 伺服電機參數設置與接線方式
伺服電機參數設置與接線方式
來源:電氣工程及自動化技術
本文以松下FP1系列PLC和A4系列伺服驅動為例,編制控制伺服電機定長正、反旋轉的PLC程序并設計外圍接線圖,此方案不采用松下的位置控制模塊FPG--PP11122122等,而是用晶體管輸出式的PLC,讓其特定輸出點給出位置指令脈沖串,直接發送到伺服輸入端,此時松下A4伺服工作在位置模式。在PLC程序中設定伺服電機旋轉速度,單位為(rpm),設伺服電機設定為1000個脈沖轉一圈。PLC輸出脈沖頻率=(速度設定值/6)100(HZ)。假設該伺服系統的驅動直線定位精度為±0.1mm,伺服電機每轉一圈滾珠絲杠副移動10mm,伺服電機轉一圈需要的脈沖數為1000,故該系統的脈沖當量或者說驅動分辨率為0.01mm(一個絲);PLC輸出脈沖數=長度設定值10。
以上的結論是在伺服電機參數設定完的基礎上得出的。也就是說,在計算PLC發出脈沖頻率與脈沖前,先根據機械條件,綜合考慮精度與速度要求設定好伺服電機的電子齒輪比!大致過程如下:
機械機構確定后,伺服電機轉動一圈的行走長度已經固定(如上面所說的10mm),設計要求的定位精度為0.1mm(10個絲)。為了保證此精度,一般情況下是讓一個脈沖的行走長度低于0.1mm,如設定一個脈沖的行走長度為如上所述的0.01mm,于是電機轉一圈所需要脈沖數即為1000個脈沖。此種設定當電機速度要求為1200轉/分時,PLC應該發出的脈沖頻率為20K。松下FP1---40T的PLC的CPU本體可以發脈沖頻率為50KHz,完全可以滿足要求。
如果電機轉動一圈為100mm,設定一個脈沖行走仍然是0.01mm,電機轉一圈所需要脈沖數即為10000個脈沖,電機速度為1200轉時所需要脈沖頻率就是200K。PLC的CPU輸出點工作頻率就不夠了。需要位置控制專用模塊等方式。
有了以上頻率與脈沖數的算法就只需應用PLC的相應脈沖指令發出脈沖即可實現控制了。假設使用松下A4伺服,其工作在位置模式,伺服電機參數設置與接線方式如下:
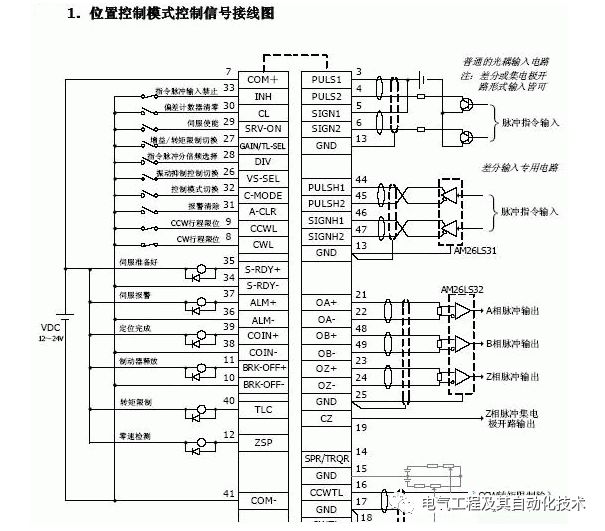
一、按照伺服電機驅動器說明書上的“位置控制模式控制信號接線圖”接線:
pin3(PULS1),pin4(PULS2)為脈沖信號端子,PULS1連接直流電源正極(24V電源需串連2K左右的電阻),PULS2連接控制器(如PLC的輸出端子)。
pin5(SIGN1),pin6(SIGN2)為控制方向信號端子,SIGN1連接直流電源正極(24V電源需串連2K左右的電阻),SIGN2連接控制器(如PLC的輸出端子)。當此端子接收信號變化時,伺服電機的運轉方向改變。實際運轉方向由伺服電機驅動器的P41,P42這兩個參數控制,pin7(com+)與外接24V直流電源的正極相連。
pin29(SRV-0N),伺服使能信號,此端子與外接24V直流電源的負極相連,則伺服電機進入使能狀態,通俗地講就是伺服電機已經準備好,接收脈沖即可以運轉。
上面所述的六根線連接完畢(電源、編碼器、電機線當然不能忘),伺服電機即可根據控制器發出的脈沖與方向信號運轉。其他的信號端子,如伺服報警、偏差計數清零、定位完成等可根據您的要求接入控制器構成更完善的控制系統。
二、設置伺服電機驅動器的參數。
1、Pr02----控制模式選擇,設定Pr02參數為0或是3或是4。3與4的區別在于當32(C-MODE)端子為短路時,控制模式相應變為速度模式或是轉矩模式,而設為0,則只為位置控制模式。如果您只要求位置控制的話,Pr02設定為0或是3或是4是一樣的。
2、Pr10,Pr11,Pr12----增益與積分調整,在運行中根據伺服電機的運行情況相應調整,達到伺服電機運行平穩。當然其他的參數也需要調整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的參數),在您不太熟悉前只調整這三個參數也可以滿足基本的要求.。
3、Pr40----指令脈沖輸入選擇,默認為光耦輸入(設為0)即可。也就是選擇3(PULS1),4(PULS2),5(SIGN1),6(SIGN2)這四個端子輸入脈沖與方向信號。
4、Pr41,Pr42----簡單地說就是控制伺服電機運轉方向。Pr41設為0時,Pr42設為3,則5(SIGN1),6(SIGN2)導通時為正方向(CCW),反之為反方向(CW)。Pr41設為1時,Pr42設為3,則5(SIGN1),6(SIGN2)斷開時為正方向(CCW),反之為反方向(CW),正、反方向是相對的,看您如何定義了,正確的說法應該為CCW,CW。
5、Pr48、Pr4A、Pr4B----電子齒輪比設定。此為重要參數,其作用就是控制電機的運轉速度與控制器發送一個脈沖時電機的行走長度。
其公式為:
伺服電機每轉一圈所需的脈沖數=編碼器分辨率×Pr4B/(Pr48×2^Pr4A)
伺服電機所配編碼器如果為:2500p/r5線制增量式編碼器,則編碼器分辨率為10000p/r
如您連接伺服電機軸的絲桿間距為20mm,您要做到控制器發送一個脈沖伺服電機行走長度為一個絲(0.01mm)。計算得知:伺服電機轉一圈需要2000個脈沖(每轉一圈所需脈沖確定了,脈沖頻率與伺服電機的速度的關系也就確定了)。
三個參數可以設定為:Pr4A=0,Pr48=10000,Pr4B=2000,約分一下則為:Pr4A=0,Pr48=100,Pr4B=20。
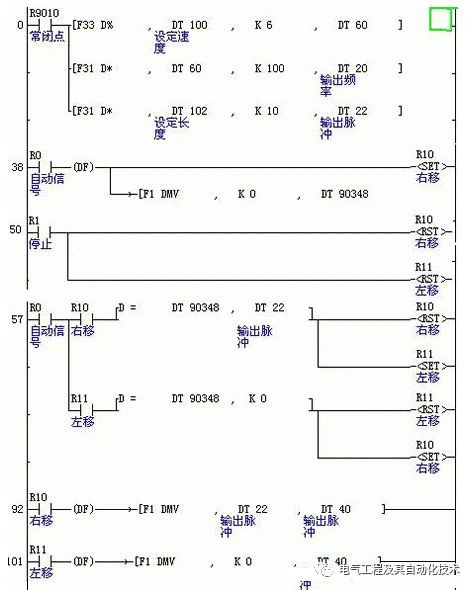
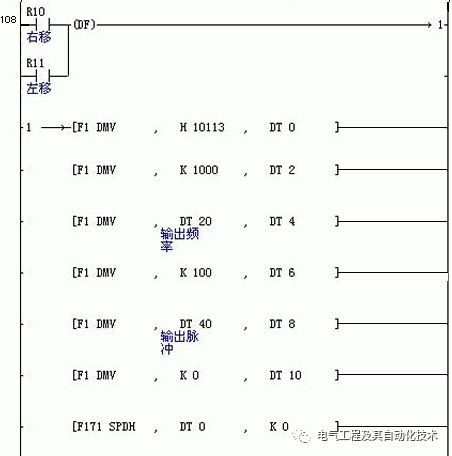
從上面的敘述可知:設定Pr48、Pr4A、Pr4B這三個參數是根據我們控制器所能發送的最大脈沖頻率與工藝所要求的精度。在控制器的最大發送脈沖頻率確定后,工藝精度要求越高,則伺服電機能達到的最大速度越低。松下FP1---40T型PLC的程序梯型圖如下:
-
驅動器
+關注
關注
51文章
7994瀏覽量
144985 -
plc
+關注
關注
5001文章
12932瀏覽量
459164 -
松下
+關注
關注
13文章
21585瀏覽量
93063 -
伺服電機
+關注
關注
85文章
2003瀏覽量
57291 -
接線圖
+關注
關注
22文章
201瀏覽量
49645
原文標題:松下PLC控制伺服電機應用
文章出處:【微信號:旺材伺服與運動控制,微信公眾號:旺材伺服與運動控制】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
伺服電機的參數設置
添加伺服軸的參數設置






 工商網監
工商網監
評論