 激光焊錫機的出現給電子組裝工藝帶來的挑戰
激光焊錫機的出現給電子組裝工藝帶來的挑戰
隨著IC (Integrated Circuits)芯片設計水平和制造技術的提高,SMT (Surface Mounting Technology)正朝著高密度、高可靠性的微型化方向發展,因此對傳統的焊接方式也提出了挑戰,新型激光錫焊機將成為焊接領域新型武器。目前,QFP (Quad Flat Package)的引腳中心距已達到了0.3mm,單一器件的引腳數目可達到576條以上。這使得傳統的氣相再流焊、熱風再流焊及紅外再流焊等傳統焊接方法在焊接這類細間距元器件時,極易發生相鄰引線焊點的“橋連”。
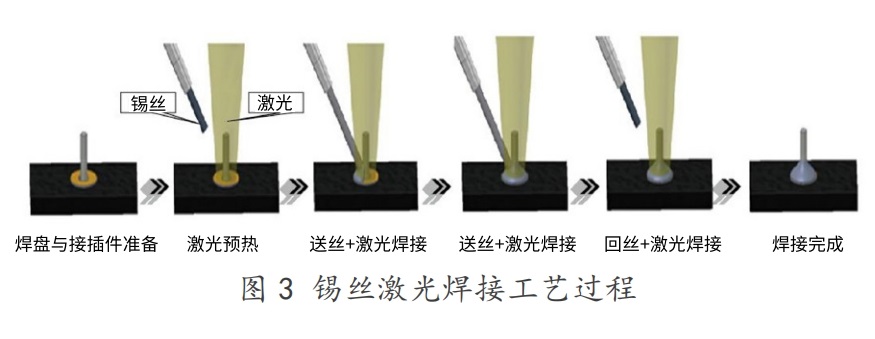
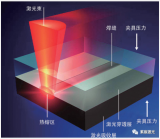
因此,越來越多的人對新的焊接進行了研究。其中激光錫焊技術以其特有的熱源性質,極細的光斑大小,局部加熱的特性,在很大程度上有助于解決此類問題,因此,激光焊錫機也受到了越來越多生產廠商的關注。
激光焊錫的應用給電子組裝工藝帶來巨大的挑戰
我們都知道,Sn-Pb 錫料在電子組裝技術的應用中很廣泛,這與其眾多的優點及低成本分不開,然而在實際上Sn-Pb 錫料具有很大的毒性,對人體和環境的危害很大。隨著近些年人們對環保意識的加強及環境整治力度的加大,無鉛錫料的研發日益成為激光錫焊領域和電子組裝領域迫在眉睫的問題。

激光焊錫無鉛化給傳統的電子組裝工藝帶來了挑戰。相比于使用傳統Sn-Pb 錫料的組裝技術,無鉛化電子組裝技術具有以下兩個基本特點:
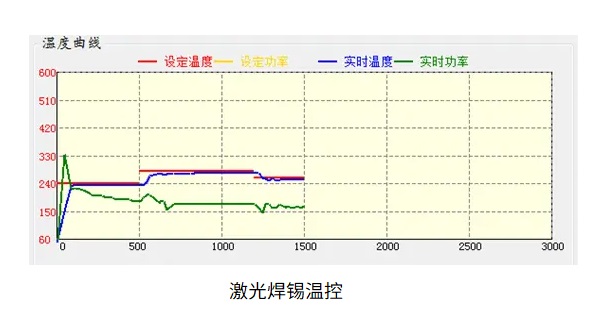
(1)目前廣泛使用的無鉛錫料,其熔點大都在220℃左右,比傳統Sn-Pb 錫料熔點高出30~40℃,為保證錫料熔化后具有良好的潤濕性,一般要求激光錫焊峰值溫度高出熔點20~40℃,這就導致了無鉛化后錫焊峰值溫度高達250℃左右。激光錫焊工藝曲線隨之發生變化,預熱溫度和激光錫焊峰值溫度相應升高。隨之而來的,就必然對電子組裝設備、電子元器件和印制電路板的耐熱性提出更高的要求。
(2)幾乎所有無鉛錫料的潤濕性都弱于傳統的Sn-Pb 錫料,加上高溫對焊盤和高含Sn 量無鉛錫料的氧化作用,極易導致焊點潤濕不良,產生許多焊后缺陷,影響焊點的質量和可靠性。無鉛錫料熔化所需的高溫通過提高波峰焊或激光錫焊設備的加熱溫度可以得到解決。但是高溫帶來的錫料潤濕性差、易氧化問題對電子組裝行業來說是一個很大的挑戰:
a)采用無鉛錫料進行錫焊后,焊點表面氧化嚴重;
b)在無鉛組裝工藝中,空氣氣氛下釬焊時熔融釬料的潤濕角大,潤濕力減小,圓角過渡不圓滑,而且還增加空洞出現的幾率;
c)與傳統的Sn-Pb 釬料相比,無鉛釬料種類繁多,性能差別很大,其表面組裝工藝亦有很大差別。相對于傳統的Hot Bar錫焊和電烙鐵錫焊,激光錫焊有以下幾個方面的優點:
1)激光加工精度較高,光斑可以達到微米級別,加工時間程序控制,精度遠高于傳統工藝方式;
2)非接觸性加工,不存在接觸焊接導致的應力;
3)細小的激光束替代烙鐵頭,在加工件表面有其他干涉物時,同樣便于加工;
4)局部加熱,熱影響區小;
5)無靜電威脅;
6)激光是最潔凈的加工方式,無耗品,維護簡單,操作方便;
7)以YAG激光或半導體激光作為熱源時,可用光纖傳輸,因此可在常規方式不易施焊部位進行加工,靈活性好,聚焦性好,易于實現多工位裝置的自動化。
-
焊接
+關注
關注
38文章
3063瀏覽量
59597 -
電子組裝
+關注
關注
0文章
17瀏覽量
11339
發布評論請先 登錄
相關推薦

大研智造 激光焊錫機在電子制造業中的應用優勢與行業前景
精密電子焊接挑戰:激光軟釬焊技術的優勢與應用

大研智造激光焊錫機:為BGA封裝提供高效焊接的智能化選擇
智能電能表制造革新:大研智造激光焊錫機技術的優勢分析

超越傳統焊接:大研智造激光焊錫機在電纜組裝件制造中的應用
大研智造激光焊錫機:電子制造業的微型焊接技術革新

大研智造 激光焊錫機:電子組件微型化與高密度焊接的解決方案
激光焊錫機:麥克風(咪頭)制造的精密焊接工藝
精密連接的創新者:激光焊錫機在傳感器制造中的優勢
激光焊錫技術:為數碼電子產品微型化和高性能化提供焊接解決方案
如何防止焊錫膏印刷缺陷的出現?

揭秘:PCB電子激光焊錫技術的檢測方法與應用范圍
激光焊錫機在電子組裝工藝應用的挑戰介紹





 工商網監
工商網監
評論