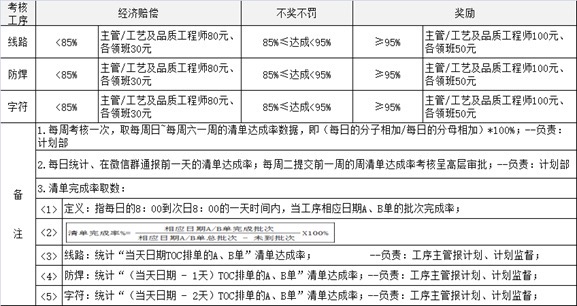 TOC排單考核制度
TOC排單考核制度TOC成效在全員參與的共同努力下:
1.在11月產(chǎn)出在35000M2提升到40123M2;
2. 交貨達(dá)成率在85%提升到90%;
3. 庫存在15天的情況下降到6天;
TOC思想:不斷尋找瓶頸,改善瓶頸,降低結(jié)存,暴露問題,全體改善問題,計(jì)劃做前置,生產(chǎn)可控,統(tǒng)一排單,管控?cái)?shù)據(jù),讓產(chǎn)品流帶動(dòng)公司所有改善。
-
toc
+關(guān)注
關(guān)注
0文章
33瀏覽量
8087 -
工業(yè)互聯(lián)網(wǎng)
+關(guān)注
關(guān)注
28文章
4275瀏覽量
93965 -
基石數(shù)據(jù)
+關(guān)注
關(guān)注
0文章
18瀏覽量
29
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
SAP軟件實(shí)施:解鎖企業(yè)數(shù)字化轉(zhuǎn)型的無限潛能
教育數(shù)字化調(diào)研團(tuán)走進(jìn)銳捷,共議職業(yè)教育數(shù)字化轉(zhuǎn)型新思路

RFID資產(chǎn)管理系統(tǒng)、WMS、資產(chǎn)信息數(shù)字化管理及服裝數(shù)字化轉(zhuǎn)型
數(shù)字化管理成為了企業(yè)數(shù)字化轉(zhuǎn)型的重要支撐
數(shù)字化轉(zhuǎn)型:企業(yè)適應(yīng)新常態(tài)的關(guān)鍵之舉
中小企業(yè)數(shù)字化轉(zhuǎn)型關(guān)鍵因素、成熟度模型構(gòu)建及實(shí)施路徑

什么是制造業(yè)的數(shù)字化車間

淺談數(shù)字孿生車間、數(shù)字化車間、虛擬車間
科技創(chuàng)業(yè)園區(qū)數(shù)字化管理系統(tǒng)
數(shù)字化轉(zhuǎn)型如何落地?
華秋榮獲2023中國產(chǎn)業(yè)數(shù)字化百強(qiáng)榜企業(yè)
基石數(shù)據(jù):TOC-數(shù)字化實(shí)施-珠海篇(十八)

基石數(shù)據(jù):TOC理論物理學(xué)淺析—MES和數(shù)字化,智能制造(十二)
基于EA的企業(yè)數(shù)字化轉(zhuǎn)型架構(gòu)的設(shè)計(jì)
踏歌智行參編《水泥行業(yè)數(shù)字化智能礦山建設(shè)規(guī)范》正式發(fā)布






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論