") 新能源汽車電池模組固定螺栓斷裂失效分析
新能源汽車電池模組固定螺栓斷裂失效分析
1 前言
在振動(dòng)激勵(lì)條件下,受外界循環(huán)剪切載荷作 用螺栓連接狀態(tài)會(huì)發(fā)生變化,不僅會(huì)影響結(jié)構(gòu)的 正常功能,甚至?xí)斐蓢?yán)重后果。因此,螺栓連接 結(jié)構(gòu)力學(xué)性能對(duì)電池包連接可靠、結(jié)構(gòu)完好等性 能的影響不容忽視。某新能源汽車電池在進(jìn)行 Z 向振動(dòng)測(cè)試試驗(yàn)進(jìn)行到約 12 h 時(shí)產(chǎn)生異響,拆解 檢查發(fā)現(xiàn)其中用于模組固定的一顆螺栓完全斷 裂,造成振動(dòng)時(shí)異響。該斷裂螺栓使用的材料為 SCM435 鉻鉬型合金結(jié)構(gòu)鋼,螺栓型號(hào)為 M8×96 mm,強(qiáng)度等級(jí)為 10.9 級(jí)。通過(guò)理化檢驗(yàn)、裝配工 藝分析和振動(dòng)測(cè)試情況分析多種手段,對(duì)該新能 源電池模組固定螺栓斷裂失效的原因進(jìn)行了調(diào)查 分析,便于制定相應(yīng)的措施避免后期類似事故再 次發(fā)生。
2 理化檢驗(yàn)
2.1 宏觀形貌分析
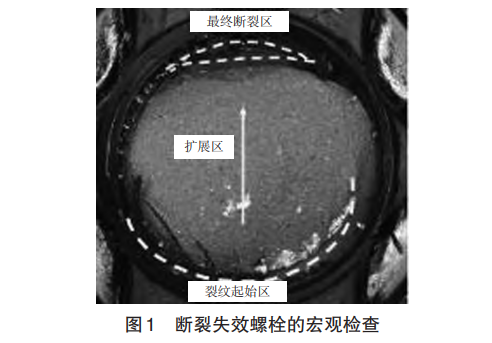
通過(guò)對(duì)斷裂失效螺栓的斷口進(jìn)行宏觀檢查, 螺栓斷口宏觀形貌如圖1所示,斷口的疲勞擴(kuò)展區(qū) 面積分別約占整個(gè)斷口面積的95%,斷裂部位沒有明顯的宏觀塑性變形痕跡,斷裂起源于螺栓電池 箱體非標(biāo)螺套嚙合的第一個(gè)螺牙的牙底處。斷口 起始區(qū)和擴(kuò)展區(qū)局部磨損發(fā)亮,裂紋起始區(qū)隱約 可見貝紋線,擴(kuò)展區(qū)平整光滑,最終斷裂區(qū)存在較 小區(qū)域的剪切唇。
2.2 材質(zhì)成分分析
采用德國(guó)斯派克臺(tái)式直讀光譜儀 SPECTRO? MAXx 07 對(duì)斷裂失效螺栓的材質(zhì)進(jìn)行初步檢測(cè)分 析,檢測(cè)分析結(jié)果如表 1 所示。由表 1 可見,斷裂 螺栓的材質(zhì)符合 SCM435 的 JIS G 4053—2016《機(jī) 械結(jié)構(gòu)用低合金鋼》標(biāo)準(zhǔn)。
2.3 力學(xué)性能測(cè)試分析
采用 司特爾 DuraScan 50 維氏硬度計(jì)對(duì)斷裂 失效螺栓取樣進(jìn)行維氏硬度測(cè)試,測(cè)試結(jié)果如表 2 所示。根據(jù) GB/T1172—1999《黑色金屬硬度及 強(qiáng)度換算值》可得螺栓的抗拉強(qiáng)度為 1 148 MPa, 另外根據(jù) GB T 3098.1—2010《緊固件機(jī)械性能 螺 栓、螺釘和螺柱》表 3 要求,螺栓的維氏硬度應(yīng)在 320~380 HV,表面硬度不應(yīng)比芯部硬度高出 30 個(gè) 維 氏 硬 度 值 ,10.9 級(jí) 的 表 面 硬 度 不 應(yīng) 大 于 390HV 0.3,抗拉強(qiáng)度應(yīng)在 1 040~1 220 MPa。可 得知該斷裂失效螺栓的硬度和抗拉強(qiáng)度均符合 制造標(biāo)準(zhǔn)要求。

2.4 螺紋牙型尺寸檢測(cè)分析
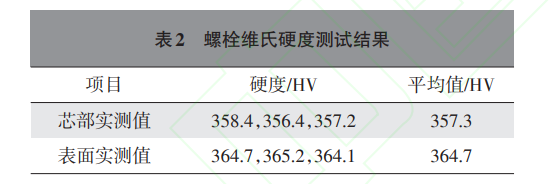
螺栓受力時(shí),螺紋溝槽處容易產(chǎn)生應(yīng)力集中, 其值在很大程度上取決于螺紋溝槽的形狀。一般 而言,螺紋的溝槽越平滑,應(yīng)力集中就會(huì)越小,疲勞 強(qiáng)度則越高。為確認(rèn)斷裂失效螺栓牙型尺寸對(duì)疲勞 特性的影響,采用影像測(cè)量?jī)xVMS-5040MZ對(duì)其牙 型尺寸進(jìn)行測(cè)量,測(cè)量結(jié)果如圖 2 所示,牙型角為 60.899 5°,螺牙底槽R角半徑為0.205 1 mm,符合米 制普通螺紋牙型角2α=60°(α表示牙型半角)和底槽 R角半徑大于 0.125 P(P 為 1.25 mm)的要求,可見 斷裂失效螺栓的牙型尺寸符合制造標(biāo)準(zhǔn)要求。
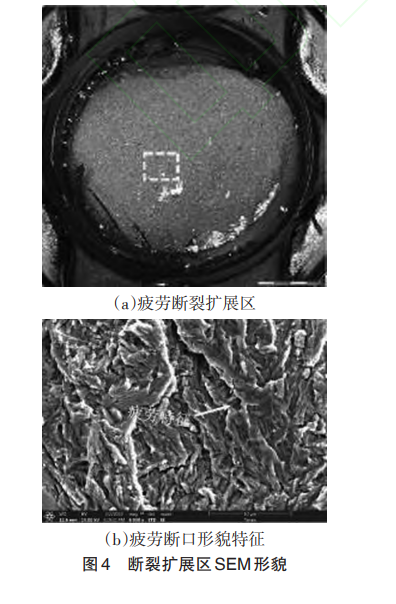
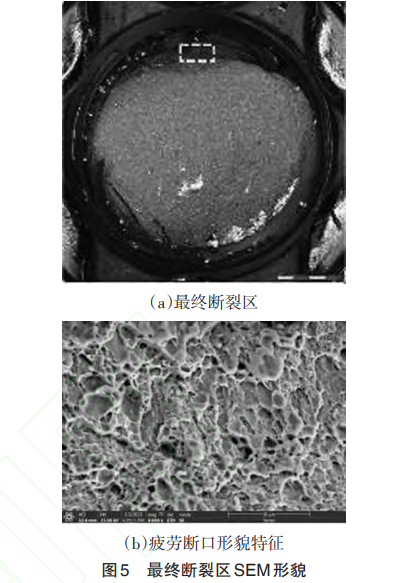
2.5 斷口掃描電鏡檢驗(yàn)分析
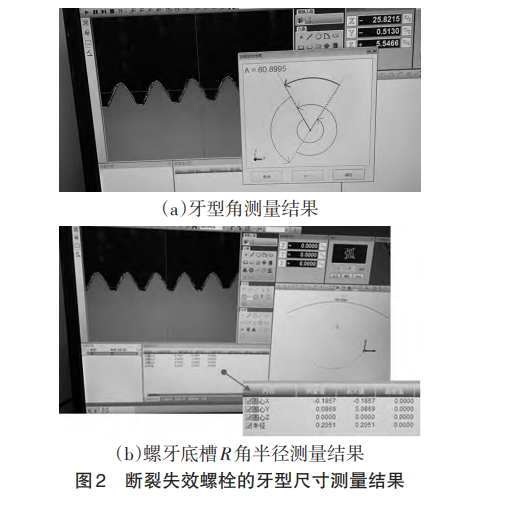
為弄清該螺栓斷裂失效的機(jī)理,將其斷口物理清洗后置于蔡司 Gemini SEM 460 掃描電鏡下觀 察,如圖 3~圖 5 所示,可見斷口起始區(qū)存在磨損現(xiàn) 象,且微觀形貌主要時(shí)疲勞特征,未見明顯加工缺 陷。擴(kuò)展區(qū)的微觀斷口形貌主要是疲勞特征,最 終斷裂區(qū)的微觀斷口形貌主要為韌窩。
2.6 金相檢驗(yàn)
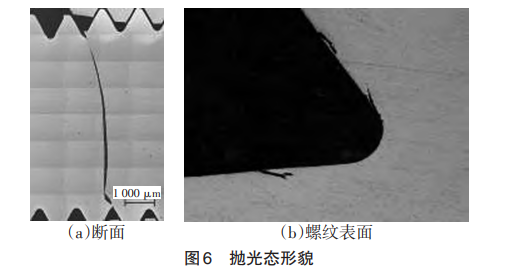
將斷裂失效螺栓沿軸向剖開并制備金相試 樣,采用蔡司 Axio Imager.M2m 金相顯微鏡對(duì)斷裂 失效螺栓的裂紋區(qū)斷面顯微組織進(jìn)行觀察。試樣 在拋光狀態(tài)(未侵蝕)時(shí),可見斷裂部位沒有明顯 的宏觀塑性變形痕跡,斷裂起源于螺牙溝槽部位, 而后沿剪切面向螺桿中心部位繼續(xù)擴(kuò)展至最終斷 裂,且裂紋起始區(qū)及其擴(kuò)展區(qū)斷面較為平整(圖 6a)。金相顯微鏡同時(shí)檢測(cè)到螺桿上很多螺紋中 經(jīng)和溝槽處呈鋸齒狀形態(tài)的表面裂紋,裂紋的尾 部長(zhǎng)短不一,且較尖細(xì)(圖6b)。
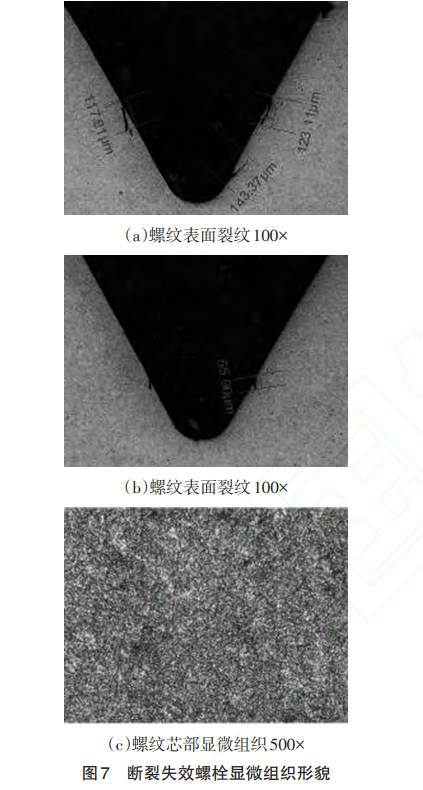
將上述拋光狀態(tài)試樣用4%的硝酸酒精腐蝕后 在蔡司 Axio Imager.M2m 金相顯微鏡下觀察,發(fā)現(xiàn) 螺紋表面和裂紋周圍無(wú)脫碳,尾端尖細(xì),應(yīng)為疲勞 擴(kuò)展裂紋,表面裂紋的縱深度及垂直深度在 55~143 μm 之間(圖 7a~7b)。在顯微鏡下放大 500 倍 可見其芯部組織均為針狀馬氏體位向的回火索氏 體+鐵素體(圖 7c),參照國(guó)家標(biāo)準(zhǔn) GB/T13320— 2007《鋼質(zhì)模鍛件 金相組織評(píng)級(jí)圖及評(píng)定方法》評(píng) 級(jí)圖3進(jìn)行評(píng)定,調(diào)質(zhì)處理的顯微組織評(píng)定為2級(jí), 標(biāo)準(zhǔn)要求1~4級(jí)合格,該顯微組織屬于合格級(jí)別。
2.7 小結(jié)
通過(guò)對(duì)斷裂失效螺栓進(jìn)行斷口宏觀形貌檢 驗(yàn)、材質(zhì)成分分析、力學(xué)性能測(cè)試和斷口掃描電鏡 檢驗(yàn)分析等多種手段的調(diào)查,研究結(jié)果表明該新 能源電池模組固定螺栓的各項(xiàng)性能參數(shù)均符合 GB/T 3098.1—2010《緊固件機(jī)械性能螺栓、螺釘和 螺柱》的要求,由此判定該螺栓斷裂失效不是由其 本身的制造質(zhì)量引起的。
3 裝配工藝分析
導(dǎo)致螺栓疲勞斷裂失效的原因大致有三個(gè)方 面。
a.螺栓本身存在制造缺陷,如材質(zhì)不合格、制 造缺陷、熱處理不當(dāng)?shù)龋谶M(jìn)行 Z 向振動(dòng)激勵(lì)下使 缺陷成為疲勞源,最終導(dǎo)致斷裂;
b.螺栓裝配工藝問(wèn)題,如配合狀態(tài)問(wèn)題或螺栓 預(yù)緊工藝不良等原因,使螺栓在高頻振動(dòng)環(huán)境下 松動(dòng)或過(guò)載引起疲勞斷裂;
c.螺栓連接設(shè)計(jì)問(wèn)題,如未充分考慮零部件的 承受載荷、安全標(biāo)準(zhǔn)等因素。前面理化檢驗(yàn)結(jié)果 表明,該新能源電池模組固定斷裂失效螺栓的制 造質(zhì)量沒有問(wèn)題,因此排除了第一方面的因素。
3.1 裝配工藝影響分析
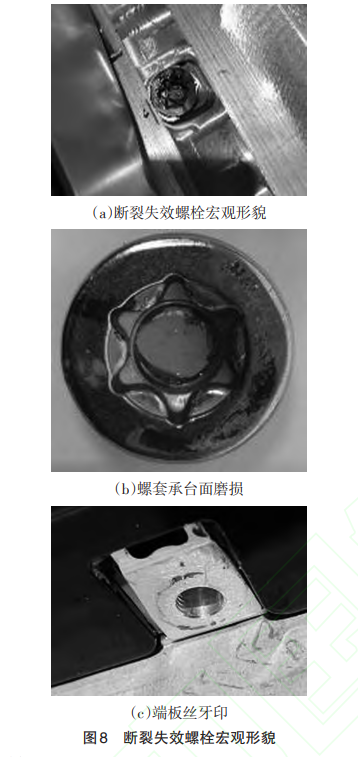
為了查找螺栓斷裂的原因,對(duì)影響電池模組 固定螺栓斷裂失效的配合關(guān)系進(jìn)行了全面的調(diào)查 分析,該螺栓斷裂部位處于螺紋中部的電池箱體 非標(biāo)螺套鎖緊位置(見圖 8a),即疲勞斷裂位置是 螺栓電池箱體非標(biāo)螺套嚙合的第一個(gè)螺牙的牙底 處。另外,電池模組安裝凸臺(tái)非標(biāo)螺套承臺(tái)面處 有磨損痕跡(見圖 8b),說(shuō)明在進(jìn)行 Z 向振動(dòng)時(shí)螺 栓連接受外界循環(huán)剪切載荷作用發(fā)生的自松弛, 導(dǎo)致電池模組端板與非標(biāo)螺套承臺(tái)面發(fā)生振動(dòng)磨 損。同時(shí),在對(duì)電池模組檢查發(fā)現(xiàn)其端板與非標(biāo) 螺套承臺(tái)面接觸的位置也有磨損現(xiàn)象,端板螺栓 安裝孔邊緣還有絲牙痕跡(圖 8c)。可見,斷裂失 效螺栓與電池模組端板存在過(guò)盈配合現(xiàn)象,螺栓 在擰緊的過(guò)程中,螺紋受較大副摩擦力的作用容 易在螺紋表面萌生顯微裂紋成為疲勞源。疲勞源 形成后,在進(jìn)行Z向振動(dòng)時(shí)顯微裂紋在交變應(yīng)力作 用下不斷擴(kuò)展,直至最終斷裂。
3.2 振動(dòng)前后扭矩值的測(cè)量分析
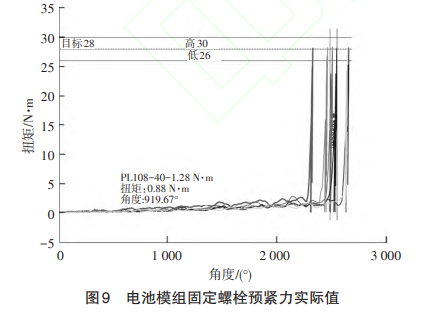
螺栓預(yù)緊力的存在,除了使零件之間產(chǎn)生緊 密聯(lián)接,增強(qiáng)聯(lián)接的剛性之外,還會(huì)大幅度降低 在拉伸載荷作用下螺桿應(yīng)力的變化幅度,由此提 高了螺栓聯(lián)接的疲勞強(qiáng)度[1] 。在眾多的案例中, 將螺栓緊固到設(shè)計(jì)預(yù)緊力是提高螺栓副疲勞壽 命的有效手段。為此,調(diào)取該斷裂失效螺栓所在 電池模組的全部固定螺栓的實(shí)際裝配預(yù)緊力扭 矩?cái)?shù)據(jù),如圖 9 所示。從圖 9 可以看出,實(shí)際裝配 預(yù)緊力扭矩均符合工藝參數(shù)(28±2)N·m 的設(shè)計(jì) 要求。
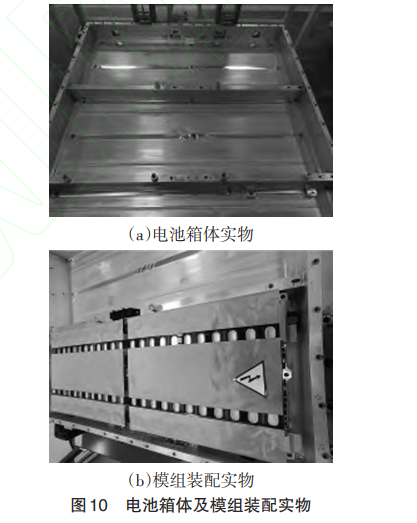
在進(jìn)行Z向振動(dòng)測(cè)試試驗(yàn)進(jìn)行到約12 h后,對(duì) 故障電池模組固定螺栓的殘余扭矩進(jìn)行測(cè)量,測(cè) 量結(jié)果如表 3 所示。由表 1 可見,故障電池模組固 定螺栓在高頻振動(dòng)的作用下扭矩衰減并不明顯, 且殘余扭矩均大于 60%(工藝設(shè)計(jì)參數(shù)要求為 (28±2)N·m,滿足要求。
3.3 電池箱體模組安裝底座平面度對(duì)螺栓斷裂的 影響
如圖 10 所示,電池模組由電池箱體上的 9 個(gè) 固定安裝底座平衡支撐,有研究表明,螺栓過(guò)早疲 勞斷裂原因之一是被接觸面不平整,因此安裝底 座的平面度是一項(xiàng)重要的質(zhì)量指標(biāo)。
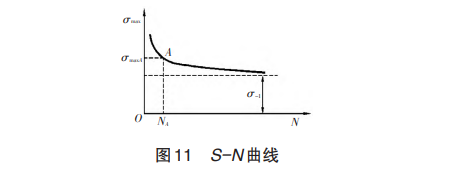
從 S-N曲線(疲勞曲線)可以發(fā)現(xiàn)應(yīng)力幅值越 大,允許的循環(huán)次數(shù)越小,也就是說(shuō)在這種工況下 材料的疲勞壽命越短。該新能源汽車電池模組固 定螺栓在振動(dòng)試驗(yàn)過(guò)程中主要承受高周變幅荷載 的作用,在整個(gè)試驗(yàn)周期中,理論上模組固定螺栓 所承受的應(yīng)力循環(huán)次數(shù)是固定的,要想增加螺栓 的疲勞壽命,只有盡可能減小循環(huán)應(yīng)力幅值,即盡 可能保證模組安裝底座的平面度滿足設(shè)計(jì)要求。
分析螺栓在螺栓連接中的受力情況,螺栓擰 緊后,電池模組被夾緊并產(chǎn)生微小的變形,如果電 池模組和安裝底座之間的結(jié)合面處有間隙,螺栓 連接中電池模組的整體剛度就會(huì)受到影響,剛度 比沒有間隙的情況要小很多,當(dāng)承受外部交變疲勞載荷作用時(shí),電池模組的變形幅度也相對(duì)比較 大,進(jìn)而導(dǎo)致該部位的螺栓受到的交變應(yīng)力幅值 就比較大。因此,電池箱體模組安裝底座的平面 度也是影響螺栓斷裂的重要因素。
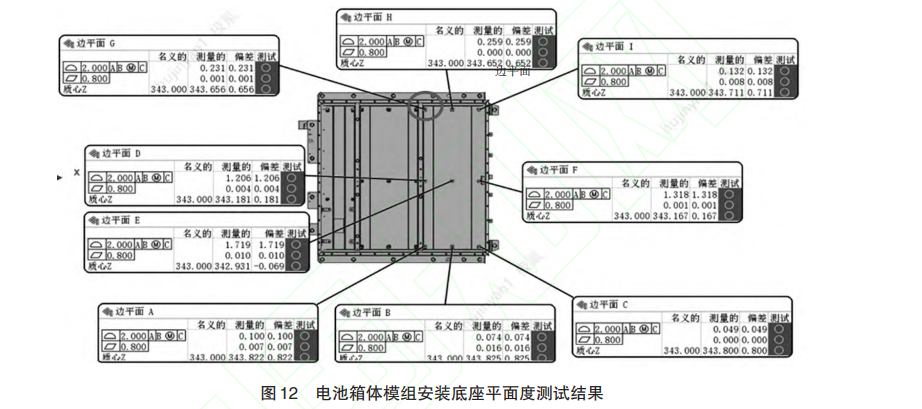
為確認(rèn)電池箱體模組安裝底座平面度對(duì)螺栓 斷裂失效的影響,采用力德三坐標(biāo)測(cè)量?jī)x GREAT 251510 對(duì)電池箱體模組安裝底座平面度進(jìn)行測(cè) 量,測(cè)量結(jié)果如圖12所示,可見電池箱體模組安裝 底座平面度符合設(shè)計(jì)要求。
3.4 螺栓連接設(shè)計(jì)對(duì)其斷裂失效的影響
螺栓在實(shí)際應(yīng)用過(guò)程中,疲勞斷裂是常見失 效模式之一。一般螺栓連接的疲勞斷裂發(fā)生在交 變載荷力的作用下,特別是在交變載荷幅值高和頻 次高的環(huán)境中,螺栓連接更易發(fā)生疲勞失效[2] ,因此 在設(shè)計(jì)螺栓連接時(shí)需要對(duì)其疲勞強(qiáng)度進(jìn)行評(píng)估。
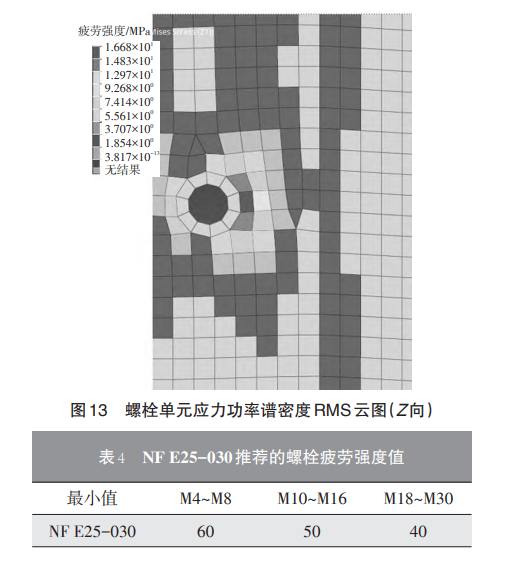
利用有限元軟件OptiStruct 分析評(píng)估該電池箱 體底部螺紋連接副疲勞強(qiáng)度,根據(jù)新能源汽車電 池實(shí)車裝配狀態(tài),將振動(dòng)激勵(lì)施加于吊耳處,在Z 向振動(dòng)激勵(lì)下,應(yīng)力分布主要集中在底板的螺栓 安裝孔附近,如圖13所示。因此,振動(dòng)環(huán)境下螺栓 的疲勞強(qiáng)度性能成為評(píng)估新能源電池結(jié)構(gòu)振動(dòng)安 全性不容忽視的重要指標(biāo)。通過(guò)對(duì)該電池包進(jìn)行 模態(tài)分析和隨機(jī)振動(dòng)分析,振動(dòng)外載荷分布(保 守)和振動(dòng)外載荷分布(激進(jìn))狀態(tài)下需要的疲勞 強(qiáng)度分別是59.032MPa和47.453MPa,而M8緊固 件基于VDI2230的參考疲勞強(qiáng)度為59.5MPa。由 此可見,振動(dòng)最大外載荷即便全部加載在緊固件 上也可滿足要求。
NFE25-030又給出了高強(qiáng)螺栓的許用動(dòng)態(tài)應(yīng) 力,該推薦值對(duì)應(yīng)的存活率為99%,置信度為95%, 平均應(yīng)力為0.3~1.0倍的屈服強(qiáng)度,循環(huán)次數(shù)為 3.0×106次。其值如表4 所示。由此可見,即便振 動(dòng)最大外載荷即便全部加載在緊固件上,該新能 源汽車電池模組固定螺栓的疲勞強(qiáng)度仍低于推薦 的螺栓疲勞強(qiáng)度值。
4 測(cè)試情況分析
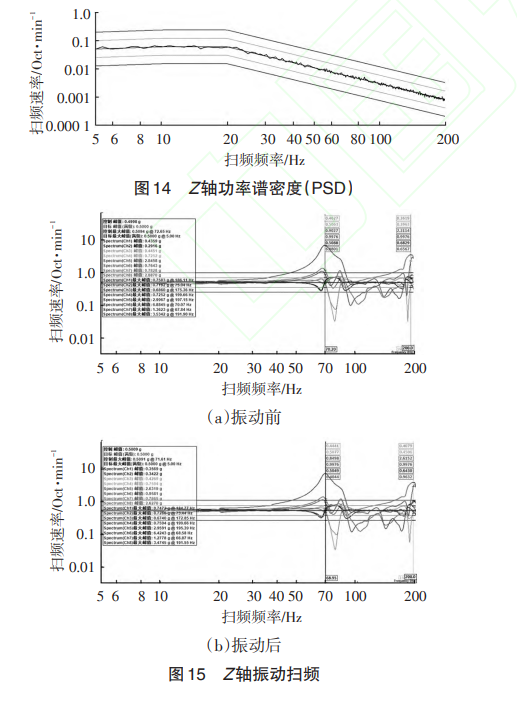
參考標(biāo)準(zhǔn)GB 38031—2020《電動(dòng)汽車用動(dòng)力蓄 電池系統(tǒng)安全要求》進(jìn)行隨機(jī)振動(dòng)試驗(yàn)。將該新能 源汽車電池包通過(guò)夾具固定在振動(dòng)臺(tái)上,電池包和 夾具的固定方式、螺栓規(guī)格和實(shí)車裝配保持一致。控制點(diǎn)傳感器布置在夾具與固定電池包的螺栓附 近,采用 4 個(gè)對(duì)角位置的傳感器的進(jìn)行算術(shù)平均 值控制,功能檢查正常后在 Z 向施加隨機(jī)和定頻 振動(dòng)載荷,隨機(jī)振動(dòng)功率譜密度見圖 14。在隨機(jī) 振動(dòng)前后進(jìn)行掃頻試驗(yàn),以測(cè)試樣品的固有頻 率,掃頻頻率 5~200 Hz,振動(dòng)加速度 0.5 g,掃描 速度 1.0 oct/min。Z 方向振動(dòng)前后的掃描數(shù)據(jù)見 圖 15,由圖可見 Z 方向振動(dòng)前一階固有頻率是 70.20 Hz,振動(dòng)后的一階固有頻率是 68.95 Hz,試驗(yàn) 前后主頻衰減率為1.78%,變化并不大,說(shuō)明振動(dòng)系 統(tǒng)的穩(wěn)定性很好,可見螺栓斷裂失效的原因并非是 振動(dòng)設(shè)備和振動(dòng)試驗(yàn)過(guò)程中異常導(dǎo)致的。
5 結(jié)論與建議
該新能源汽車電池模組固定螺栓斷裂形式為 單向疲勞斷裂,斷裂的原因是螺栓裝配不當(dāng)。斷 裂失效螺栓與電池模組端板存在過(guò)盈配合情況, 螺栓在擰緊的過(guò)程中,螺紋受較大副摩擦力的作 用在螺紋表面萌生顯微裂紋成為疲勞源。疲勞源 形成后,在進(jìn)行Z向振動(dòng)時(shí)顯微裂紋在交變應(yīng)力和 失效螺栓的上下結(jié)合面處螺栓受徑向剪切力的共 同作用下不斷擴(kuò)展,最終導(dǎo)致斷裂。建議增加電 池模組孔位導(dǎo)正動(dòng)作,用導(dǎo)向杠使電池模組固定 孔與電池箱體非標(biāo)螺套螺紋孔對(duì)正后再安裝螺栓 緊固。
審核編輯:湯梓紅
-
新能源汽車
+關(guān)注
關(guān)注
140文章
10140瀏覽量
98621 -
電池模組
+關(guān)注
關(guān)注
3文章
61瀏覽量
9756 -
掃描電鏡
+關(guān)注
關(guān)注
0文章
62瀏覽量
8902
原文標(biāo)題:新能源汽車電池模組固定螺栓斷裂失效分析...
文章出處:【微信號(hào):線束專家,微信公眾號(hào):線束專家】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論