 pin針超聲焊接在功率模塊中的應用有哪些呢?
pin針超聲焊接在功率模塊中的應用有哪些呢?
隨著近年來功率模塊的越來越廣的應用,個別應用場景對pin連接的可靠性提出了更高的要求。Pin針超聲焊被開發為一種新的連接方法,在相同金屬間的連接中具有無與倫比的優勢。由于超聲波金屬焊接不需要助焊劑和外部熱源,因此焊接結構不會因熱而變形,并且不會有殘余應力。
傳統軟釬焊接有概率因錫膏助焊劑蒸發、回流爐溫異常、設備氣壓波動等造成Pin針焊接不良,同時,在使用過程中IMC的生長,也可能會造成結合強度降低;Pin針超聲焊通過相同材料之間實現金屬共價鍵緊密結合,逐漸被市場所青睞。
超聲焊接(Ultrasonic Welding)原理,如下圖所示,超聲引線鍵合系統主要由超聲波電源、換能器、調幅器及焊頭等組成最終將超聲波電源工頻信號轉變為20-60 KHz 的高頻超聲機械振動。在超聲焊接過程中,劈刀在Pin針表面施加超聲能量和壓力,在共同作用下,Pin針與DBC之間的氧化膜高頻振動摩擦破碎、并露出潔凈界面;潔凈銅表面金屬接觸后超聲能量與壓力繼續輸出,焊接接觸面積逐漸增大,進一步使金屬表面間的原子形成共價鍵,最終形成可靠的連接。
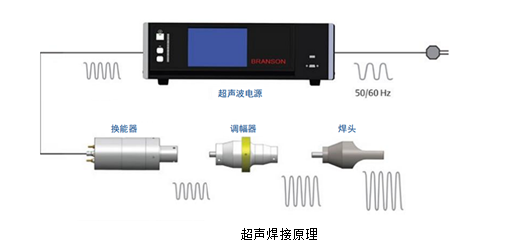
超聲焊接原理
超聲Pin針焊的優勢
1、不需要加熱,作業過程中產品無氧化風險
2、具有出色的物理性能,不會對產品產生熱應力
3、焊接時表面直接結合,無需填充材料
4、焊接時無錫、助焊劑,對健康無損害
5、焊接過程質量能被實時監控(電流、電壓、形變量等)
6、焊接時間短,UPH高
7、能量消耗小,焊接精度高
超聲Pin針焊技術在功率模塊封裝的應用
通過使用信號端子超聲焊接,來代替傳統的錫膏釬焊工藝,提升Pin針與DBC的連接性。工藝類似于功率端子超聲焊,焊接前先進行精準識別,精度比傳統錫膏焊高。同時,通過pin自動上料功能,便于實現封裝自動化。
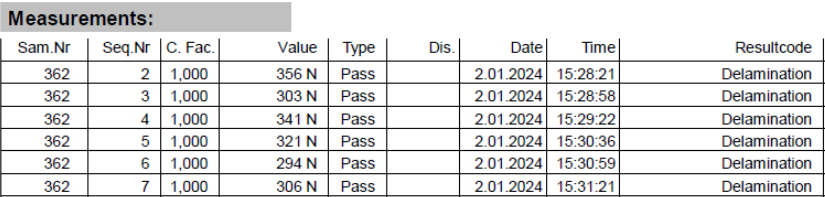
結合面推力穩定
按照AQG-324標準,加嚴至15G加速度,獲取模塊在隨機激勵條件下的振動頻率,研究超聲Pin針焊方案模塊被迫抵抗外部隨機振動的能力與結構設計合理性
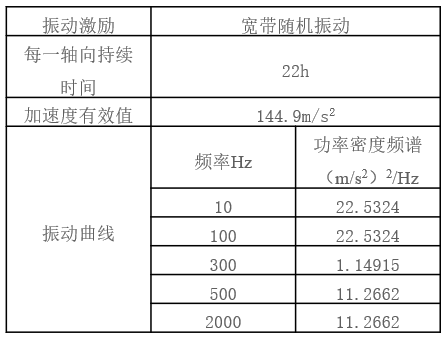
激勵條件(寬帶隨機激勵)
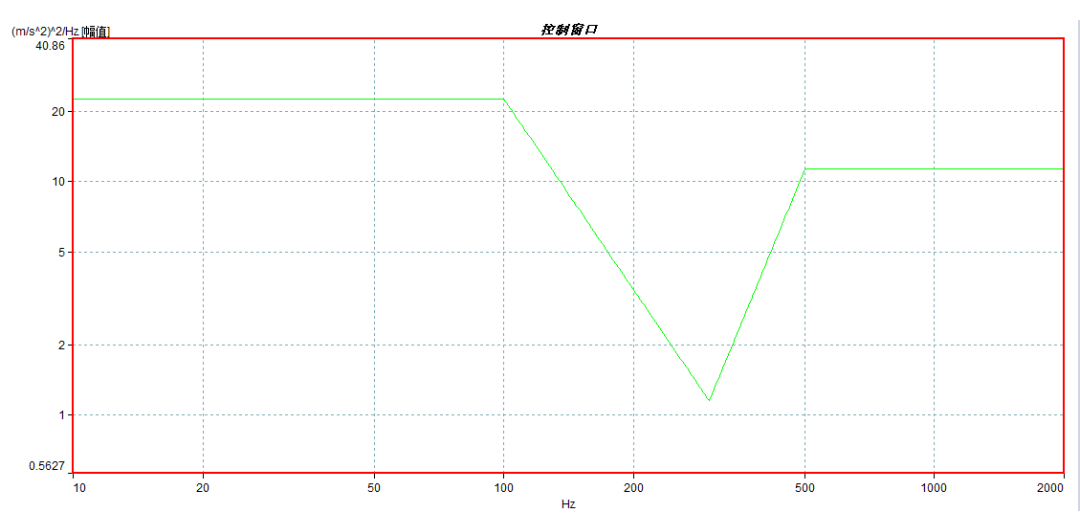
PSD功率密度頻普
總的來說,翠展微電子的HPD系列采用了超聲Pin針焊技術實現了高可靠性、快捷高效、清潔牢固的設計理念。
審核編輯:劉清
-
功率模塊
+關注
關注
10文章
455瀏覽量
45048 -
DBC
+關注
關注
2文章
54瀏覽量
7758 -
換能器
+關注
關注
8文章
343瀏覽量
29383 -
調幅器
+關注
關注
0文章
7瀏覽量
9954
原文標題:pin針超聲焊接在功率模塊中的應用
文章出處:【微信號:翠展微電子,微信公眾號:翠展微電子】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
ADS8472在socket中的基準電壓和焊接在pcb板上的基準電壓不一致,為什么?
pogopin彈簧針常見沙卡卡Pin問題匯總分析

激光焊接技術在焊接醫療消融針的工藝應用

功率模塊中的激光焊接技術簡介
激光焊接技術在焊接醫療活檢針的工藝應用

基于SiC Diode模塊在焊接切割設備中的技術優勢

ATA-3040C功率放大器在超聲測試中的應用有哪些

7PIN SATA連接器的各針定義
連接器pin針的尺寸標準
Aigtek超聲功率放大器的使用場景有哪些

連接器pin針標準有哪些
功率放大器在超聲醫療中的應用有哪些





 工商網監
工商網監
評論