 PID自動控制回路的振蕩問題與應對方法
PID自動控制回路的振蕩問題與應對方法
在工業自動化控制領域,PID自動控制回路的應用非常廣泛。然而,在使用過程中,我們常常會遇到各種振蕩問題,如同相位振蕩、異相位振蕩和非平滑振蕩等。這些問題不僅會導致裝置的不穩定,還可能影響整個生產過程的安全和效率。本文將分享這三種振蕩的特征及相應的應對方法,以供參考。
一、同相位振蕩
同相位振蕩中,過程變量和控制器輸出表現出同升同降同拐點的特性,兩個曲線相似或對稱。這種振蕩往往是由于外部干擾或比例作用太強所引起。
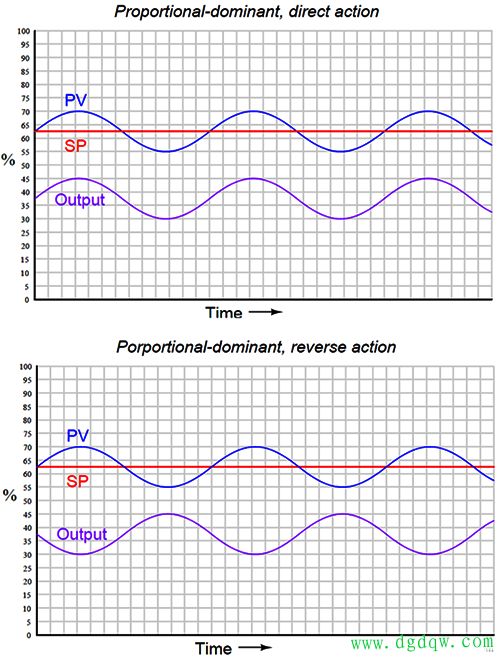
應對方法:可以嘗試將比例增益降低三分之一,觀察振蕩是否加劇。如果振蕩加劇,則說明問題可能不是PID參數設置不當,而是存在外部擾動。此時,建議恢復參數并尋找振蕩源進行整定。如果比例作用太強引起的同相位振蕩,將比例增益降低三分之一,往往會使振蕩消失。
二、異相位振蕩
在異相位振蕩中,過程變量和PID控制器輸出表現為極值對腰部,兩個曲線此消彼長。這種振蕩肯定是由于積分作用太強所引起。
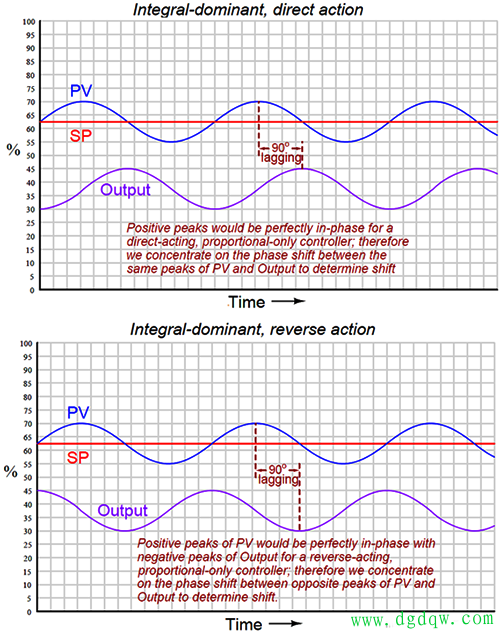
應對方法:可以嘗試將積分時間設置為與振蕩周期相匹配的值。對于自衡對象,將比例增益降低三分之一會使異相位振蕩消失,但閉環性能可能會略差。然而,對于積分對象,降低比例增益可能會導致更大幅度、更低頻率的異相位振蕩。
三、非平滑振蕩
非平滑振蕩中,過程變量和控制器輸出表現為過程變量方波、控制器輸出鋸齒波。這種振蕩往往是由于調節閥的非線性造成的。
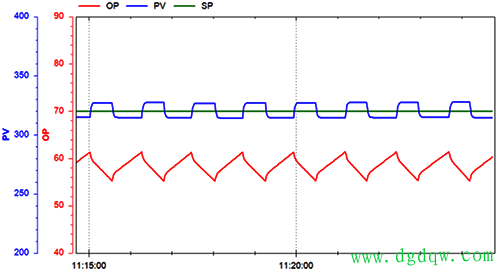
應對方法:非平滑振蕩的解決通常需要調整調節閥,包括潤滑、松填料、閥桿校正、調整前后手閥或旁路、調整閥位定位器參數以及更換閥位等。此時,整定PID參數往往是徒勞的,容易讓人懷疑整定方法的正確性。
四、總結與建議
在處理PID自動控制回路的振蕩問題時,我們應首先考慮降低比例作用,因為它是解決同相位和異相位振蕩的首選方法。對于自衡對象,PI控制簡單、有效、魯棒且廣泛適用,不追求極致性能的情況下,PI控制是一個很好的選擇。對于不追求極致性能的自衡對象,PI控制簡單、有效、魯棒、廣泛適用。這也是工業普遍使用PI控制的原因。PI的極致性能和被控對象模型信息相關。如果要進一步超越極致閉環性能,工程上常常改進結構,例如串級前饋甚至改進設備。學術上常常改進PID算法,設備不夠算法湊。這類要求實際生產中較少遇到,更多情況是處理不合理參數引起的振蕩和抗擾不足。現場大量使用單回路控制也說明自動化提升的空間還很大!無論是單回路的性能、閥位和設定值的自由度利用、還是多變量協調約束優化。PID參數整定工作只是一部分工作,為了進一步提升安全和效率,過程控制更應該研究這些。
在過程控制中精確的模型比較難得到而且普遍存在純滯后這可能是新算法推陳出新但是過程控制中PID長盛不衰的原因。反饋加持的PID異乎尋常的強大!認識到這一點后整定方法變得就不那么重要了,知道影響閉環性能的邊界和了解PID的能力更重要。
審核編輯:湯梓紅
-
PID
+關注
關注
35文章
1471瀏覽量
85286 -
自動控制
+關注
關注
10文章
709瀏覽量
44124 -
振蕩
+關注
關注
1文章
133瀏覽量
28111 -
控制回路
+關注
關注
3文章
105瀏覽量
15461
原文標題:PID自動控制回路的振蕩與應對策略
文章出處:【微信號:電氣自動化控制網,微信公眾號:電氣自動化控制網】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
自動控制原理分享報告模糊PID控制仿真操作步驟
基于反饋的自動控制技術
自適應PID控制器實現熟料料層自動控制
PID自動控制算法的基本原理和使用說明
串級控制系統發生振蕩時應對方法資料下載

網絡突發環路你的應對方法是什么?






 工商網監
工商網監
評論