 通孔回流焊接(PIP)工藝對器件的要求
通孔回流焊接(PIP)工藝對器件的要求
一:工藝介紹
通過傳統模板印刷或點錫的工藝將錫育預涂覆在通孔焊環和通孔內,使用設備或人工手放器件,再回流焊接加熱,完成焊接。相較于傳統的波峰焊接工藝,可以減少焊接工序、PCBA加熱次數,有利于品質管控;焊接完成后的焊點-致性好,工藝過程相較于波峰焊更可控;減少波峰焊治具的投入,降低生產成本。
二:評估器件
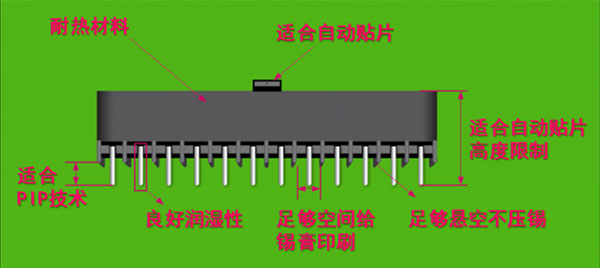
1、耐熱材料,多數通孔焊接器件是為波峰焊接設計,只需要在底部承受不超過150℃的高溫小于3S。但 通孔回流焊接 需要器件承受260℃大于等于10S。可以查看器件規格書或試過爐觀察是否起泡。
2、焊腳長度,焊點外觀的關鍵影響因素之一,推薦焊腳超出板面長度不超過1.5mm。太長會把錫育推出太遠,無法潤濕回位,也需求更多的錫量形成潤濕角。太短,如不超出板面也不利于焊點形成潤濕角,影響外觀檢驗判斷。
3、焊腳良好的潤濕性,回流焊接時錫育潤濕回位的關鍵因素。優選鍍錫,銅鍍1U金不利于潤濕回位,。
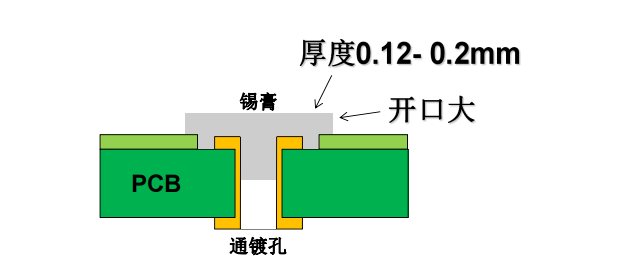
4、足夠的空間給錫育印刷,器件的塑膠部分懸空高度=印刷錫育厚度+0.15mm。因為通常會根據PCB孔徑、焊環寬度加大開口(如下圖)以保證回流焊接后通孔有足夠的焊料填充。當加大鋼網開口后,熔融的焊料回縮時不能受阻擋。
5、適合自動貼片,包裝方式滿足全自動貼片機自動供料條件,總高度不超過16mm。如不滿足可考慮手工放料。
目前我司已成熟應用在客戶通孔焊接器件較少的項目、對焊接透錫要求較高的項目、波峰焊接困難項目。雖然通孔會回流焊接工藝具有諸多優勢,但同時也存在一定的局限性。對器件、PCB設計、鋼網開口的要求比較高。
審核編輯 黃宇
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
回流焊接
+關注
關注
1文章
42瀏覽量
8595
發布評論請先 登錄
相關推薦
pcb板回流焊工藝詳解
一、引言 在現代電子制造中,PCB(印刷電路板)是電子元件的載體,而回流焊工藝則是實現電子元件與PCB緊密結合的關鍵步驟。 二、回流焊工藝原理 回流焊是一種利用熔融焊料(通常是錫基合金)將電子元件
SMT錫膏貼片中的回流焊主要作用是什么?
回流焊主要應用與SMT制程工藝中,在SMT制程中,回流焊的主要作用是將貼裝有元器件的PCB板放入回流焊機的軌道內,經過升溫、保溫、

錫膏回流焊接工藝要求
錫膏回流焊接工藝要求要充分掌握好才能不會有批量的回流焊接不良,如果對回流焊接工藝掌握不熟,對錫膏回流焊接特性不了解很容易造成批量的
掌握回流焊要領,輕松實現片狀元器件完美焊接!
在電子制造領域中,回流焊技術已成為焊接片狀元器件的主流方法。本文將詳細介紹片狀元器件用回流焊設備的焊接方法,包括

激光錫焊 vs 回流焊接:大研智造技術革新的深度解析
探索大研智造的激光錫焊技術,一種在電子裝聯領域與回流焊接技術相媲美的先進工藝。本文深入分析了激光錫焊與回流焊接在精度、熱影響、材料適應性、生產效率、成本、環境影響和潤濕性等方面的對比。了解為什么激光錫焊技術能夠為高端制造業帶來革
大研智造激光錫球焊接:攻克回流焊常見問題,定義PCB焊接新高度
大研智造激光錫球焊接技術以其尖端科技和精湛工藝,為回流焊中的常見問題提供了無可挑剔的解決方案,確保了電子產品的可靠性和性能,滿足現代電子制造業對焊接質量的嚴苛
回流焊接:速度與溫度的“甜蜜點”,你找到了嗎?
回流焊接是電子制造領域中一個至關重要的工藝環節,它涉及將預先施加在印制板焊盤上的焊膏通過加熱熔化,然后再冷卻形成永久性的焊點。這一過程對焊接速度和溫度控制有著極為嚴格的要求,因為不當的

SMT回流焊溫度解析之錫膏焊接特性
SMT回流焊工藝簡介 SMT回流焊工藝 是通過重新熔化預先分配到印制板焊盤上的膏狀軟釬焊料,實現表面組裝元器件焊端或引腳與印制板焊盤之間機械與電氣連接的軟釬焊。 本篇文章通過焊接概述、
pcb回流焊工作原理 如何避免PCB板由于回流焊而彎曲和翹曲呢?
pcb回流焊工作原理 如何避免PCB板由于回流焊而彎曲和翹曲呢? PCB回流焊是一種常見的電子組裝技術,其原理是通過加熱焊接區域,使焊膏中的焊錫熔化,并形成電連接。然而,在
SMT貼片中的回流焊接工藝
膏熔化并與PCB表面元器件進行連接,從而實現電氣和機械的連接。本文將詳細介紹SMT貼片中的回流焊接工藝,包括焊接設備、焊線方式、焊膏選擇以及焊接質量控制等方面。 一、
錫膏質量如何影響回流焊接空洞的產生?
在電子制造行業,錫膏回流焊接是一種廣泛應用的技術,用于連接電子元件與電路板。然而,回流焊接過程中常常出現空洞現象,影響焊接質量和電子產品的可靠性。本文將針對常規錫膏回流焊接空洞問題進行






 工商網監
工商網監
評論