 如何實現紅外探測器高精度低溫釬焊引線環設計?
如何實現紅外探測器高精度低溫釬焊引線環設計?
引線環是制冷型紅外探測器(以下簡稱探測器)的電學接口,用于實現探測器與系統的電學輸入和輸出。傳統引線環主要由上金屬環、下金屬環和陶瓷圓環三部分構成(如圖1所示)。
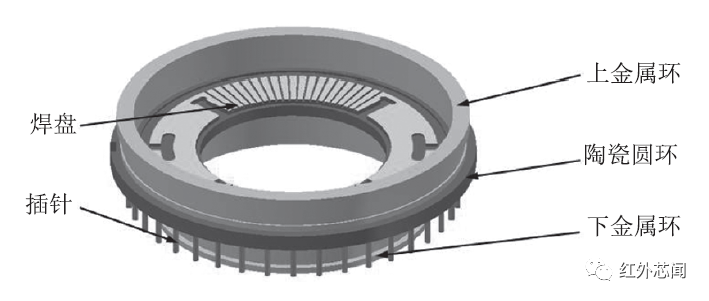
圖1 傳統引線環結構示意圖
據麥姆斯咨詢報道,近期,華北光電技術研究所的科研團隊在《激光與紅外》期刊上發表了以“紅外探測器高精度低溫釬焊引線環設計”為主題的文章。該文章第一作者為趙璨。
針對制冷型紅外探測器引線環高精度定位的需求,本文設計了一種低溫釬焊引線環,研究了引線環的制備工藝。選取具有高強度、低熔點的金錫釬料,在350 ℃以下焊接引線環的金屬件與陶瓷件。通過研究釬焊溫度和保溫時間對焊縫質量與漏率的影響,成功制備了具有高氣密性的高精度引線環。
引線環設計
結構設計
傳統的引線環由于其圓環形的結構,插針和焊盤的位置為固定值,難以進行探測器軸向方向的位置調節。如圖2和圖3所示,本文的引線環由金屬環與兩個矩形陶瓷構成,金屬環設計為法蘭結構,用于探測器的安裝與定位,內部設計兩個方形通孔,用于矩形陶瓷的裝配與焊接。矩形陶瓷插入到金屬環的方形孔中,構成十字形焊接接頭。十字形焊接接頭可以通過調節矩形陶瓷的上下位置來改變插針和焊盤的位置,以適應不同位置的電學接口。
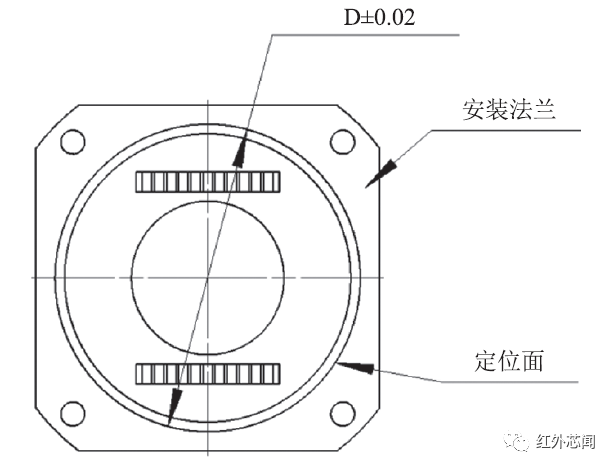
圖2 引線環定位方式示意圖
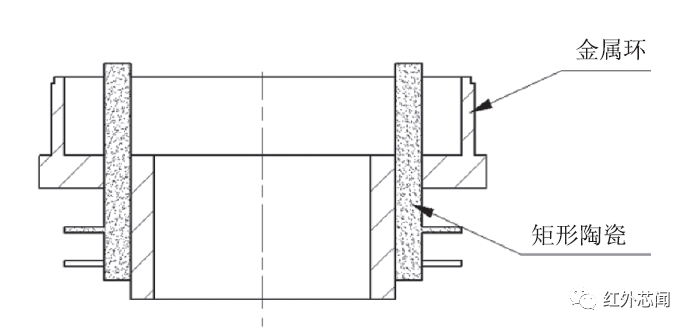
圖3 引線環十字形焊接接頭示意圖
為保證釬料熔化后可以通過毛細作用充分填充到母材間隙之中,矩形陶瓷與金屬環之間設計合理的間隙值。
矩形陶瓷的一端為焊盤,側面設計為插針,兩者之間的夾角為90°。插針尺寸為標準尺寸,其排列形式為“品字形”分布,橫向間距與縱向間距均為標準間距。焊盤可以通過引線鍵合工藝與內部電學零件連接,插針通過錫焊工藝與外部接插件連接。
綜上,本文的引線環兼具電學引出與高精度定位兩種功能,實現了電學接口位置的可調節。
材料選擇
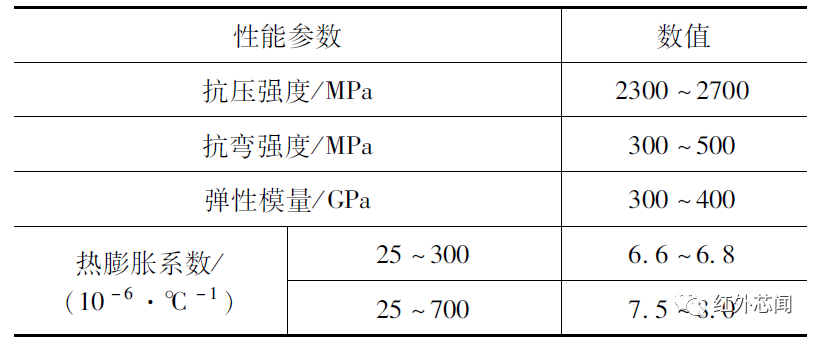
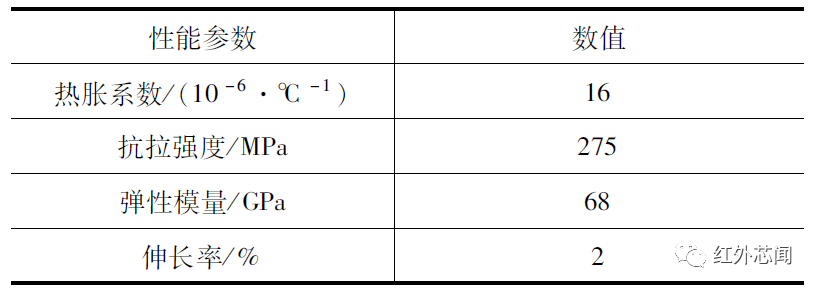
氧化鋁陶瓷因其高強度、剛度以及良好的電絕緣性能而廣泛應用于引線環的制作當中。這種材料已經在探測器上已經得到過充分驗證,因此本文將矩形陶瓷的材料選定為氧化鋁陶瓷,其主要性能參數如表1所示。
表1 氧化鋁陶瓷的主要性能參數
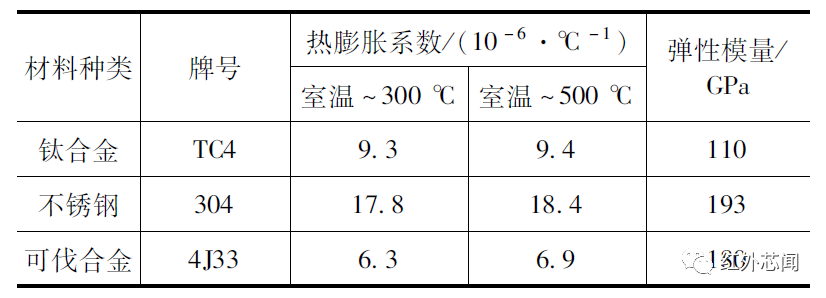
金屬環的可選材料主要有鈦合金、不銹鋼和可伐合金。鈦合金密度低,比強度高,耐腐蝕性好,但焊接性差,難以進行低溫釬焊;不銹鋼強度、剛度高,成本低廉,適用性廣泛;可伐合金具有與氧化鋁陶瓷相近的熱膨脹系數,較高的強度、剛度等優點。表2為鈦合金、不銹鋼和可伐合金的熱膨脹系數和彈性模量,對比幾種材料的熱膨脹系數,可伐合金的熱膨脹系數與氧化鋁陶瓷極為接近,可以大幅度降低兩者焊接時的熱應力,因此金屬環的材料選取可伐合金。此外,在可伐合金表面鍍鎳以提高引線環的耐腐蝕性。
表2 幾種材料的性能參數
工藝研究
針對傳統引線環高溫釬焊過程中焊接熱應力導致的形變以及電鍍導致的尺寸精度降低,本文改進引線環制備的工藝流程,焊接前完成金屬環的電鍍,之后通過低溫釬焊焊接矩形陶瓷。
金錫釬料是一種共晶釬料,具有對鍍金層無溶蝕、對鍍金層的潤濕性良好、焊接接頭強度高及較低的熔點等一系列優點,已經廣泛應用于高可靠鍍金器件的無釬劑釬焊和氣密性封裝中,其性能參數如表3所示。本文使用金錫釬料焊接金屬環與矩形陶瓷,釬料采用的預成型焊料片。
表3 金錫釬料的主要性能參數
為增加金錫釬料對母材的浸潤性,金屬環與矩形陶瓷的焊接接頭處局部鍍金處理。為保證引線環的定位精度,金屬環機械加工時預留出鍍層厚度,然后在金屬環表面電鍍。
釬焊溫度和保溫時間是影響釬焊焊縫質量的重要參數,本文將將釬焊溫度設為310 ℃和330 ℃,保溫時間設置在一定區間內。將完成電鍍后的金屬環、矩形陶瓷和釬料裝配,通過專用夾具固定,放入真空釬焊爐中,焊接溫度曲線如圖4所示。
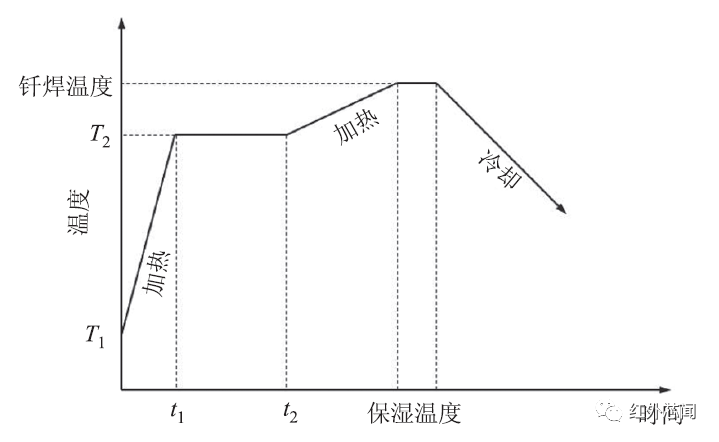
圖4 引線環釬焊溫度曲線
測量引線環的電學性能,結果均滿足引線環電導通和電絕緣的性能指標;測量引線環定位面的尺寸,結果均滿足精度要求,后面不再贅述。使用光學顯微鏡拍攝引線環的釬焊焊縫,觀察焊縫表面形貌;使用氦質譜檢漏儀檢測引線環的漏率。
結果與分析
焊縫表面形貌
不同焊接參數下的焊縫表面形貌如圖6所示。如圖6(a)~(c)所示,310 ℃時在不同保溫時間下金錫釬料均未順利鋪展,焊縫區域均存在不同數量的氣孔。這是因為在真空釬焊爐中熔化釬料所需的熱量主要來源于引線環的熱傳導,焊縫與真空釬焊爐之間存在一定的溫度梯度,在此釬焊溫度下與保溫時間,沒有足夠的熱量傳遞到焊縫處,導致釬料未完全熔化。
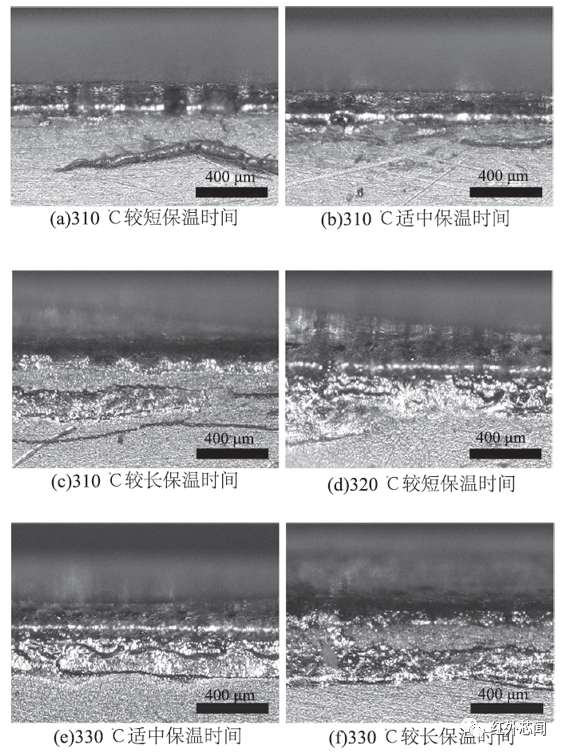
圖6 不同焊接參數下的焊縫表面形貌
330 ℃下保溫不同時間的焊縫表面形貌如圖6(d)~(f)所示,當保溫時間不足時,釬料未順利鋪展,焊縫區域存在一定數量的氣孔;保溫時間延長一定時間后,焊縫區域的氣孔消失,釬料在焊縫區域鋪展均勻、填充飽滿,焊縫形貌良好;隨著保溫時間的繼續延長,釬料呈現出凝固堆積的現象。圖7為AuSn二元相圖,AuSn二元合金在在共晶點附近隨著Au成分的增加,熔點迅速提高。由于保溫時間的延長,鍍金層中的Au擴散至金錫釬料之中,導致釬料的熔點迅速升高凝固,因此保溫時間不宜過長。
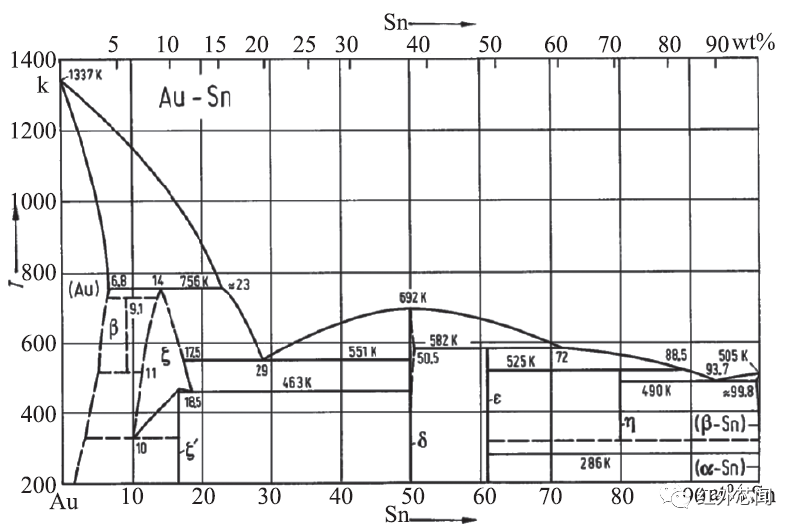
圖7 AuSn二元合金相圖
根據上述分析,可以得知在釬焊溫度為330 ℃,保溫時間適中時焊接的引線環焊縫形貌良好,釬料在焊縫區域鋪展均勻、填充飽滿,符合設計預期。
引線環的漏率分析
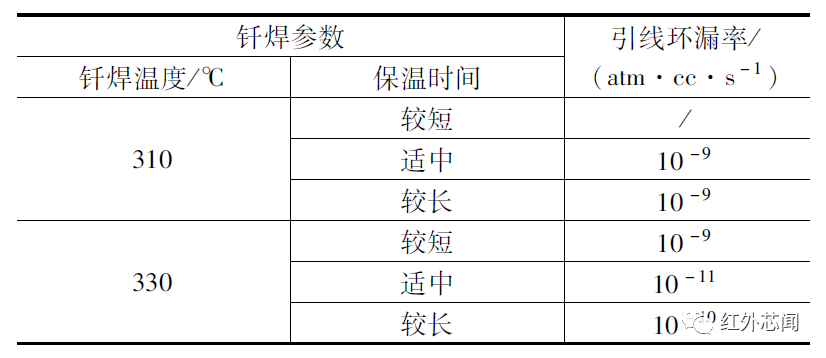
不同參數下制備的引線環的漏率如表4所示,其漏率隨著焊縫質量的提高而減小。在釬焊溫度為330 ℃,保溫適當時間時的漏率≤10?11 atm·cc·s?1,可以滿足探測器的高真空、長壽命密封要求。
表4 引線環漏率
結論
本文針對探測器的高精度定位需求設計了一種新型引線環,并進行了工藝研究,得出以下結論:
(1)本文的引線環兼具電學引出與機械定位兩種功能,在焊接工藝過程中調節矩形陶瓷的位置實現電學接口的位移;
(2)選取具有高強度、低熔點的金錫釬料低溫釬焊引線環的金屬件與陶瓷件,大幅度降低了熱應力導致的變形;
(3)研究了釬焊溫度和保溫時間對焊縫表面形貌及引線環漏率的影響,在選擇合適的工藝參數時獲得表面形貌良好的焊縫,此時引線環的漏率≤10?11atm·cc·s?1,滿足探測器的密封要求;
(4)在保證引線環電學性能、力學性能和密封性能的同時將引線環的機械尺寸精度由0.1 mm提升至0.02 mm,實現了引線環的高精度定位功能。
審核編輯:劉清
-
探測器
+關注
關注
14文章
2617瀏覽量
72908 -
紅外探測器
+關注
關注
5文章
287瀏覽量
18048
原文標題:紅外探測器高精度低溫釬焊引線環設計
文章出處:【微信號:MEMSensor,微信公眾號:MEMS】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
【testo 紅外熱像儀申請】被動紅外探測器
國際聯盟放大招 高精度石墨烯紅外探測器問世
石墨烯高精度新型紅外探測器誕生
低溫背景應用長波紅外焦平面探測器性能參數的計算
紅外探測器的分類





 工商網監
工商網監
評論