") 真空回流焊爐/真空焊接爐——太陽能電池組焊接
真空回流焊爐/真空焊接爐——太陽能電池組焊接
綠色能源近幾年大力發(fā)展,2024年2月29日,國家統(tǒng)計(jì)局發(fā)布《中華人民共和國2023年國民經(jīng)濟(jì)和社會(huì)發(fā)展統(tǒng)計(jì)公報(bào)》,全年清潔能源發(fā)電量31906億千瓦時(shí),比上年增長(zhǎng)7.8%。清潔能源消費(fèi)量占能源消費(fèi)總量比重為26.4%,上升0.4個(gè)百分點(diǎn)。綠色能源包含了水能、風(fēng)能、太陽能、生物能(沼氣)、地?zé)崮埽òǖ卦春退矗┑鹊取F渲刑柲芙涣靼l(fā)電系統(tǒng)是由太陽電池組件、充電控制器、逆變器、蓄電池共同組成。在太陽能電池組件生產(chǎn)制造的過程中,太陽能電池組要想實(shí)現(xiàn)發(fā)電的功能,就必須要將單片電池連接起來形成電池組,使其成為一個(gè)整體,而最常見的連接方式就是焊接。
 圖1.太陽能電池組
圖1.太陽能電池組焊接工藝分為單焊(單片焊接)和串焊(串聯(lián)焊接)。單焊是指在電池片的正面主柵線上焊接兩條焊帶;串焊是指將單片焊接好的電池片按照工藝要求的數(shù)量一片片串聯(lián)焊接在一起。太陽能組件的設(shè)計(jì)使用壽命在25年左右,且通常安裝在戶外,有些還要考慮環(huán)境惡劣的問題,每天要承受數(shù)十?dāng)z氏度的溫差;焊帶基材為純銅,而電池片則為硅,銅的膨脹系數(shù)為硅的6倍,面對(duì)如此大的溫度變化,勢(shì)必會(huì)引起焊帶和電池片受力,因此電池片的正面單焊和背面串焊質(zhì)量至關(guān)重要。目前國內(nèi)大多數(shù)廠家主要使用手工焊接方法,然而手工焊接有一定的局限性,導(dǎo)致焊接不良的因素眾多,如果在焊接過程中控制不當(dāng)就會(huì)造成熱斑、碎片等現(xiàn)象,嚴(yán)重的話還會(huì)影響組件的壽命甚至燒毀組件。
不良因素主要有以下幾種:(1)虛焊:虛焊產(chǎn)生的原因是錫鉛與電池片電極銀層合金形成程度差,而影響合金形成的因素有溫度及錫鉛銀表面金屬活性度。手工焊接出現(xiàn)虛焊異常的原因可能是焊接時(shí)間過快;焊接工藝波動(dòng);烙鐵溫度和焊接時(shí)間不符合要求;電池片批次不集中,主要在于電池片銀漿是否氧化、發(fā)黃;互聯(lián)條浸泡不符合要求,如互聯(lián)條上助焊劑揮發(fā)、互聯(lián)條氧化。(2)裂片:電池片裂片如圖2所示,產(chǎn)生的原因有外力沖擊;電池片隱裂或溫差收縮產(chǎn)生應(yīng)力。手工焊接出現(xiàn)裂片異常的原因可能是電池片的批次(硅片廠家、線別、生產(chǎn)日期)不集中;互聯(lián)條扭曲;虛焊等焊接困難造成裂片;焊接溫度、焊接手法不正常;起焊點(diǎn)和收尾點(diǎn)靠前。
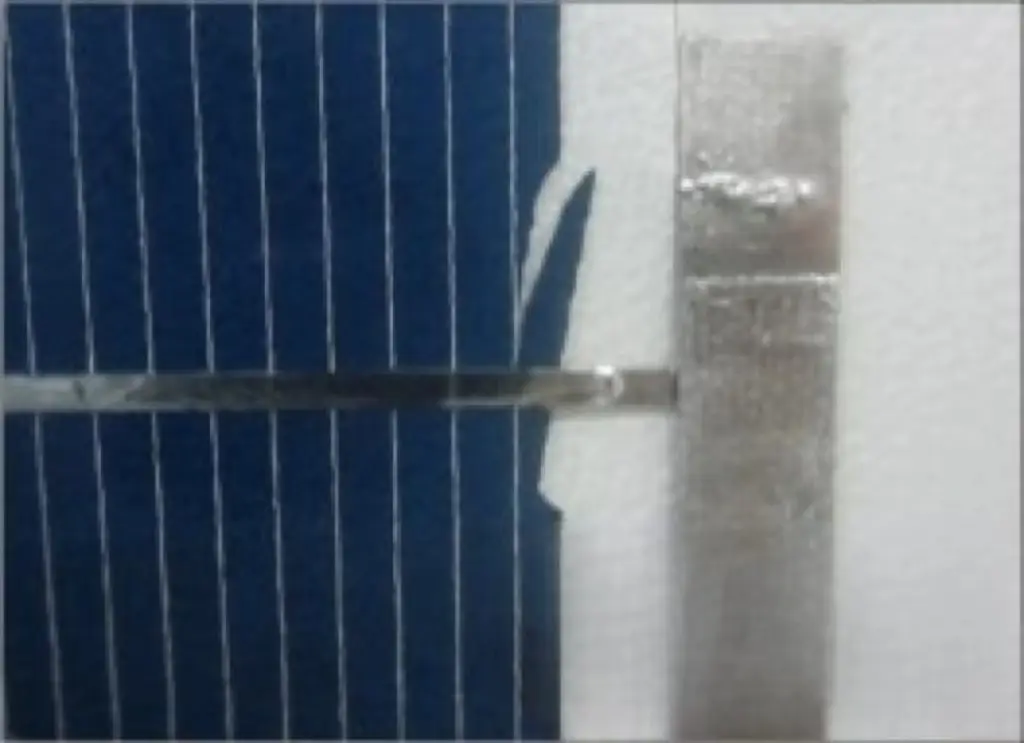 圖2.太陽能電池片裂片
圖2.太陽能電池片裂片(3)錫絲錫渣:錫絲錫渣如圖3所示,產(chǎn)生的原因是錫鉛與電池片電極銀層合金形成程度差,影響合金形成的因素有溫度及錫鉛銀表面金屬活性度。手工焊接出現(xiàn)錫絲錫渣異常的原因可能是員工焊接手法有問題,重點(diǎn)關(guān)注速度、收尾、拉烙鐵的直線性等幾要素;烙鐵溫度不正常;電池片電極氧化;桌面清潔度不夠;烙鐵清潔海綿水含量低。
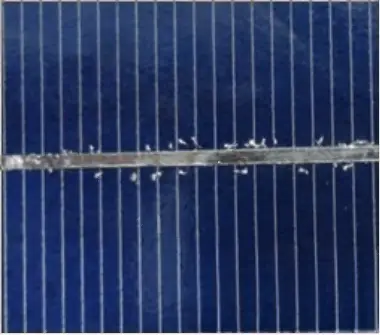 圖3.太陽能電池片錫絲錫渣
圖3.太陽能電池片錫絲錫渣而在回流焊爐焊接中,單焊和串焊是通過焊接爐同時(shí)完成的,消除了電池片受熱變形兩次所帶來的應(yīng)力不同而導(dǎo)致彎曲變形的隱患。同時(shí),電池片的焊接過程中,還需要保證焊接溫度、加熱速度、冷卻速度等因素。焊接溫度:需高于焊料熔點(diǎn)的25-60℃,保證焊料填滿空隙;加熱速度:根據(jù)電池片的厚薄程度,焊帶的材料、形狀、大小等因素決定。焊件越薄、尺寸越小,焊接加熱速度越快;冷卻速度:根據(jù)電池片和焊帶的材料、形狀、大小等因素決定。冷卻速率快有助于焊縫組織細(xì)化,提高其力學(xué)性能,但對(duì)于較脆的電池片,過快的冷卻會(huì)產(chǎn)生冷裂紋。這些因素都可以通過我司焊接爐優(yōu)秀的加熱平臺(tái)和冷卻系統(tǒng)控制:優(yōu)化的加熱平臺(tái)通過陣列、接觸式加熱方式,加熱面溫差小,溫控精度≤±1℃,無局部溫升突變,變形量小;結(jié)合正負(fù)壓焊接工藝,有效抵消平臺(tái)及工裝形變的影響,使焊接質(zhì)量更完美;自適應(yīng)、模塊式、升降式冷卻系統(tǒng),震動(dòng)小、面溫差小、熱沖擊小、冷卻速率可控、制冷機(jī)功耗損耗低。
總結(jié):采用回流焊爐焊接,降低了焊接過程中出現(xiàn)虛焊、裂片和錫絲錫渣等不良現(xiàn)象的幾率,提高了太陽能組件的成品質(zhì)量和產(chǎn)量,焊接好的電池片再經(jīng)過串并聯(lián)、組框封裝等工藝,便成為用于光伏電站建設(shè)的電池組件單元。
關(guān)于太陽能電池組焊接的介紹就到這里,若有不當(dāng)之處歡迎各位朋友予以指正和指教;若與其他原創(chuàng)內(nèi)容有雷同之處,請(qǐng)與我們聯(lián)系,我們將及時(shí)處理;若您對(duì)搭載了優(yōu)秀的加熱平臺(tái)和冷卻系統(tǒng)控制的真空回流焊/真空共晶爐感興趣,還可以和我們聯(lián)系共同討論,或前往我司官網(wǎng)了解。
-
太陽能電池
+關(guān)注
關(guān)注
22文章
1163瀏覽量
69308 -
太陽能
+關(guān)注
關(guān)注
37文章
3382瀏覽量
114078 -
焊接
+關(guān)注
關(guān)注
38文章
3057瀏覽量
59587 -
太陽能光伏
+關(guān)注
關(guān)注
3文章
236瀏覽量
47031
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
還原性氣氛助力真空共晶爐:打造高品質(zhì)焊接的秘訣

真空共晶焊爐升降溫斜率:科技制造的新篇章

真空回流焊爐/真空焊接爐——晶圓焊接


共益緣正負(fù)壓—立式真空共晶爐、小型立式真空共晶爐、臺(tái)式真空共晶爐#真空#共晶#回流焊接#設(shè)備 #
真空焊接爐的焊料選擇之銦銀共晶焊料
SP-WROOM-02模組可以通過回流焊爐送兩次嗎?
真空回流焊爐/真空焊接爐——淺談無助焊劑焊接

如何解決真空回流焊爐、氮?dú)?b class='flag-5'>真空爐焊接過程中的錫珠問題

你所不知道的真空回流焊十大優(yōu)點(diǎn),最后一個(gè)太意外!

探秘真空回流焊設(shè)備的安裝奧秘與廠務(wù)秘籍






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論