 如何防止陶瓷電容扭曲裂紋的產生?
如何防止陶瓷電容扭曲裂紋的產生?
電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現的"扭曲裂紋"現象。本文主要為大家講述扭曲裂紋的產生原理以及防止扭曲裂紋產生的方法。
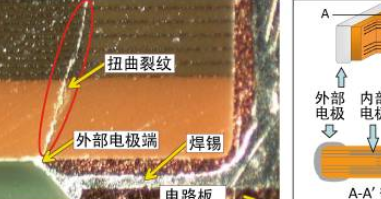
什么是扭曲裂紋?01首先,我們來看一下圖1中扭曲裂紋的形態。扭曲裂紋是指因扭曲而產生的裂紋(裂縫)。扭曲裂紋從貼片外面看很難被發現。因此,我們把貼片如下圖一樣切開,來觀察截面的圖像。
從中,我們可以發現扭曲裂紋的特征是從外部電極的一端向對角線方向產生了裂紋。

裂紋的代表性實例
扭曲裂紋的產生原理02為什么會產生扭曲裂紋呢?這是由于貼片是焊接在電路板上的。對電路板施加過大的機械力、使得電路板彎曲或老化,從而產生了扭曲裂紋。將電路板翻轉過來,就會看到下列情況。
如圖2所示,電路板上面被拉伸,下面被收縮。由于上面的拉伸,銅焊盤就會向左右移動。

電路板變形及應力圖
隨著焊盤的移動,焊錫也會移動或產生變形。焊錫變形后,貼片的外部電極就會移動和變形,拉伸應力就會集中在貼片的外部電極的一端。當該拉伸應力大于貼片電介質的強度時,就會出現裂紋。

扭曲裂紋產生的原理
扭曲裂紋產生的影響03扭曲裂紋從下面的外部電極的一端延伸到上面的外部電極的話,容量就會下降,使得電路呈現出開路狀態(開放)。因此,即使裂紋不是十分嚴重,如果到達貼片內部電極,焊劑中的有機酸和濕氣會通過裂紋的縫隙侵入,導致絕緣電阻性能降低。另外,電壓負荷會變高,電流的流量過大時,最糟糕的情況會導致短路。
一旦出現了扭曲裂紋,是很難從外面將其去除的,因此為了防止裂紋的產生,應當控制不要施加過大的機械力。
什么是扭曲量?04為了避免扭曲裂紋的產生,最好不要在生產產品的現場施加過大的機械力。那么有什么方法可以使得過度施加的機械力變得可視化?。其中一種有效的方法就是測量扭曲量。下面,先來介紹一下什么是扭曲量。
扭曲是指,在物體上施加負重時單位長度的變化量。
此時的拉伸比率就是扭曲量。
ε=ΔL/L ε:扭曲量;L:施加力之前的長度;ΔL:變形長度
例如,1000mm的棒經過左右拉伸后,變成1001mm時,1mm/1000mm=0.001ST=1000μST。
如何防止扭曲裂紋的產生?05為防止扭曲裂紋的產生,我們需要從電路板設計和工序管理這兩方面采取對策。首先,介紹一下工序管理方面的對策。先測量一下之前介紹過的扭曲量,然后在工序中進行扭曲量的管理。我們來設置一下標準扭曲量。如果設置值過小,則需要嚴格管理。如果設置值過大,則會產生扭曲裂紋。一般的設置值是:生產關乎生命安全產品的客戶多以500μST為標準,生產普通消費產品的客戶多以1000μST為標準。即使是扭曲程度相同的電路板,元器件的應力會因使用的電路板類型和厚度的不同而不同,因此,客戶應該按照經驗判斷制定的標準。
下面測量各個工序中的扭曲量。村田通過過去調查的項目,總結出了哪些作業工序會產生扭曲裂紋。最重要的是管理工序。

表1 安裝作業及扭曲裂紋產生的可能性
關于超過設置標準的工序,可通過改良設備、改善作業等來控制扭曲量。
設計方面的主要預防措施:1.電路板端、螺絲孔、連接器的距離
(例如,設置10mm以上等等合理的距離。)
2.配置
(一般來講,分割線最好設置成平行。像電路板角以及L字型的電路板中彎折的部分等等,容易集中應力的地方最好不要配置貼片。)
3.分割線的選擇
(設置成線比穿孔要好)
4.焊盤的寬度
(C的尺寸最好小于貼片的W(寬度))

焊盤尺寸
5.配置設計模式
(為防止印刷電路板因回流而變形,最好設計成銅箔模式)
6.采用樹脂外部電極產品
(考慮到扭曲較大的時候,可以采用樹脂外部電極產品。)
以上等等。
-
焊盤
+關注
關注
6文章
548瀏覽量
38095 -
扭曲裂紋
+關注
關注
0文章
4瀏覽量
1400 -
扭曲量
+關注
關注
0文章
2瀏覽量
1421
原文標題:多層陶瓷電容扭曲裂紋的產生原理及預防方案
文章出處:【微信號:murata-eetrend,微信公眾號:murata-eetrend】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
陶瓷貼片電容知識
防止多層陶瓷貼片電容失效的方法
關于安裝的課題:裂紋
陶瓷電容的失效與可靠性分析
多層陶瓷電容漏電的原因
焊接裂紋產生的機理,如何防治?
焊接熱裂紋產生的原因_焊接熱裂紋的防止措施
焊接再熱裂紋的機理_防止再熱裂紋產生的方法
扭曲裂紋的產生原理以及防止扭曲裂紋產生的方法
為什么貼片電容會有扭曲裂紋?資料下載

激光熔覆裂紋產生原因及裂紋分類





 工商網監
工商網監
評論