") 變頻器在拉絲機中的應用方案
變頻器在拉絲機中的應用方案
為了進一步提升拉絲機設(shè)備的加工精度和生產(chǎn)效率,提高設(shè)備的自動化生產(chǎn)水平,對原拉絲機控制系統(tǒng)進行升級改造迫在眉睫。一方面,對變頻器控制精度提出更高要求,響應速度也要更快;另一方面,對設(shè)備整體系統(tǒng)控制精度要求非常高,從而保證拉絲機設(shè)備平穩(wěn)高速運行。
該拉絲機系統(tǒng)控制方案主要由觸摸屏、PLC和EN655變頻器組成,設(shè)備在原有的主拉和收卷兩大部分的基礎(chǔ)上,新增定速輪和牽引輪,并進行閉環(huán)矢量控制,對線速度進行準確控制,加上后級的擺桿反饋,從而實現(xiàn)恒張力控制、穩(wěn)速精度更高、響應速度更快的系統(tǒng)解決方案。
設(shè)備介紹
該現(xiàn)場一列式拉絲機的主體是由多個鼓輪構(gòu)成,多個鼓輪呈一列式排布,多個鼓輪通過機械固定的差速比以及各鼓輪之間不同的模具,將銅桿逐步拉長拉細。其結(jié)構(gòu)簡單、拉絲速度高、能耗低、經(jīng)濟效益好,而且傳動噪音低,安全性好,并且可以在拉絲的過程進行退火處理,拉絲質(zhì)量更高。
工作原理:設(shè)備主要是通過拉絲變頻器的多極拉拽把較粗的金屬絲拉成較細的金屬絲。然后,通過收線變頻器帶動工字輪實現(xiàn)整個拉絲工藝。
機械組成:主要由放線架、拉絲主機、牽引輪、退火架、張力控制架、收線排線機組成。
系統(tǒng)配置
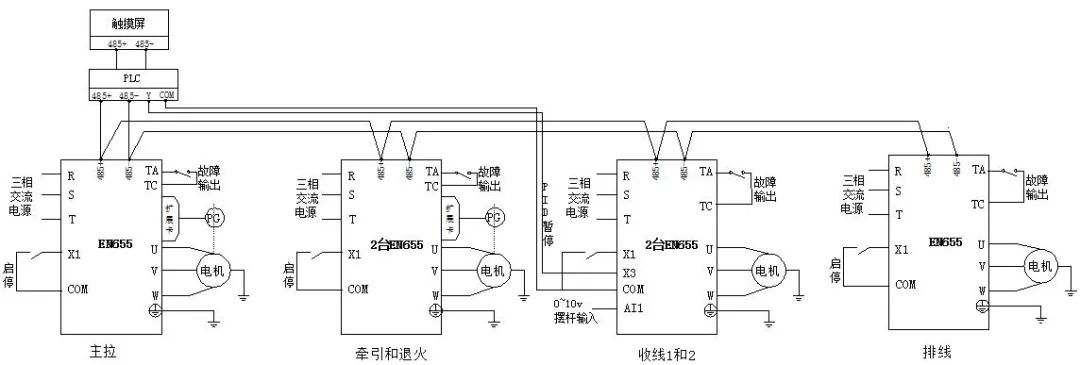
控制流程:該方案控制系統(tǒng)采用易能觸摸屏作為上位機進行人機交互,對當前機組的整機運行、拉拔參數(shù)、拉絲速度、模具配方、計長計重、故障情況等項目進行設(shè)置和管理;下位機采用PLC接收觸摸屏的MOUDBUS通訊指令,將接收到的指令進行內(nèi)部程序轉(zhuǎn)換后,作為電機線速度頻率源再以MODBUS通訊指令給定到各傳動工位上的易能EN655型變頻器驅(qū)動電機進行精準快速的工作。
產(chǎn)品配置:觸摸屏一臺,PLC一臺,主拉EN655-160kw一臺,牽引輪EN655-55kw一臺,退火輪EN655-30kw一臺,收線EN655-18.5kw兩臺,排線EN655-1.5kw一臺。其中主拉、牽引、退火工位變頻器加裝PG卡外接電機編碼器,進行有PG矢量控制;收線與排線工位變頻器進行無PG矢量控制。
接線示意圖
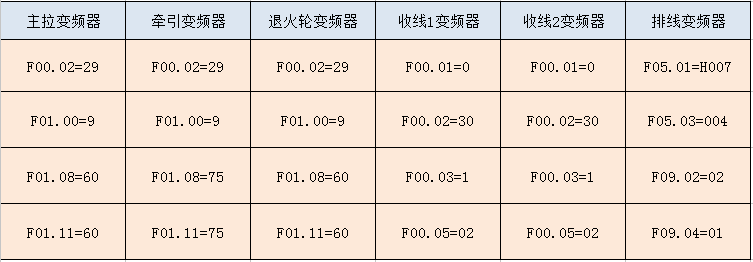
部分參數(shù)設(shè)置
應用優(yōu)勢
控制系統(tǒng)采用全套易能產(chǎn)品進行Moubus通訊控制,相較于傳統(tǒng)控制方式,降低了系統(tǒng)設(shè)計成本和維護成本,設(shè)備可自由工藝組合,操作更加便捷。
采用易能EN655系列專用變頻器進行閉環(huán)矢量控制,滿足最大力矩要求,穩(wěn)速精度高,加減速過程平滑,大負荷快速加減速不過載過壓等。
EN655變頻器具有特定斷線檢測功能,減少了斷線率,斷線可快速停車,避免頻繁穿模,使設(shè)備高速生產(chǎn)時張力輪穩(wěn)定,提高了產(chǎn)品質(zhì)量。
EN655變頻器具有針對拉絲機現(xiàn)場改良的散熱系統(tǒng),可保證變頻器在高溫下連續(xù)滿負荷運行不過熱。
審核編輯:湯梓紅
-
plc
+關(guān)注
關(guān)注
5008文章
13150瀏覽量
462059 -
變頻器
+關(guān)注
關(guān)注
251文章
6504瀏覽量
144246 -
觸摸屏
+關(guān)注
關(guān)注
42文章
2290瀏覽量
115994 -
拉絲機
+關(guān)注
關(guān)注
0文章
19瀏覽量
7983
原文標題:應用案例 | 變頻器在拉絲機中的應用方案
文章出處:【微信號:變頻器世界,微信公眾號:變頻器世界】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
基于NBB變頻器實現(xiàn)電氣控制系統(tǒng)的應用設(shè)計
WINCC+EM277在拉絲機控制中的應用
FX2NPLC和變頻器F930通訊控制的程序(有注解拉絲機程)
雙變頻拉絲機專用變頻器說明書
關(guān)于拉絲機中四方與東元變頻器的聯(lián)動應用設(shè)計
SVF3000變頻器在拉絲機雙變頻控制系統(tǒng)應用分析
雙變頻拉絲機系統(tǒng)方案及調(diào)試的詳細說明
變頻器在直進式拉絲機的應用
拉絲機及雙變頻拉絲機工藝介紹
變頻器在滑輪式拉絲機的應用過程和效果







 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論