 基于改進YOLOv5的船體焊縫缺陷自動檢測方法
基于改進YOLOv5的船體焊縫缺陷自動檢測方法
0 引言
目前中大型船舶的主要建造形式是將船舶各部分通過焊接的方法進行組合。建造一艘船舶至少 25%~40%的時間消耗在船舶焊接中。船舶的焊接性能是船舶密閉性的保證,因此對船舶焊接處的檢測至關重要。
張人杰等利用M-SMOTE 算法對焊縫樣本進行精細化處理,提取焊縫的不同特征,經 AP 聚類后輸入神經網絡完成對船體焊縫的缺陷檢測。高翌飛等分析 FPSO 彎管特點,結合相控陣超聲,制作出相控陣掃描器,能夠契合 FPSO 彎管,實現對 FPSO 彎管在狹小空間的焊縫檢測。上述方法雖然能夠完成對船體焊縫缺陷的檢測,但也存在著一定的缺點。如對于船體焊縫圖像的采集要求嚴格、檢測時間長,對于一些微小的缺陷存在檢測準確率過低甚至無法檢測的問題對于正常的焊縫缺陷存在檢測準確率不高的問題等。
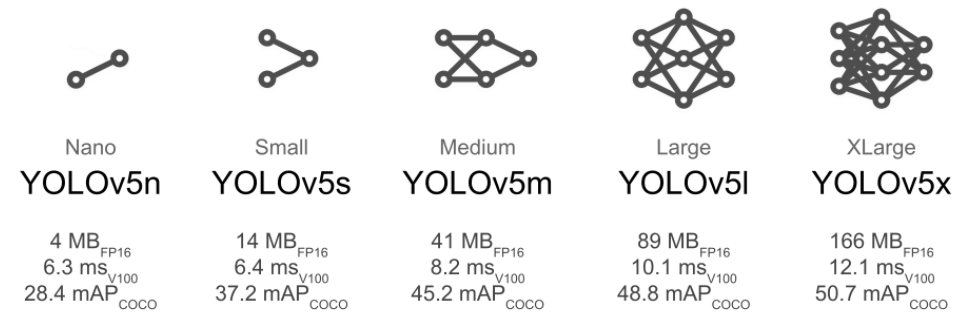
改進的 YOLOv5 具有輕量化、易部署、速度快準確度高等優點,因此研究基于改進 YOLOv5 的船體焊縫缺陷自動檢測,可更加準確且快速完成船體焊縫檢測。
1 船體焊縫缺陷自動檢測
1.1 船體焊縫圖像采集及處理
在多種光照條件下,對不同產品焊接處進行圖像采集形成數據集。由于船體焊縫圖像的質量會直接影響到船體焊縫檢測的結果,因此需要對船體焊縫圖像進行處理。本文利用灰度變化方法對采集到的船體焊接圖像進行處理,即可以避免圖像中的特征消失,也可以提高正常焊縫與存在缺陷的焊縫間的對比度使船體焊縫缺陷檢測更加容易。
對船體焊縫圖像進行正弦灰度計算完成圖像的處理,正弦灰度計算公式如下:
式中: g(x,y)為輸出像素灰度值;f(x,y) 為輸入像素灰度值; min(f)、max(f) 分別為輸入像素灰度值的最小值、最大值;r為輸入相對強度;(x,y) 為圖像像素的坐標點。
1.2 基于 YOLOv5 網絡的船體焊縫檢測
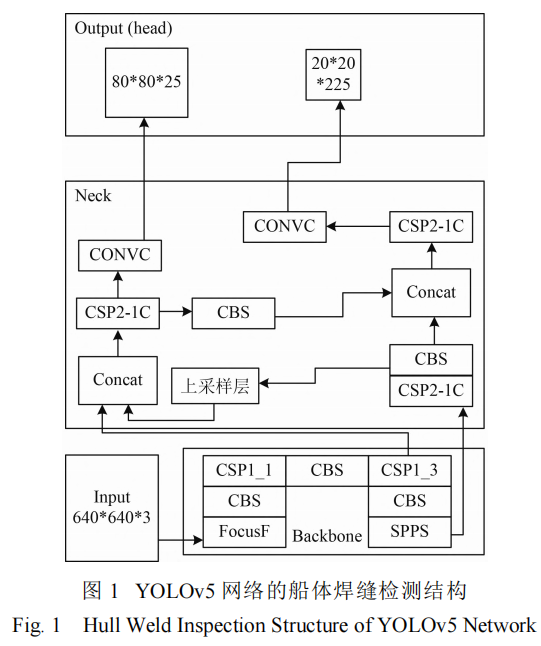
在YOLOv5 網絡中,主要組成部分為 Input、Back-bone、Neck 以及 Head。將灰度變換后的焊縫圖像通過Input 輸人到 YOLOv5 網絡中,Backbone 的作用為提取焊縫圖像特征,包含 Focus、SPP 以及 CSP。Focus 主要完成焊縫圖像的壓縮,使焊縫特征的提取速度加快;SPP 通過池化功能增加網絡感受野,使網絡可以處理多尺度問題;CSP 用于提取焊縫圖像特征,其中包含基本卷積 CBS 模塊。Neck 的主要作用是將 Backbone中提取的焊縫特征進行融合。Head 是檢測網絡也作為YOLOv5 網絡的輸出層,通過損失函數去除多余目標框根據圖形特征進行檢測得到最佳船體焊縫缺陷檢測結果。YOLOv5 網絡的船體焊縫檢測結構如圖 1所示。
1.3 YOLOv5 的主干網絡改進
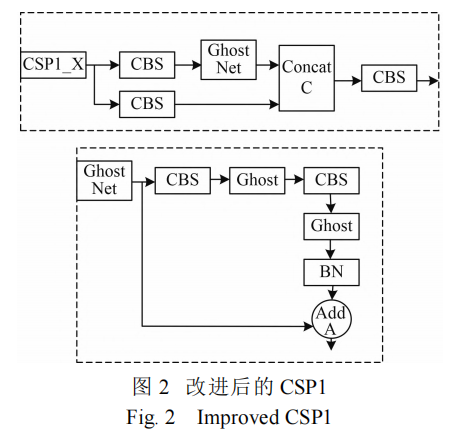
通過圖1可知,用于船體焊縫檢測的 YOLOv5 結構中存在諸多 CBS 模塊,由于在 CBS 模塊中存在卷積層,且大量的卷積層會增加網絡的負載,給計算帶來壓力。因此,對YOLOv5 網絡中 Backbone 部分的 CSP1殘差模塊進行改進,使用 GhostNet 進行替換,改進后的 CSP1 如圖 2 所示。
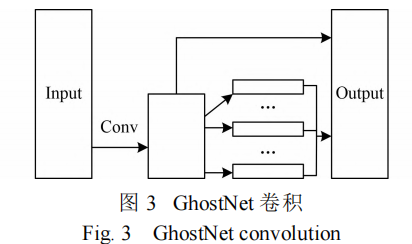
采用 GhostNet 替換卷積層,GhostNet 內部采用元余特征生成器與卷積層相結合,此種組合方式可 以有效降低網絡資源使用和計算時間。與一般卷積層相比,GhostNet 卷積層需要兩步完成卷積,一般卷積公式為:

其計算量為:

GhostNet 卷積公式為:

GhostNet 卷積計算量為 :

式中: b為偏置;Y為卷積輸出的焊縫特征圖,該焊縫特征圖高為H',寬為w',且Y∈RH'xw'xN;X為卷積輸入的焊縫圖像,該焊縫圖像高為h,通道數為c,寬為w,且X∈ Rhxwxc;Y'為 Gost 經過一般卷積后輸出的焊縫特征圖,該焊縫特征圖大小為 H'xW',數量為n個; kxk表示卷積核大小;f∈RcxNxkxk為存在 N個卷積核; Y'i為第i個在Y'中的焊縫特征圖,Yij為Y'被卷積核變換函數φij;轉換后生成的第j個 Ghost焊縫特征圖像,s為 Ghost焊縫特征圖像總數。
GhostNet 卷積如圖 3 所示。
1.4 損失函數
應用改進 YOLOv5 網絡的損失函數采用的是CIoU,基于 DIOU 損失函數,并考慮了兩框的長寬比后形成的。其中 DIOU 損失函數的計算公式為:

式中: bgt為目標框; b'為預測框; o為兩框的最小外接矩形對角線長度; IoU為交并比;p2(b',bgt)為兩框中心點歐氏距離。
CIOU 的計算公式為:

其中:
式中: a為權衡參數;v為衡量長寬比一致參數; wgt為目標框寬度; hgt為目標框高度; w'為預測框寬度 :h' 為預測框高度。
2 仿真實驗
2.1 實驗對象
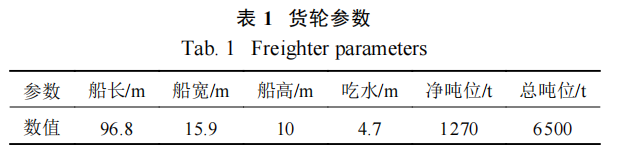
選擇某貨輪進行船體焊縫缺陷檢測,其參數如表 1 所示。
2.2 結果與分析
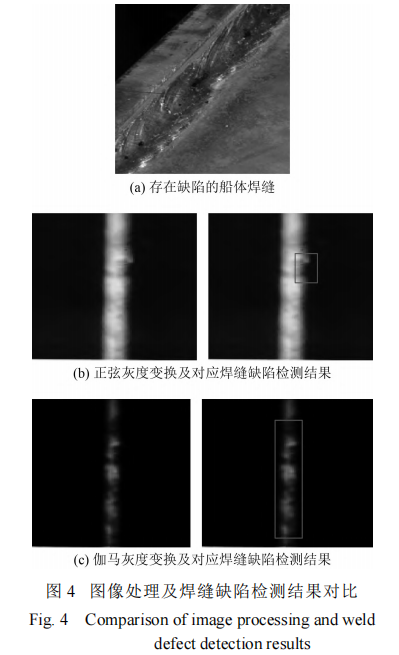
為驗證本文正弦灰度的計算效果,選擇船中某處具有缺陷的焊縫采集圖像并利用正弦灰度變換和伽馬灰度變換 2 種方式對圖像進行處理,并對比二者的焊縫缺陷檢測結果,如圖 4 所示。可知,當采用伽馬灰度變換時圖像較為模糊,基本無法有效突出焊縫缺陷特征點,導致焊縫缺陷檢測結果不精確,預測框較大;而采用正弦灰度變換則能夠準確地突出缺陷所在位置的特征點,獲取精準的焊縫缺陷檢測結果。
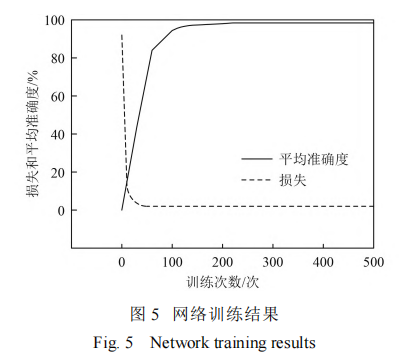
為保證網絡的檢測準確性,需要對 YOLOv5 網絡進行足夠的訓練。準備各種焊縫缺陷圖像各 500 幅進行訓練,訓練結果如圖 5 所示。可知,網絡的損失值隨著訓練次數的增加逐漸減小,損失函數在前 100 次的訓練中收斂速度極快,并在 200 次訓練后損失逐漸達到平穩狀態,經過 500 次訓練后平均準確度達到98%,損失函數為 0.15。
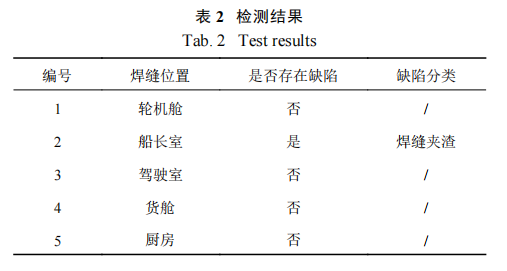
為證明本文方法的實際應用效果,隨機采集船舶5 處焊縫進行缺陷檢測,檢測結果如表 2 所示。可知,僅在船長室中的焊縫處發現缺陷,關鍵的貨艙和輪機室未發現焊縫缺陷,說明該船舶的焊接大部分處于合格狀態,也證明了本文方法能夠準確檢測出不易發現的焊縫缺陷。
3 結語
本文方法對焊縫圖像進行的灰度變換,可使圖像更加清晰,訓練的網絡準確率高損失值低,并且能夠快速準確發現船舶中的隱藏焊縫缺陷。
文章來源:新機器視覺
審核編輯:湯梓紅
-
算法
+關注
關注
23文章
4599瀏覽量
92641 -
自動檢測
+關注
關注
0文章
114瀏覽量
15646 -
焊接
+關注
關注
38文章
3059瀏覽量
59588
原文標題:【光電智造】基于改進 YOLOv5的船體焊縫缺陷自動檢測方法
文章出處:【微信號:今日光電,微信公眾號:今日光電】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
【YOLOv5】LabVIEW+YOLOv5快速實現實時物體識別(Object Detection)含源碼
Yolov5算法解讀
基于圖像處理的PCB自動檢測系統的設計與研究(第二部分)
龍哥手把手教你學視覺-深度學習YOLOV5篇
怎樣使用PyTorch Hub去加載YOLOv5模型
使用Yolov5 - i.MX8MP進行NPU錯誤檢測是什么原因?
如何YOLOv5測試代碼?
基于YOLOv5的目標檢測文檔進行的時候出錯如何解決?
自然圖像中的對象自動檢測和提取
雷達故障自動檢測系統
天然氣長輸管道對接環焊縫相控陣超聲波全自動檢測系統
Linux平臺下面向的fastbin攻擊自動檢測方法
使用旭日X3派的BPU部署Yolov5

淺析基于改進YOLOv5的輸電線路走廊滑坡災害識別

在樹莓派上部署YOLOv5進行動物目標檢測的完整流程






 工商網監
工商網監
評論