 功率模塊銅線鍵合工藝參數優化設計
功率模塊銅線鍵合工藝參數優化設計
歡迎了解
胡彪成蘭仙李振鈴戴小平
(華南農業大學湖南國芯半導體科技有限公司湖南省功率半導體創新中心)
摘要:
為了提高功率模塊銅線鍵合性能,采用6因素5水平的正交試驗方法,結合BP(Back Propaga‐tion)神經網絡與遺傳算法,提出了一種銅線鍵合工藝參數優化設計方案。首先,對選定樣品進行正交試驗并將結果進行極差分析,得到工藝參數對鍵合質量的影響權重排序。其次,運用BP神經網絡構建了銅線鍵合性能預測模型,并通過遺傳算法對BP神經網絡適應度函數求解,得到了工藝參數的最優值。將BP-遺傳算法與傳統優化方法的優化結果進行對比,發現經BP-遺傳算法優化后的銅線鍵合工藝穩定性提升更加明顯。最后,對功率模塊進行了功率循環試驗,結果表明經BP-遺傳算法優化后的模塊功率循環能力得到顯著提升。
0引言
功率模塊引線鍵合技術是指模塊內部硅基芯片或SiC芯片與陶瓷襯板間,以及陶瓷襯板與功率端子間的電氣互連技術[1]。隨著功率模塊的電流密度不斷提高,傳統粗鋁線在通流能力與耐溫能力等方面都難以滿足封裝要求,具有更強通流能力的銅線憑借其自身優異的力學和熱學性能,受到了業界的極大關注[2]。
對于功率模塊引線鍵合質量與性能的相關研究,目前主要運用的是基于試驗與仿真的方法。文獻[3-5]通過對粗鋁絲進行鍵合試驗,得到了超聲功率、鍵合壓力、鍵合時間3個工藝參數,以及這3個參數與鍵、性能之間的影響權重關系;文獻[6]采用極差分析法對功率模塊芯片區域的第一鍵合點與第二鍵合點進行系統研究,確定了粗鋁線鍵合的最優工藝參數;文獻[7]運用響應面法(response surface methodology,RSM)進行數據建模,得到了優化后的超聲楔形焊工藝參數。近年隨著深度學習被廣泛應用在各學科領域,基于數據的方法開始出現在功率模塊引線鍵合研究中,這類方法目前主要應用于功率模塊引線鍵合的失效分析與模塊壽命預測中,在銅線鍵合性能研究中的應用仍不常見。文獻[8]使用基于神經網絡的鍵合線狀態評估方法,對IGBT模塊鍵合線故障進行在線監測,有效地提高了功率模塊的可靠性;文獻[9]基于改進后的小波神經網絡建立了IGBT時間序列預測模型,對評估IGBT運行狀態與預測剩余壽命提供了支持。分析國內外相關研究可以發現,針對引線鍵合的工藝研究一般基于極差分析或RSM等傳統方法,然而隨著試驗水平數量與試驗次數的增加,該類方法得到的優化工藝值準確度偏低,不利于實際生產。
為了更好地對鍵合工藝參數進行優化,提升功率模塊銅線鍵合性能,本文以6因素5水平的正交試驗為基礎,采用BP(Back Propagation)神經網絡預測和遺傳算法反向求解銅線鍵合點最優鍵合工藝參數值,為功率模塊銅線鍵合的工藝參數優化設計提供了一種新方法。將傳統優化方法與“BP?遺傳算法”進行優化結果對比,“BP?遺傳算法”對鍵合工藝穩定性的提升明顯;對功率模塊進行功率循環試驗,發現隨著超聲功率的不斷優化,模塊功率循環壽命也得到顯著提高。
1正交試驗
1.1試驗材料及設備
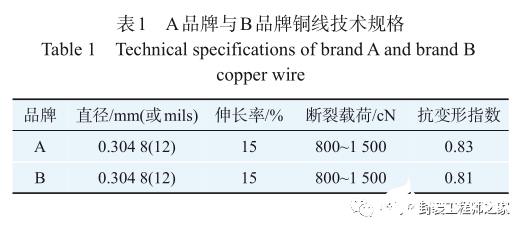
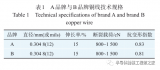
在本次試驗中,鍵合銅線分別采用A品牌與B品牌,技術規格如表1所示。襯板采用AMB(Active Met‐al Bonding)襯板,外形尺寸(長×寬×厚)為28 mm×26 mm×0.92 mm [0.3(Cu)/0.32(ceramic)/0.3(Cu)];銅箔采用DTS(Die Top System)銅箔,尺寸為4.2 mm×2.8mm×0.1 mm。試驗選用全自動引線鍵合機進行銅線鍵合,搭配推拉力測試儀對銅線鍵合強度進行測試。
1.2試驗及結果
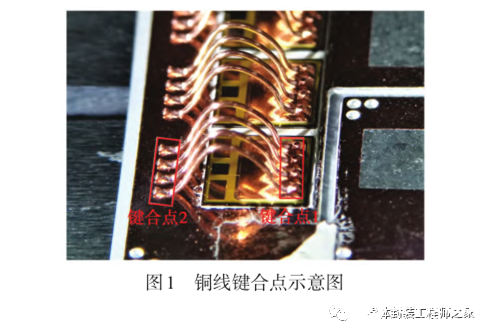
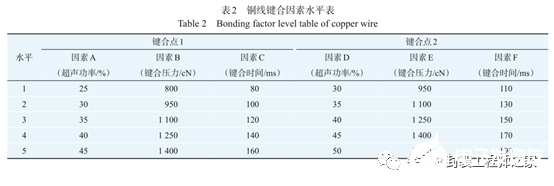
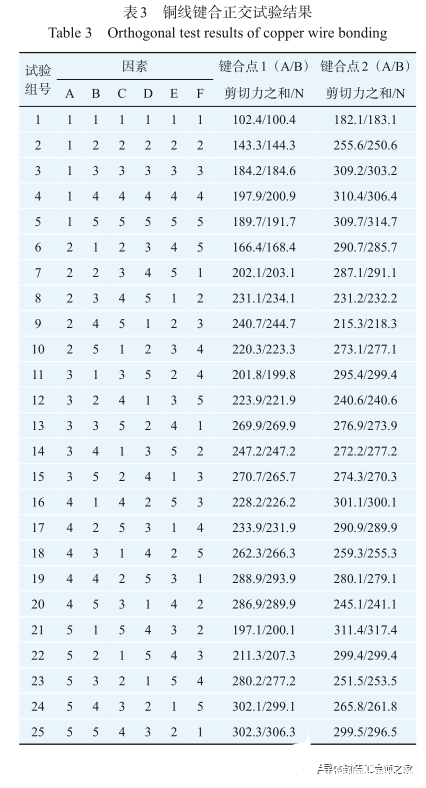
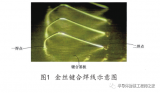
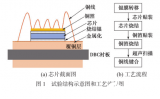
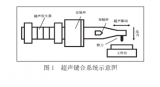
相比于鋁線鍵合,銅線鍵合的工藝參數設置整體偏大。因此,在進行鍵合工藝前,需要先在功率芯片表面燒結1層DTS銅箔,避免劈刀與芯片的直接接觸。圖1為使用DTS工藝的鍵合點示意圖,由于鍵合位置的不同,分別標記為鍵合點1與鍵合點2。根據DTS工藝中銅線鍵合參數的經驗值,分別列出鍵合點1與鍵合點2因素水平表,如表2所示。將本試驗所確定的因素水平進行分析,設計6因素5水平共25組試驗的正交試驗方案,同時為了減小偶然因素與試驗方法帶來的誤差影響,規定每組工藝參數組合進行10次重復試驗[10],共計得到250組試驗結果,作為后續分析的樣本數據。25組樣品經過10次重復試驗得到的鍵合點剪切力之和,作為功率模塊銅線鍵合正交試驗的結果,如表3所示。
1.3極差分析法
對正交試驗的結果進行極差分析,極差值R越大,表明該因素對試驗結果的影響越顯著,該因素為主要因素;極差值R越小,表明該因素為次要因素。A品牌與B品牌的銅線鍵合點剪切力均值與極差響應分析結果分別如表4所示。由表4可知,2種品牌的銅線鍵合試驗結果具有一致性,影響單一鍵合點剪切強度的主要因素皆為該點的超聲功率、鍵合壓力與鍵合時間,其中超聲功率對剪切強度的影響最為明顯。
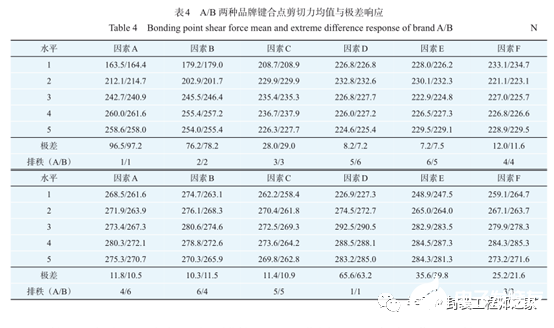
由極差分析結果可得出2種品牌銅線的最優鍵合參數組合:對于鍵合點1,最優工藝參數組合為A4B4C4;對于鍵合點2,最優工藝參數組合為D3E4F3。
2工藝參數優化
2.1剪切力預測模型
本文所建立的BP神經網絡采用雙隱含層的結構[11-13]。最佳隱含層節點數的選取如下:
式中:N h為隱含層節點數;N s為訓練集中的樣本數;N i為輸入層節點數;N o為輸出層節點數;α的取值范圍通常為2~10;round( )表示取整。
在工程中,一般先由式(1)確定隱含層節點數的大致范圍,再采用試湊法確定隱含層最佳節點數。如將輸入層節點數6、輸出層節點數2和樣本數250代入式(1),用試湊法確定的最佳值為9 [14],由此得最佳隱含層節點數為10。
為了避免輸入數據之間存在不同量級而導致誤差波動,本文對訓練樣本進行了歸一化處理[15],具體計算如下:

式中:x為歸一化后的數據;x m為某個輸入參數的實際值;x min , x max分別表示訓練集中此參數的最小值和最大值。
均方誤差(Mean Square Error,MSE)函數可以較為精準地反映預測值與實際之間的估計量,因此選擇將BP神經網絡的損失函數確定為MSE函數,如下所示:

式中:n為樣本總數;y?i為樣本i的預測值;y i為樣本i的實際值。
由于A、B這2種品牌銅線鍵合點的剪切力與極差分析結果具有一致性,為了減少運算量提升運算速度,只選取其中1組數據進行BP神經網絡建模分析。選擇A品牌銅線鍵合點1與鍵合點2的超聲功率比、鍵合壓力和鍵合時間作為BP神經網絡的輸入,鍵合點1與鍵合點2的剪切力值作為BP神經網絡的輸出,可建立如圖2所示的6×p×q×2的BP神經網絡,其中p和q為隱含層1和隱含層2神經元的數目。
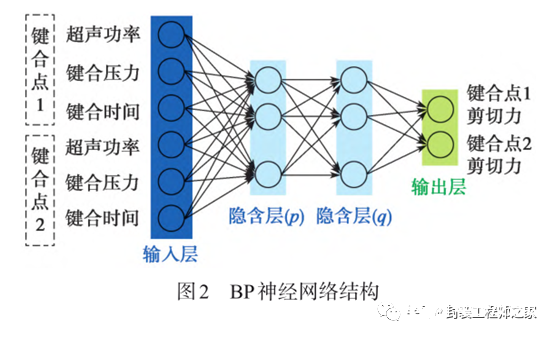
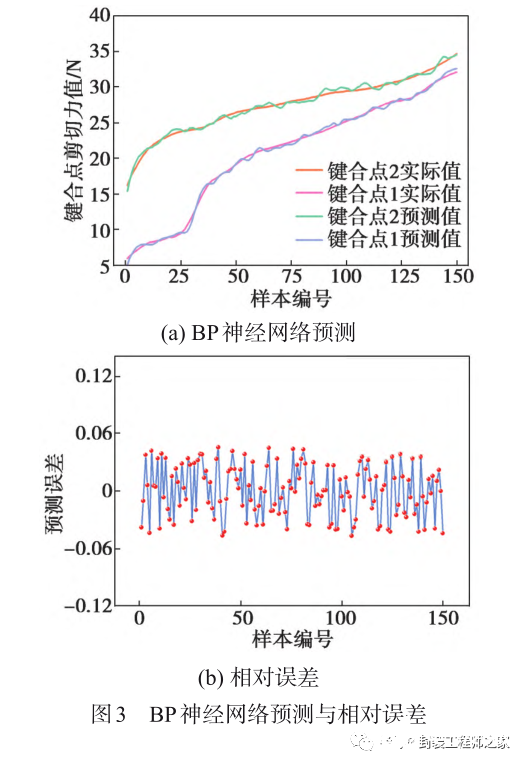
圖3為BP神經網絡預測圖與相對誤差圖,其中最大相對誤差不超過4.7%。訓練完成后的BP神經網絡具有較高的預測性能,可通過任意輸入工藝參數值較為準確地預測鍵合點的剪切力值,既能有效地檢驗鍵合設備的運行工況,及時對磨損的劈刀進行更換,又能為銅線鍵合工藝參數優化提供可靠的模型依據。
2.2遺傳算法優化
通過在訓練完成后的BP神經網絡中輸出預測值,將此預測值編寫成適應度函數,并在遺傳算法中進行選擇、交叉與變異,不斷迭代優化,進而反向求解尋找到最佳適應度值[16]。本文采取在已有較優工藝參數組合的條件下,結合經驗值,對工藝參數組合數值進行小范圍調整,然后利用遺傳算法進行迭代尋優。分別設定鍵合點1與鍵合點2的超聲功率范圍為32%~43%和36%~52%,鍵合壓力范圍為955~1 180 cN和1 030~1 285 cN,鍵合時間范圍為135~155 ms和140~165 ms。
遺傳算法進化迭代次數N為500次,種群規模n=20,交換概率為0.4,變異概率為0.02。
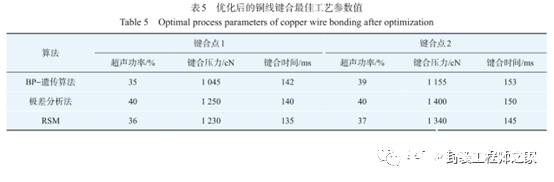
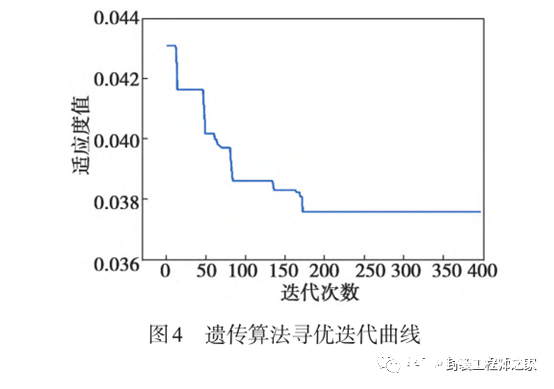
迭代開始時的適應度值最高,其值為0.043 1。隨著迭代的進行,在算法進化至157次之后,適應度值達到最低,為0.037 6,如圖4所示。對比遺傳算法尋優前后的適應度值可發現,適應度值下降了14.6%,優化效果明顯。適應度函數收斂處的最優個體平均值為最佳工藝參數。使用“BP?遺傳算法”與傳統優化方法所得到的最優工藝參數值如表5所示。
3優化驗證分析
3.1不同優化方法優化結果對比
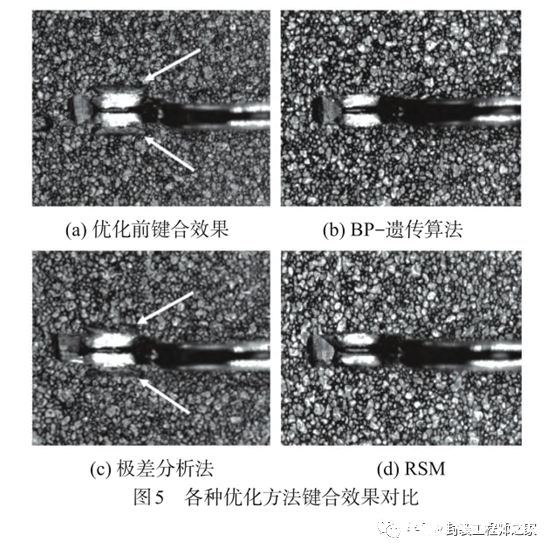
采用不同優化方法得到的最佳工藝參數在AMB襯板上進行銅線鍵合試驗,鍵合點2的鍵合效果圖如圖5所示。在保持剪切強度25 N的前提下,工藝參數優化前后鍵合點呈現出不同的鍵合效果:參數優化前,劈刀在鍵合點兩側產生了明顯壓痕,如圖5(a)中的箭頭標識所示,這是由于給定的工藝參數過大所導致的;而在參數優化后,只有極差分析法組的鍵合點兩側出現了明顯的壓痕。分析不同優化方法所得到的最佳工藝參數數值可知,雖然該組的超聲功率數值與“BP?遺傳算法”組的相近,但其鍵合壓力給定過大;而RSM組的鍵合壓力數值偏大,不過其超聲功率數值較小,從而導致了不同的鍵合效果。
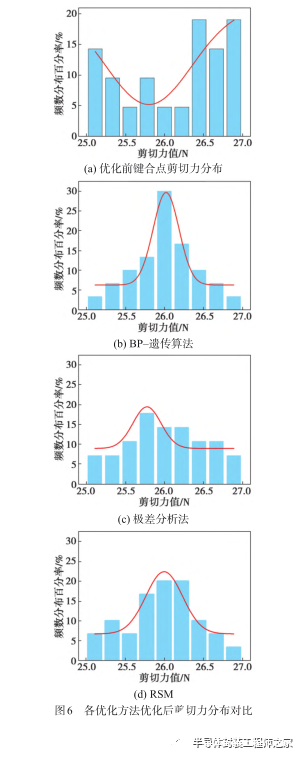
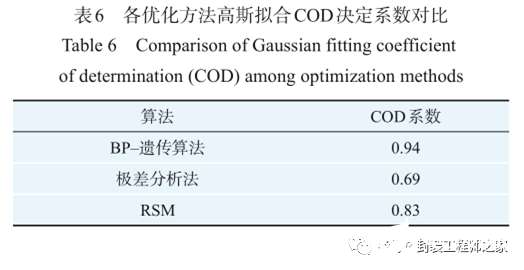
參數優化前后鍵合點的剪切力分布如圖6所示。從圖6(a)中可知,在工藝參數優化前,鍵合點剪切力分布不均勻,頻數波動較大,影響了鍵合工藝的穩定性,不利于實際生產。對使用3種不同優化方法下的鍵合點剪切力分布進行高斯擬合,并進行決定系數(Coefficient Of Determination,COD)比較,COD值越大,表明高斯擬合優度越高,結果如表6所示,“BP?遺傳算法”組的COD值最大,相比于傳統的極差分析法與RSM分別提升了36.2%與13.3%,表明其鍵合點剪切力分布最趨近于正態分布,鍵合工藝的穩定性更高。
3.2功率模塊試制與功率循環試驗
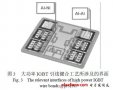
當功率模塊工作時,鍵合點1與DTS銅箔端直接接觸,其承受的溫度應力變化相比于鍵合點2更大。為評估工藝參數優化對整模塊可靠性的影響,選取“BP?遺傳算法”組參數與2個試驗組進行功率模塊試制與功率循環試驗,其中2個試驗組工藝參數為僅在“BP?遺傳算法”組的基礎上對鍵合點1的超聲功率做梯度變化。圖7為試制的1 200 V SiC汽車級功率模塊,芯片背面互連采用銀燒結工藝,芯片正面采用DTS工藝進行銅線鍵合。
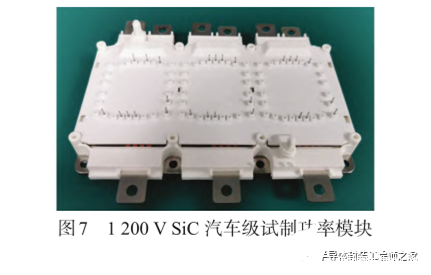
圖8為在不同超聲功率下3組試制模塊與1組直徑0.304 mm(12 mils)鋁線試制模塊的功率循環能力對比圖。鋁線試制模塊中的芯片與襯板互連采用的是傳統釬焊工藝,同時由于鋁線本身材料屬性,因此其功率循環次數最少。
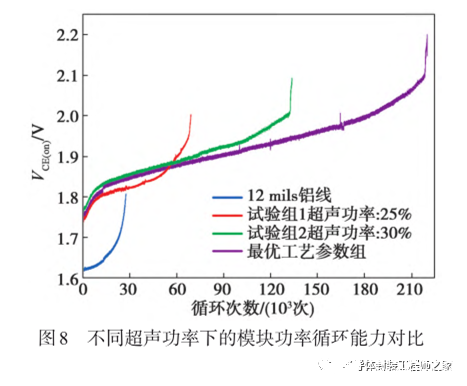
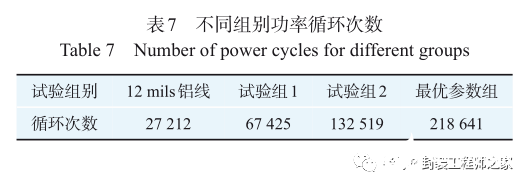
表7為各試制模塊的具體功率循環次數結果。由表7可知,隨著鍵合參數的優化,試制模塊的功率循環壽命也顯著提高;在3組模塊的失效模式中,試驗組1表現為部分鍵合點1翹起,這是由于低超聲功率的鍵合點1其底部與襯底的互連層無法承受頻繁的切應力變化所導致的;試驗組2表現為少數鍵合點1松動;而最優工藝參數組的失效模式為AMB襯板與散熱器基板之間出現了大規模空洞,但這并不是銅線鍵合工藝所導致的。
4結論
本文在正交試驗的基礎上,結合BP神經網絡與遺傳算法提出了一種新的功率模塊銅線鍵合工藝參數優化策略,以提高銅線的超聲鍵合性能。在工藝參數優化設計中,首先采用極差分析法系統分析了工藝參數對鍵合點剪切力的影響權重,然后使用BP神經網絡建立了對銅線鍵合點剪切力的預測模型,最后采用遺傳算法對鍵合性能的適應度函數進行求解,從而獲得最優工藝參數值。將“BP?遺傳算法”與傳統優化方法的優化結果進行對比,經“BP?遺傳算法”優化后的工藝參數更能提高鍵合工藝的穩定性;在功率循環試驗中,發現隨著超聲功率比的不斷優化,功率模塊的功率循環能力得到了顯著提升。
審核編輯 黃宇
-
神經網絡
+關注
關注
42文章
4717瀏覽量
100030 -
功率模塊
+關注
關注
10文章
439瀏覽量
44921 -
鍵合
+關注
關注
0文章
52瀏覽量
7831
發布評論請先 登錄
相關推薦

功率模塊銅線鍵合工藝參數優化設計方案
銅線鍵合焊接一致性:如何突破技術瓶頸?

有償求助本科畢業設計指導|引線鍵合|封裝工藝
陶瓷基板上自動鍵合各參數對鍵合形貌的影響研究
半導體集成電路銅線鍵合性能有哪些?
成本更低但鍵合性能相當甚至更好的銅線來代替金線鍵合
可以達到或超過金線鍵合性能和焊接效率的銅線
集成電路銅線鍵合工藝技術詳解
優化關鍵工藝參數提升功率器件引線鍵合的可靠性





 工商網監
工商網監
評論