") 碳化硅器件封裝技術解析
碳化硅器件封裝技術解析
杜澤晨張一杰張文婷安運來唐新靈杜玉杰楊霏吳軍民
(全球能源互聯網研究院有限公司先進輸電技術國家重點實驗室)
摘要:
碳化硅(SiC)具有禁帶寬、臨界擊穿場強大、熱導率高、高壓、高溫、高頻等優(yōu)點。應用于硅基器件的傳統(tǒng)封裝方式寄生電感參數較大,難以匹配SiC器件的快速開關特性,同時在高溫工況下封裝可靠性大幅降低,為充分發(fā)揮SiC器件的優(yōu)勢需要改進現有的封裝技術。針對上述挑戰(zhàn),對國內外現有的低寄生電感封裝方式進行了總結。分析了現有的高溫封裝技術,結合新能源電力系統(tǒng)的發(fā)展趨勢,對SiC器件封裝技術進行歸納和展望。
1引言
隨著我國的能源占比和能源消費方式由以化石能源為主轉變?yōu)橐噪娔堋淠艿惹鍧嵞茉礊橹鳎?020年9月,習近平主席在聯大宣布:中國將采取更加有力的政策和措施,二氧化碳排放力爭于2030年前達到峰值,努力爭取2060年前實現碳中和。2021年3月,中央財經委員會第九次會議提出構建以新能源為主體的新型電力系統(tǒng)。
碳化硅(SiC)禁帶寬、臨界擊穿場強大、熱導率高,是第三代半導體的典型代表,SiC材料、器件已經列入國家“十四五”科技規(guī)劃,其具有電壓高、損耗低、耐高溫工作等優(yōu)勢,對于電力電子裝備高效化、小型化具有重要作用。
SiC材料的這些優(yōu)良特性,需要通過封裝來實現功率和信號高效可靠的連接,才能在電力電子裝備中得到完美展現,而傳統(tǒng)的硅基器件封裝技術在應用于SiC器件時面臨著如寄生電感過高和高溫下性能退化等問題。本文總結了幾種低寄生電感封裝技術及高溫封裝技術,并對SiC器件在新能源電力系統(tǒng)中的發(fā)展進行了分析和展望。
2低寄生電感封裝技術
2.1芯片無應力封裝
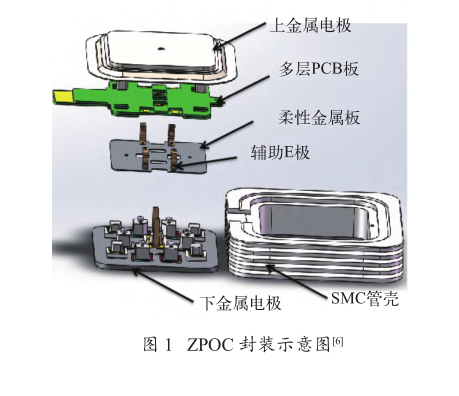
為降低高壓SiC模塊的寄生電感,同時消除芯片表面的應力,全球能源互聯網研究院提出了一種寄生電感極低的封裝結構ZPOC(Zero Pressure on Chip)封裝,ZPOC封裝示意圖如圖1所示;隨后聯研院采用ZPOC封裝結構,基于正向參數匹配與芯片并聯,研制了6.5 kV/100 A SiC SBD器件;結合SiC SBD串聯技術,實現6支器件串聯,研制了39 kV/100 A SiC SBD
組件,并在24 kV換流閥功率模塊中得到應用。
應用ZPOC封裝技術的模塊使用了焊接與壓接相結合的封裝形式,具有雙面散熱、易于串聯、電磁兼容等優(yōu)勢,可以有效降低模塊在封裝過程中引入的寄生電感,經實驗測得封裝寄生電感為3.56 nH,對改善模塊的開關特性具有顯著優(yōu)勢。
2.2三維(3D)封裝
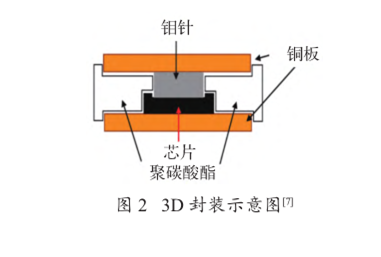
3D封裝(示意見圖2)技術將SiC模塊的上橋臂直接疊加在下橋臂,上下疊加后可以減小橋臂中點的連接線(見圖3),該封裝技術可將模塊寄生電感降至1 nH以。
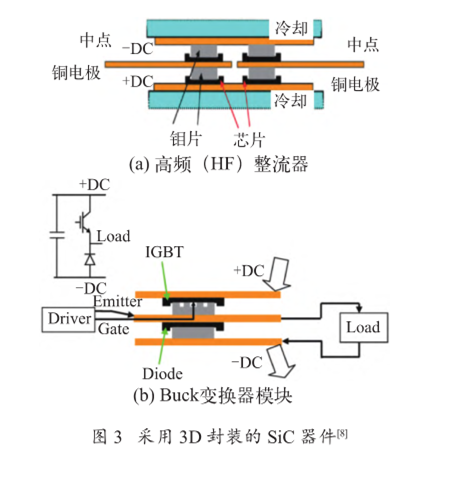
2010年格勒諾布爾電氣工程實驗室VAGNON [9]利用3D封裝技術搭建了單相400 V/40 A高頻(HF)整流器及Buck變換器模塊。實驗結果表明采用3D封裝技術后IGBT在關斷時僅有10%的電壓過沖,且在導通時幾乎沒有欠壓。因此3D封裝技術可以基本消除共源極電感,同時共模電流也得到了很好的抑制。
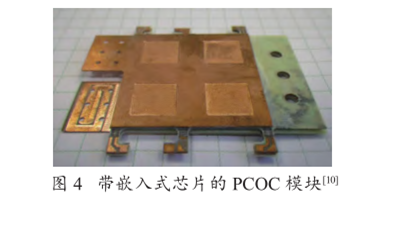
2015年,歐洲研發(fā)中心的REGNAT [10]提出了一種基于印刷電路板(PCB)嵌入式芯片技術的新型3D封裝。利用PCOC(片上電源)技術將SiC MOSFET芯片嵌入PCB內部實現較低的電感路徑和共模電容。
文獻搭建了如圖4所示的模塊,該模塊具有30 mm×30 mm×2 mm厚的PCB,上下表面為105μm銅平面,模塊邊緣有16個去耦電容。為了在阻抗測量期間對開關狀態(tài)下的換向單元進行建模,在前環(huán)和后環(huán)中未填充的芯片位置通孔的加和減端之間實現了短路。測量連接器位于兩個自由邊上,因此只需反轉模塊即可測量前換向環(huán)路和后換向洛普阻抗。測量結果為前環(huán)的功率環(huán)路電感為0.23 nH,后環(huán)的電感為0.21 nH,因此采用嵌入式芯片技術的PCOC模塊可實現緊湊、高密度的功率模塊,同時可大幅降低回路的寄生電感,使其適用于具有快速導通和關斷時間的寬禁帶半導體器件(如SiC等)。
3D封裝技術消除了模塊中的鍵合線,可以有效提高器件的功率密度,充分發(fā)揮SiC器件的高頻優(yōu)勢。同時采用3D封裝技術可以降低回路的寄生電感值,減小模塊體積,從而推進電力電子器件走向高頻、高效、高功率密度。
2.3 DBC+PCB混合封裝
傳統(tǒng)焊接型模塊封裝使用覆銅陶瓷板(Direct Bonded Copper, DBC),芯片只能在表面上布局,大電流回路面積使得降低模塊的寄生電感變得非常困難。因此CPES、華中科技大學等將DBC工藝和PCB板相結合,在芯片上通過鍵合線的連接方式引到PCB板上,這樣可以直接在PCB層間實現控制換流回路,通過減小模塊電流回路來減小寄生電感參數。
弗吉尼亞理工大學的陳正等人采用如圖5所示的DBC+PCB混合封裝的橫截面結構,使用多層PCB來代替原有的聚酰亞胺-銅。通過切割PCB來嵌入半導體芯片,使得PCB和器件都可以連接到相同的DBC基板上,隨后使用鍵合線將器件的頂部電極連接到PCB上的頂部銅排。
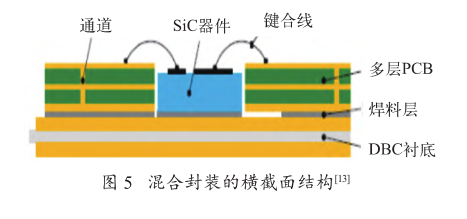
與傳統(tǒng)工藝相比,DBC+PCB混合封裝具有許多優(yōu)點。1)封裝的PCB層可以采用標準的PCB制造工藝,并且可以在單個回流焊工藝中與半導體芯片一起焊接到基板上,這大大簡化了混合模塊的制造工藝。2)通過增加電路板的銅層和使用通孔、盲孔甚至埋孔通孔,可以在PCB上實現更復雜的布線,使得開關電流路徑可以更靈活地控制,同時提供了在模塊中嵌入柵極驅動器電路的可能性。3)混合封裝技術通過減小電流回路面積來降低寄生電感參數。混合模塊的寄生電感僅為分立式TO-247封裝方式的10%~20%。同時與傳統(tǒng)的引線鍵合模塊相比,環(huán)路電感降低35%,模塊體積減小約40%。
華中科技大學的黃志召設計了如圖6所示的混合模塊,該結構包括AlN陶瓷基板、FPC和SiC芯片。芯片通過FPC上的窗口焊接在底層DBC上以提升散熱能力;芯片和FPC同時焊接在DBC上,芯片的上表面電極經由鍵合線連接在FPC上,通過過孔來連接FPC的上下層銅箔。由于換流回路經過的導體存在于FPC的不同導體層,且電流流向相反形成互感抵消回路;采用薄FPC增強互感作用,從而可極大地降低主回路的寄生電感。
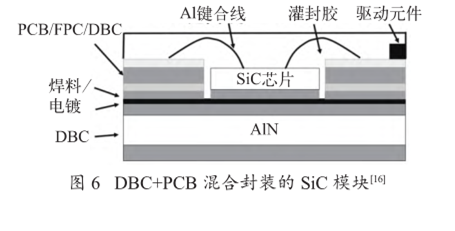
該混合模塊通過下管換流回路的阻抗測試結果,由該結果計算出主回路總電感為3.8 nH。同時開通關斷的du/dt分別為37.38 V/ns和37.65 V/ns,可證明使用DBC+PCB混合封裝技術降低了模塊驅動回路的寄生電感和共源電感。
兩種混合封裝形式均可以有效降低模塊的寄生電感參數并提升模塊的散熱能力。
2.4適用于單芯片的翻轉貼片封裝
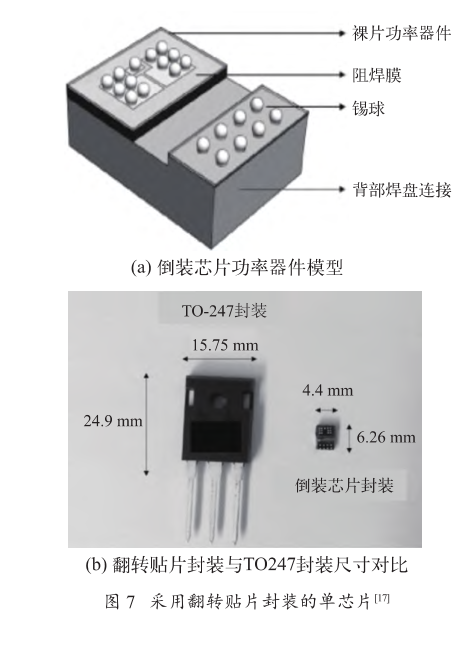
目前商業(yè)化的SiC功率芯片多為垂直型芯片,因此基于BGA的封裝技術,阿肯色大學的SEAL團隊提出了一種適用于單芯片的翻轉貼片封裝技術,將芯片背面電極通過金屬連接件翻轉到和芯片正面電極同一平面,使用焊錫固定各自電極(見圖7)。
翻轉貼片封裝省去了鍵合線和功率端子,可以有效降低模塊的體積,從而減小封裝中的材料成本。與常用的TO-247封裝相比,該封裝的體積減小至原體積的7.02%,導通電阻降低24%。
2.5柔性PCB+雙面燒結混合封裝
雙面燒結技術與傳統(tǒng)的芯片焊接和引線鍵合組件相比可靠性更高。塞米控公司的KASKO通過柵極和源焊盤布局、柵極焊盤位置和隔離、柵極電阻和芯片金屬化的調整,組裝了如圖8所示的具有極低電感(1.4 nH)的新型1200 V/400 A SiC MOSFET模塊。
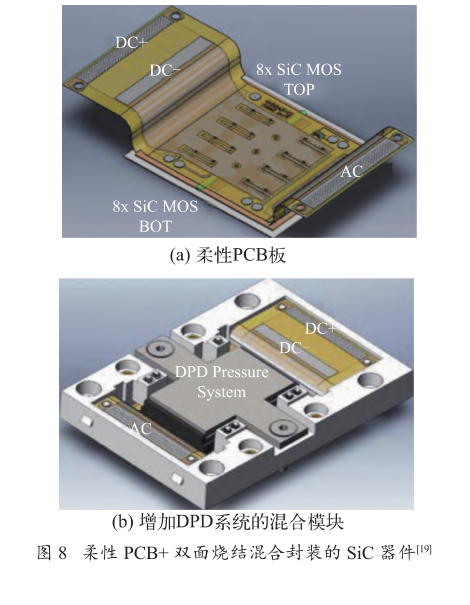
混合封裝模塊中芯片和柔性箔的DBC間的寄生電感為0.45 nH,柔性箔到帶有螺旋彈簧的直流母線的連接間的寄生電感為0.85 nH。
柔性PCB+雙面燒結混合封裝與相同功率等級的傳統(tǒng)模塊相比,總寄生電感下降91.3%。而在動態(tài)特性方面,混合封裝模塊開通關斷過程中的du/dt和di/dt分別為53 kV/μs和67 kA/μs。同時與相同功率等級的62 mm IGBT模塊相比,混合封裝模塊的總開關損耗僅為IGBT模塊的20%。
2.6平面互連技術
為降低器件的導通電阻和寄生電感,西門子公司開發(fā)了平面互連技術SiPLIT(Siemens Planar Interconnect Technology)[20]。采用平面互連技術的SiC器件如圖9所示。
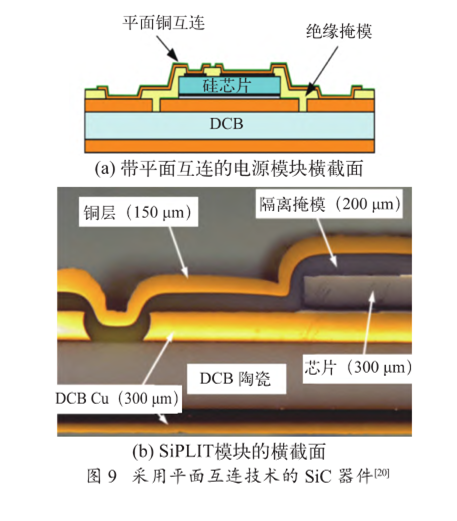
與引線鍵合方式相比,平面互連技術的芯片接觸面積高達90%,并提供了更大的橫截面。因此,采用平面互連技術芯片的封裝電阻降低了25%;此外與引線鍵合跨越的環(huán)路相比,互連的共面結構僅覆蓋了很小的電流環(huán)路區(qū)域,從而使互連的寄生電感降低了50%。SiPLIT技術能夠克服厚鋁線鍵合帶來的性能和可靠性限制。實驗結果證明該技術可以有效降低封裝中的電阻、電感和熱阻,并有效改善EMI性能。
3高溫封裝技術
3.1雙面散熱技術
雙面封裝工藝通過在模塊芯片上下表面均焊接DBC板或者使用銀燒結技術將芯片一面與DBC焊接、另一面連接鋁片來實現更好的散熱。雙面封裝技術不僅可以改善電路板邊緣場強分布,還可以降低EMI及橋臂中點的對地寄生電容,因而在新能源電動車內部的模塊中有著較強的應用需求。
株洲中車的王彥剛等研發(fā)了具有雙面冷卻的650 V/600 A SiC半橋DSC汽車電源模塊,將功率芯片的兩側粘合到具有隔離能力的平面部件上,金屬墊片直接粘合在芯片頂部,粘接界面通過焊接或銀燒結工藝形成。與單面冷卻無底板模塊相比,熱阻減少了30%。
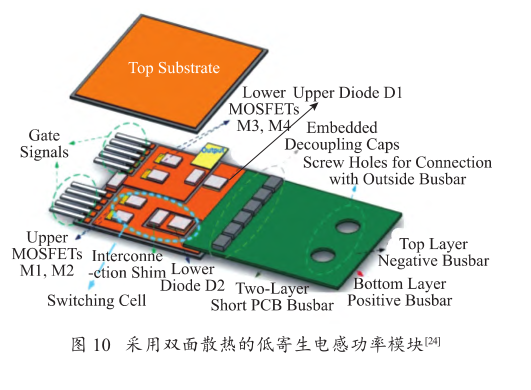
田納西大學的YANG等設計了一種具有雙面散熱的低寄生電感SiC功率模塊(如圖10所示),采用島式基板布局,與傳統(tǒng)封裝相比,新封裝的功率環(huán)路電感從6.59 nH降低到2.6 nH,降幅達到60%以上。
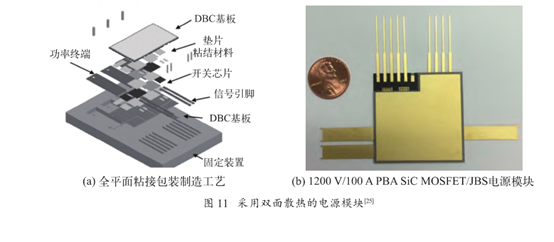
CREE的LIANG設計了如圖11所示的雙面散熱模塊,兩個冷板(冷卻器)直接粘合到這些基板外部,從而允許模塊雙面集成散熱。采用相位橋接線電氣拓撲結構的電源開關采用面朝上/面朝下互連配置。與傳統(tǒng)模塊相比,這一模塊將這些寄生效應相關的損耗降低了75%,模塊組件的雙面散熱將比熱電阻率降低到0.33 cm 2·℃/W,與傳統(tǒng)模塊相比降低了38%。該模塊的電流密度達到220A/cm 2,達到傳統(tǒng)模塊的1.52倍。
與傳統(tǒng)封裝相比,雙面散熱技術的優(yōu)點在于可以有效降低模塊的熱阻,從而提升模塊的散熱能力及電流密度;進而可以有效降低系統(tǒng)中散熱組件的體積,提升系統(tǒng)整體的功率密度。
3.2低壓燒結工藝+銅線鍵合技術
SiC的高溫特性在帶來諸多便利的同時,也對封裝材料和工藝提出了新的要求。丹佛斯公司的HAUMANN提出了一種低壓燒結工藝實現芯片連接,工藝上通過金屬化、頂部連接的金屬緩沖板(丹佛斯鍵合緩沖器DBB)以及銅線鍵合3種創(chuàng)新解決方案來實現。其中低壓燒結過程為:在連接部件間涂上銀漿,隨后施加壓力,在致密銀層和連接件(例如DCB基板)之間產生穩(wěn)固的連接;其次,采用銅線鍵合使電流容量增加37%。應用該技術的400 V/150 A模塊功率循環(huán)能力提高了1.5倍,達到600000次循環(huán),極大地提升了模塊的可靠性。
目前常用錫片或錫膏作為芯片和DBC板間的連接劑,其工藝成熟簡單,但焊錫的熱導率較低且會隨溫度變化,對于高溫工況的SiC器件適用性較差,焊錫層的可靠性問題易造成模塊失效。BOETTGE使用燒結銀連接(LTJT)和瞬態(tài)液相焊接(TLPS)技術,有效降低了焊料層的空洞率。
高溫封裝技術采用了銅線鍵合技術、LTJT及TLPS技術,有效提升了模塊的電流容量,降低了焊料層的空洞率,從而有效提升模塊在各類高溫工況下的可靠性。
4新型封裝結構和高溫封裝技術總結
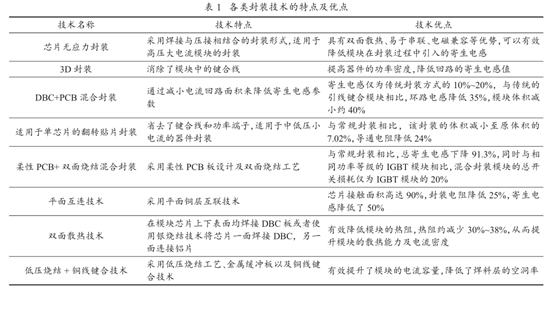
通過分析以上幾種低寄生電感的新型封裝結構和高溫封裝技術,可以發(fā)現雖然SiC功率器件的高速開關特性實現了新型電力電子裝備的高可控性和低開關損耗(即高轉換效率),但是高開關速度的實現依賴于低電感布線等新技術。8種技術的技術特點及優(yōu)點如表1所示。
由表1可知,芯片無應力封裝、3D封裝、DBC+PCB混合封裝、柔性PCB+雙面燒結混合封裝和平面互連技術均可降低模塊的封裝寄生電感;其中柔性PCB+雙面燒結混合封裝技術降低寄生電感的幅度最大,達到91.3%;平面互聯技術和反轉貼片封裝技術均可降低25%左右的導通電阻,雙面散熱技術可降低30%左右的熱阻。
5 SiC封裝的挑戰(zhàn)與展望
隨著我國開始構建以新能源為主體的新型電力系統(tǒng),需要電力電子裝備在電力系統(tǒng)各個層面起到關鍵支撐作用,SiC器件的應用將大大推動電網柔性半導體化進程,SiC器件在新型電力系統(tǒng)中應用前景廣闊。在可預見的未來,電力電子器件將向高頻、高效、高功率密度方向快速發(fā)展。
在電力系統(tǒng)領域,隨著對高電壓、大電流SiC器件需求的不斷增長,業(yè)界對于模塊的封裝寄生電感、導通電阻、開關損耗、熱阻等參數也提出了更高的要求,因此在封裝層面將需要導熱系數和熱膨脹系數優(yōu)良的封裝材料,寄生電感更低的新型封裝結構,多功能集成封裝模塊內部抗干擾以及更好的散熱方式等,這些要求對未來封裝技術的發(fā)展指出了方向。傳統(tǒng)硅基模塊的封裝技術在SiC模塊中應用存在諸多問題,隨著基于SiC等寬禁帶半導體材料的模塊在市場中占比的提升,未來新型的封裝技術將重點聚焦于降低模塊的寄生電感和提升模塊的高溫可靠性這兩個方面。
碳化硅晶圓劃片技術研究
高愛梅黃衛(wèi)國韓瑞
(中國電子科技集團公司第四十五研究所)
摘要:
碳化硅(SiC)材料具有禁帶寬度大、導熱性好、載流子遷移率高等優(yōu)點,是第三代半導體
材料的代表之一。因其莫氏硬度大,致使劃片難度增大,嚴重制約了碳化硅器件的規(guī)模化發(fā)展;通過分析碳化硅的材料特性和現有劃片技術特點,結合工藝試驗,提出了幾種碳化硅晶圓的劃片方法,給出工藝參數并分析各自的優(yōu)缺點,獲得了理想的加工工藝。
碳化硅是寬禁帶半導體器件制造的核心材料,SiC器件具有高頻、大功率、耐高溫、耐輻射、抗干擾、體積小、重量輕等諸多優(yōu)勢,是目前硅和砷化鎵等半導體材料所無法比擬的,應用前景十分廣闊,是核心器件發(fā)展需要的關鍵材料,由于其加工難度大,一直未能得到大規(guī)模推廣應用。碳化硅材料的加工難度體現在:(1)硬度大,莫氏硬度分布在9.2~9.6;(2)化學穩(wěn)定性高,幾乎不與任何強酸或強堿發(fā)生反應;(3)加工設備尚不成熟。因此,圍繞碳化硅晶圓劃片工藝和設備展開研究,對推動我國碳化硅新型電子元器件的發(fā)展,促進第三代半導體產業(yè)發(fā)展有著積極的意義。
1碳化硅材料特性
碳化硅是ⅠⅤ-ⅠⅤ族二元化合物半導體,具有很強的離子共價鍵,結合能量穩(wěn)定,具有優(yōu)越的力學、化學性能。材料帶隙即禁帶能量決定了器件很多性能,包括光譜響應、抗輻射、工作溫度、擊穿電壓等,碳化硅禁帶寬度大。如最常用的4H-SiC禁帶能量是3.23 eV,因此,具有良好的紫外光譜響應特性,被用于制作紫外光電二極管。SiC臨界擊穿電場比常用半導體硅和砷化鎵大很多,其制作的器件具有很好的耐高壓特性。另外,擊穿電場和熱導率決定器件的最大功率傳輸能力,SiC熱導率高達5 W/(cm·K),比許多金屬還要高,因此非常適合做高溫、大功率器件和電路。碳化硅熱穩(wěn)定性很好,可以工作在300~600℃。碳化硅硬度高,耐磨性好,常用來研磨或切割其它材料,這就意味著碳化硅襯底的劃切非常棘手。
目前,用于制作電子器件的碳化硅晶圓主要有2種,N型導電晶圓厚度150~350μm,電阻率0.010~0.028Ω·cm 2,主要應用于發(fā)光二極管、電力電子行業(yè)的功率器件。高純半絕緣晶圓厚度50~100μm,電阻率1×10 8Ω·cm 2,主要用于微波射頻、氮化鎵晶體管等領域。針對半導體行業(yè)應用的SiC晶圓劃切,研究幾種加工方法的特點及應用。
2碳化硅晶圓劃片方法
2.1砂輪劃片
砂輪劃片機是通過空氣靜壓電主軸驅動刀片高速旋轉,實現對材料的強力磨削。所用的刀片刃口鍍有金剛砂顆粒,金剛砂的莫氏硬度為10級,僅僅比硬度9.5級的SiC略高一點,反復地低速磨削不僅費時,而且費力,同時也會造成刀具頻繁磨損。如:100 mm(4英寸)SiC晶圓劃切每片需要6~8 h,且易造成崩邊缺陷。因此,這種傳統(tǒng)的低效加工方式已經逐漸被激光劃片取代。
2.2激光全劃
激光劃片是利用高能激光束照射工件表面,使被照射區(qū)域局部熔化、氣化,從而達到去除材料,實現劃片的過程。激光劃片是非接觸式加工,無機械應力損傷,加工方式靈活,不存在刀具損耗和水污染,設備使用維護成本低。為避免激光劃透晶圓時損傷支撐膜,采用耐高溫燒蝕的UV膜。
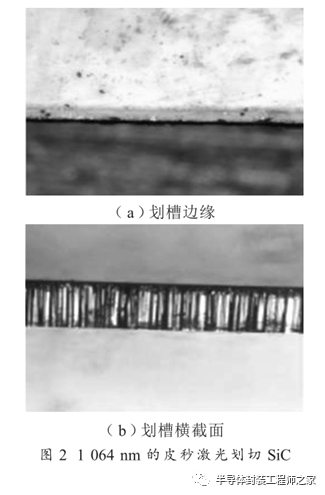
目前,激光劃片設備采用工業(yè)激光器,波長主要有1 064 nm、532 nm、355 nm三種,脈寬為納秒、皮秒和飛秒級。理論上,激光波長越短、脈寬越短,加工熱效應越小,有利于微細精密加工,但成本相對較高。355 nm的紫外納秒激光器因其技術成熟、成本低、加工熱效應小,應用非常廣泛。近幾年1 064 nm的皮秒激光器技術發(fā)展迅速,應用到很多新領域,獲得了很好的效果。圖1、圖2分別對2種激光器劃切SiC晶圓的效果進行了對比。
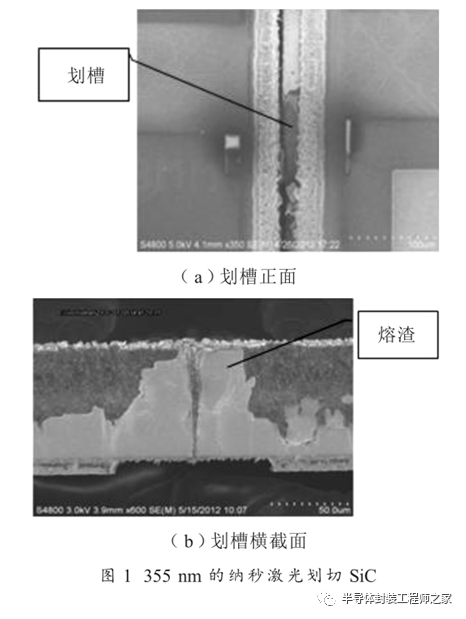
從圖1、圖2中可以看出,355 nm紫外激光加工熱效應小,但未完全氣化的熔渣在切割道內粘連堆積,使得切割斷面不光滑,附著的熔渣在后續(xù)工藝環(huán)節(jié)容易脫落,影響器件性能。1 064 nm的皮秒激光器采用較大的功率,劃切效率高,材料去除充分,斷面均勻一致,但加工熱效應太大,芯片設計中需要預留更寬的劃切道。355 nm納秒和1 064 nm皮秒激光器的參數及其2種激光器劃切準100 mm、厚80μm SiC晶圓的效果如表1所示。

2.3激光半劃
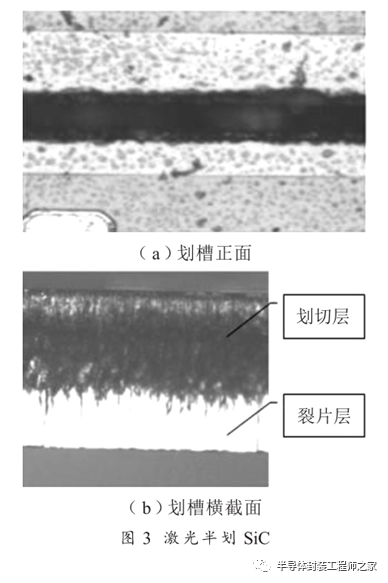
激光半劃適用于解理性較好的材料加工,激光劃切至一定深度,然后采用裂片方式,沿切割道產生縱向延伸的應力使芯片分離。這種加工方式效率高,無需貼膜去膜工序,加工成本低。但碳化硅晶圓的解理性差,不易裂片,裂開的一面容易崩邊,劃過的部分仍然存在熔渣粘連現象,如圖3所示。
2.4激光隱形劃切
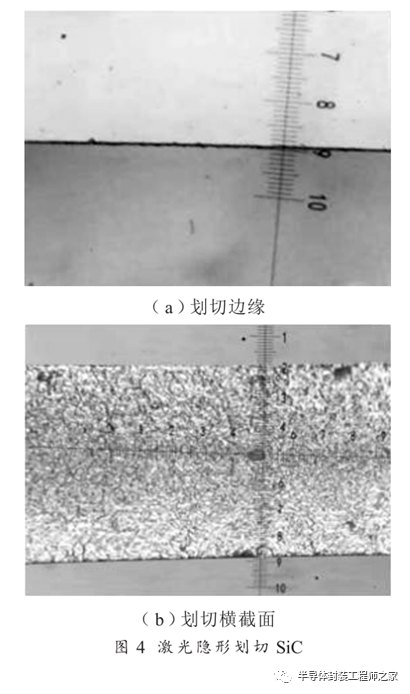
激光隱形劃切是將激光聚焦在材料內部,形成改質層,然后通過裂片或擴膜的方式分離芯片。表面無粉塵污染,幾乎無材料損耗,加工效率高。實現隱形劃切的2個條件是材料對激光透明,足夠的脈沖能量產生多光子吸收。碳化硅在室溫下的帶隙能量Eg約為3.2 eV,即為5.13×10 -19 J。1 064 nm激光光子能量E=hc/λ=1.87×10 -19 J。可見1 064 nm的激光光子能量小于碳化硅材料的吸收帶隙,在光學上呈透明特性,滿足隱形劃切的條件。實際的透過率與材料表面特性、厚度、摻雜物的種類等因素有關,以厚度300μm的碳化硅拋光晶圓為例,實測1 064 nm激光透過率約為67%。選用脈沖寬度極短的皮秒激光,多光子吸收產生的能量不轉換成熱能,只在材料內部引起一定深度的改質層,改質層是材料內部裂紋區(qū)、熔融區(qū)或折射率變化區(qū)。然后通過后續(xù)的裂片工藝,晶粒將沿著改質層分離。
碳化硅材料解理性差,改質層的間隔不能太大。試驗采用JHQ-611全自動劃片機和350μm厚的SiC晶圓,劃切22層,劃切速度500 mm/s,裂開后的斷面比較光滑,崩邊小,邊緣整齊,如圖4所示。
2.5水導激光劃切
水導激光是將激光聚焦后導入微水柱中,水柱的直徑根據噴嘴孔徑而異,有100~30μm多種規(guī)格。利用水柱與空氣界面全反射的原理,激光被導入水柱后將沿著水柱行進方向傳播。在水柱維持穩(wěn)定的范圍內都能進行加工,超長的有效工作距離特別適合厚材料的切割。傳統(tǒng)激光切割時,能量的累積和傳導是造成切割道兩側熱損傷的主要原因,而水導激光因水柱的作用,將每個脈沖殘留的熱量迅速帶走不會累積在工件上,因此切割道干凈利落。基于這些優(yōu)點,理論上水導激光切割碳化硅是不錯的選擇,但該技術難度大,相關的設備成熟度不高,作為易損件的噴嘴制作難度大,如果不能精確穩(wěn)定地控制微細水柱,飛濺的水滴燒蝕芯片,影響成品率。因此,該工藝目前尚未應用到碳化硅晶圓生產環(huán)節(jié)中。
3結束語
本文分析了目前碳化硅晶圓劃片的幾種工藝方法,結合工藝試驗和數據,比較各自的優(yōu)劣和可行性。其中,激光隱形劃片與裂片結合的加工方法,加工效率高、工藝效果滿足生產需求,是碳化硅晶圓的理想加工方式。
點膠設備介紹
吳經同
(上海回天新材料有限公司,上海201616)
摘要:
本文介紹了點膠設備的功能、分類、構成、選型原則、工作原理與性能特點,并以2種典型的點膠方式介紹了點膠過程中常見問題和設備參數優(yōu)化方法。
隨著膠粘技術的發(fā)展及應用領域越來越廣,膠粘劑的點膠方式正在向機械化、自動化和高精度化方向發(fā)展。作為膠粘劑研發(fā)和應用人員,需要對常用點膠設備的組成、功能有全面的認識和了解,能夠針對膠粘劑的特性幫用戶選擇合適的點膠設備,解決設備在使用時出現的各種問題,優(yōu)化工藝參數,使設備達到最佳的使用效果。本文將對點膠設備的組成、功能、常見問題的解決方法及工藝參數優(yōu)化等作簡要介紹。
1點膠設備的功能、分類、構成及選型原則
1.1點膠設備的功能
點膠設備是在膠粘劑應用中,為了減少膠粘劑的浪費,實現自動化點膠,提高施膠效率和精確度的有效控制機器。根據客戶需求,采用不同的點膠方法,讓膠粘劑在工業(yè)自動化下應用得更簡單更科學,借助點膠設備可以實現不同應用功能下的點膠,如定量灌封、殼體密封、灌封保護、在線成型、表面涂覆和底部填充。
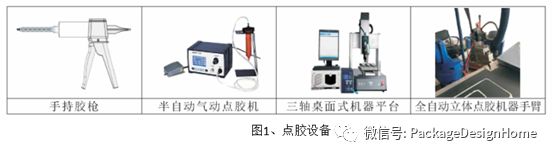
1.2點膠設備的分類
常見的點膠設備有手持式膠槍,半自動式氣動點膠機,三軸桌面式機器平臺,全自動立體點膠機器手臂等,如圖1所示。
1.3點膠設備的構成
點膠設備由以下幾個系統(tǒng)組成:(1)控制膠粘劑流速流量與出膠形狀的點膠閥和點膠針頭;(2)提供連續(xù)不斷膠粘劑供給的供料系統(tǒng);(3)控制膠粘劑出膠時間和位置的點膠控制器;(4)實現膠粘劑與產品形狀和要求完美匹配的功能型點膠平臺;(5)如果是雙組分膠粘劑體系,點膠設備還需要加裝一個雙組分精確計量系統(tǒng);(6)雙組分膠粘劑混合系統(tǒng)。
1.3.1點膠閥類型和功能
點膠閥的種類很多,通常根據膠粘劑的黏度、單位時間內的出膠量、供膠壓力和點膠類型選擇相對應的點膠閥,常見的點膠閥及其功能見表1。
表1、點膠閥及其功能

1.3.2點膠針頭的類型和功能

1.3.3供料系統(tǒng)
供料也是設備的一個關鍵組成部分,一個合適的供料系統(tǒng),不僅可以為點膠機提供穩(wěn)定的出膠環(huán)境,也可以讓膠粘劑在使用時杜絕接觸環(huán)境造成污染或是空氣進入點膠管道,影響點膠效果。常見的供料系統(tǒng)見表3。

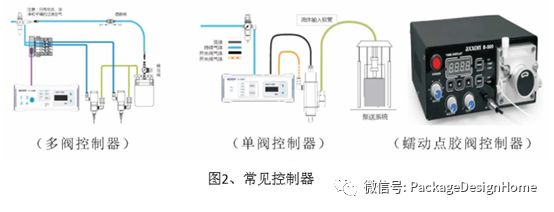
1.3.4控制器
控制器是用來聯通機器平臺與點膠閥的紐帶,用來控制點膠閥開關,常見的控制器有噴霧閥控制器,氣動活塞閥控制器,多閥控制器,蠕動點膠閥控制器等,見圖2。
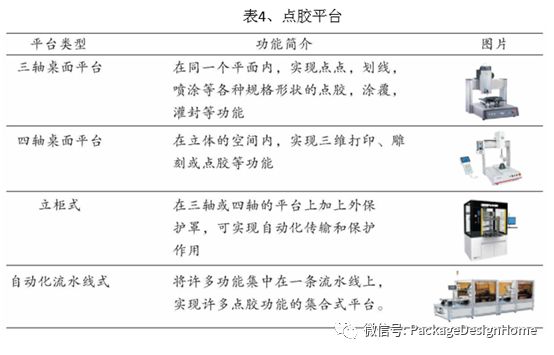
1.3.5點膠平臺
為了讓膠粘劑按預設的方式點膠,比如打點、劃線、選擇性注膠、涂覆,就需要借助點膠機的點膠平臺。一般點膠的路徑有平面式或立體式,點膠機分為半自動式或是全自動流水線2種方式,點膠機的點膠平臺類型如表4所示。
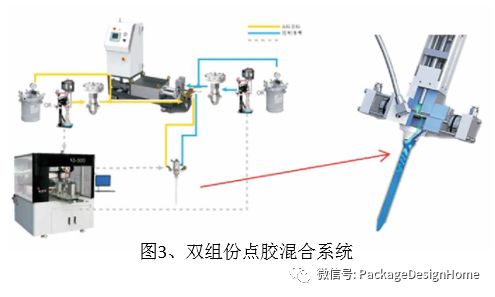
1.3.6雙組分膠粘劑混合系統(tǒng)
雙組分膠粘劑混合系統(tǒng)包括雙組分計量泵、壓力桶/壓盤泵、雙組分膠閥、靜態(tài)混料管、穩(wěn)壓器(見圖3)。主要應用于灌封、地成型墊片、灌封填充、發(fā)泡成型、結構粘接、密封涂布。
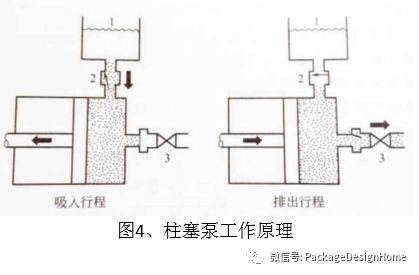
雙組分膠粘劑計量缸式柱塞泵和齒輪式體積計量泵的精準計量。計量缸式柱塞泵,按照計量缸的橫截面比例,在2個缸體活塞相同的運動距離下,定量出膠,這種計量方式出膠比例誤差小,計量準確,且膠黏劑中的填料對缸體的影響小,維修成本低(見圖4)。
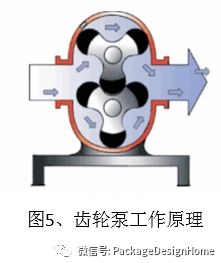
齒輪式體積計量泵,簡稱齒輪泵,通過齒輪的咬合,把等體積的膠粘劑液體吸入或排出,再通過齒輪的旋轉速度不同,可以控制單位時間內的出膠量,進而控制A、B組分的出膠比例(見圖5)。
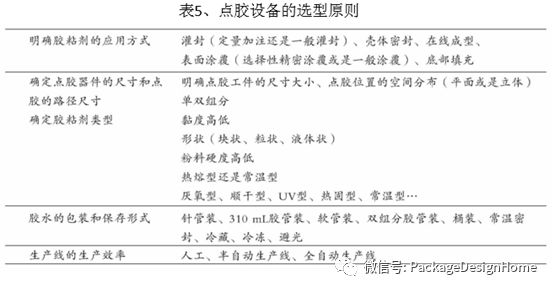
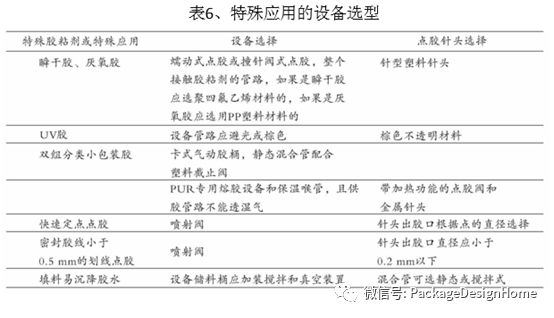
1.4點膠設備的選型原則
設備選型時通常考慮以下5個方面的內容,如表5、表6所示。
2非接觸式點膠方式研究和接觸式點膠常見問題的解決方法
2.1非接觸式點膠方式
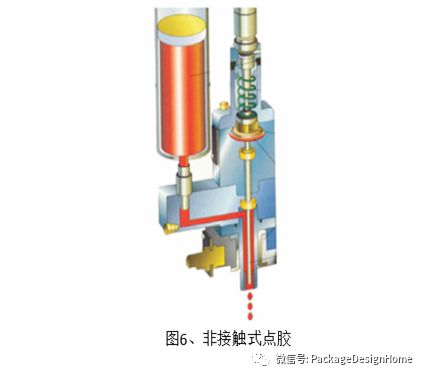
非接觸式點膠在電子行業(yè)如1inebar燈條上的應用非常廣泛,其設備見圖6,以非接觸式點膠過程中膠水黏度,觸變與設備參數的配合為例,研究影響非接觸式點膠中的散點、膠型保持和噴射高度之間的互為影響關系。
Linebar行業(yè)的用膠點是PC透鏡與PCB的粘接,是通過在PCB的指定位置,通過定量快速點膠,把PCB透鏡的3個連接點安裝上,再進行80?90°C大約15min的回流爐固化,把PC透鏡粘接到PCB燈條上。
該應用的點膠方式是快速定量點膠,點膠點的速度決定了生產效率。采用這種非接觸式的噴射點膠,單個點點膠速度可以在5ms內完成。
目前點膠時常常遇到的問題是膠粘劑與設備的匹配問題,希望在點膠過程中膠點是一個饅頭型,且在未裝配透鏡前,膠點的饅頭型保持率好,膠點形狀無變化,這就需要膠水在常溫下的黏度高,觸變性好,這樣才能使膠點在形成后形狀保持良好。在實際點膠過程中,噴射閥跟柱塞閥不同,在高速噴點的時候,如果黏度太高,膠粘劑就噴不出來,容易粘在出膠嘴,形成不了完整的點;黏度太低,膠點的形狀保持性又不好,而且還容易產生散點,拖尾的現象,影響燈條點膠質量。所以,設備和膠粘劑的匹配度很關鍵。
2.2膠粘劑黏度與噴嘴口徑的匹配
噴射閥在用于低黏度流體的點膠時,如底填膠,一般使用0.2mm的噴嘴,但當使用上萬黏度且?guī)в杏|變性的膠粘劑時,就無法有效劃線或打點,所以高黏度膠粘劑使用時,除了噴嘴溫度設置外,噴嘴的口徑選擇也很關鍵。例如在諾信S-800平臺,使用DJ-8000噴射閥,出膠口加熱溫度40°C,氣壓0.17MPa,以點膠600個點為研究對象,結果見表7。
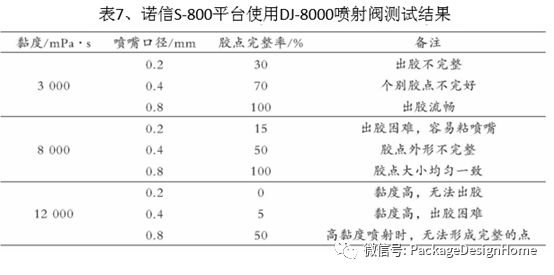
從本次實驗可看出,對于不同黏度的膠粘劑,在使用噴射閥時,也要選擇合適口徑的噴嘴,才能得到符合要求的膠點形狀和高效快速的出膠效率。
以回天6660環(huán)氧樹脂膠為對象,研究膠粘劑在不同黏度和觸變下點膠后膠點形狀的保持和高速點膠時散點拖尾出現的概率,來找到這種工藝的膠粘劑與設備最佳匹配方案。
測試設備:諾信S-800點膠平臺配合諾信DJ-8000噴射閥,膠嘴直徑0.8mm,出膠口加熱溫度40°C,點膠高度15cm,出膠速度5ms/周期,測試膠粘劑:回天6660,測試結果見表8?11。
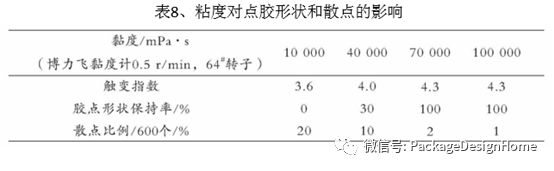
結論:在使用噴射閥點膠時,膠粘劑黏度增大時,膠點的形狀保持好,散點出現的概率也會減少。
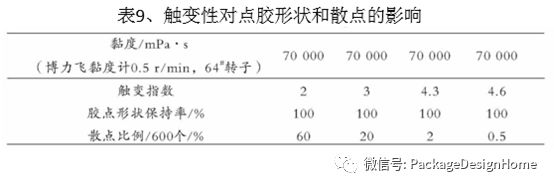
結論:當初始黏度保持相同的條件下,隨著觸變指數的變大,膠水的散點比例也會降低,并且散點改善明顯。
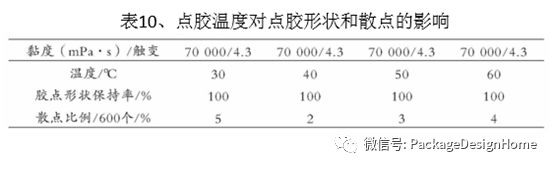
結論:30°C和60°C出現散點的概率較大,所以選擇合適的點膠溫度,對散點的改善也很關鍵。
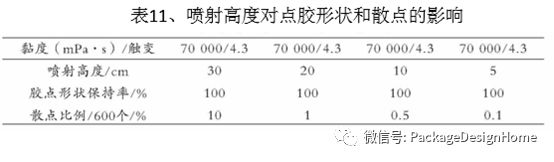
結論:散點出現的概率和噴射的高度也有很大的關系,隨著噴射高度的降低,散點出現的概率也大大降低。
綜上可知,在噴膠過程中,散點的形成不僅與設備的參數有密切關系,而且與膠粘劑本身的黏度、觸變性也有很大的關系。對于設備來說,除了參數的調整和優(yōu)化外,更需要所使用的膠粘劑有合適黏度和觸變指數,才能獲得良好的點膠效果。如在Linebar行業(yè)應用時,首先要保證膠粘劑形狀,所以需要膠粘劑有較高的黏度和觸變。高黏度膠使用噴射閥極難出膠,所以在噴嘴處對膠粘劑進行加熱,降低膠粘劑噴射瞬間的黏度,同時也提高膠粘劑觸變指數,使膠粘劑在剪切運動時黏度較小,2部分作用,最大程度降低噴射時黏度,順利完成出膠;同時,在到達基板表面,膠水溫度降低,黏度升高,觸變越明顯,這種增粘效果越好,促進了膠粘劑凝聚減少散點產生。
2.3接觸式點膠常見問題的解決方法
以密封膠在平面密封時打膠為例,總結點膠過程中遇到的問題。
1)膠條出現粗細不一致,膠線不飽滿
原因分析:劃線時,膠水是先到達點膠面,然后隨著出膠量的增加,由下而上的填充成型,一般膠條剖面是呈半圓形;出現S型,主要是點膠嘴與基板高度過高,膠水沒有到達底部,點膠頭已經離開該位置,所以膠條被拉成粗細不一致,膠線不飽滿。
解決方法:調整點膠高度,主要是降低點膠高度,直到膠線粗細一致為止。
2)做平面密封時,打回形或圓形膠條,在開頭和收尾處出現銜接不好的問題。
原因分析:開始時,出膠較少或較多,造成出膠少或者多,達不到理想的量;收尾時,斷膠困難,或關膠不及時,造成出膠量大,每次點膠,重現性差,不穩(wěn)定。
解決辦法:出膠時間和位置的控制,與膠閥的靈敏性有關,一般將普通的時間壓力式出膠的出膠頭加裝氣動控制閥,這樣出膠時間和位置與膠粘劑中壓力無關,只與控制閥有關,而控制閥的開關只與輸入的信號有關,與膠粘劑壓力無關,這樣就可以實現流體的快速開關和一致重現性好的要求。
3)高黏度膠粘劑出膠困難,點膠速度慢
原因分析:高黏度流體點膠時,往往面臨的是出膠困難,打膠速度慢的困境,例如黏度超百萬的高導熱硅脂,用一般的時間壓力方式,就很難出膠。這主要是黏度高,阻力大,阻力來自2個方面,一是包裝管內流體流動的阻力;二是輸送管道和點膠針頭的阻力,所以克服這些阻力,只能通過提高泵膠壓力和減少出膠頭的阻力來完成。
解決辦法:一是供膠壓力采用氣缸推桿式,在相同的氣壓下可以提高供膠壓力;二是改變出膠針頭的形狀,使出膠針頭由針型點膠頭改成錐形點膠頭,由于錐形針頭的內徑是由粗變細的形狀,出膠口處是最小的內徑,而針型針頭,內徑大小不變,且內徑與出膠口一致,所以錐形針頭能有效降低出膠阻力。
審核編輯:湯梓紅
-
電力系統(tǒng)
+關注
關注
18文章
3473瀏覽量
54815 -
封裝技術
+關注
關注
12文章
545瀏覽量
67963 -
SiC
+關注
關注
29文章
2771瀏覽量
62466 -
碳化硅
+關注
關注
25文章
2702瀏覽量
48892
原文標題:碳化硅器件封裝進展綜述及展望
文章出處:【微信號:芯長征科技,微信公眾號:芯長征科技】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
相關推薦





 工商網監(jiān)
工商網監(jiān)
評論